Моделирование процесса прессования труб с коническо-ступенчатыми иглами

Автор: Афанасьев Александр Евгеньевич, Каргин Владимир Родионович, Каргин Борис Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-2 т.17, 2015 года.
Бесплатный доступ
Представлена постановка задачи и результаты компьютерного исследования в программном комплексе DEFORM 2D/3D процесса прессования труб из алюминиевых сплавов с коническо-ступенчатыми иглами. Даны рекомендации по определению рациональной формы геометрии прессовых сил.
Прессование, труба, коническо-ступенчатая игла, моделирование, энергосиловые и деформационные условия
Короткий адрес: https://sciup.org/148204276
IDR: 148204276 | УДК: 621.774.38
Modelling the process of pipes pressing with conic and step needles
The problem definition and results of computer research in the program DEFORM 2D/3D complex of pressing process of aluminium alloys pipes with conic and step needles is presented. Recommendations about definition of rational form of press forces geometry are made.
Текст научной статьи Моделирование процесса прессования труб с коническо-ступенчатыми иглами
Постановка задачи. При численном моделировании использована компьютерная модель процесса прямого метода прессования трубы с размерами Ø60х20 мм из алюминиевого сплава АД31 в коническую матрицу с углом 750 из контейнера с диаметром внутренней втулки 150 мм. Угол конусного участка неподвижной коническо-ступенчатой иглы равен 450. Температура нагрева контейнера, пресс-шайбы и матрицы 350 0С, слитка с размерами Ø145х63х300 мм 400 0С. Прессование осуществляли со смазкой поверхности коническо-ступенчатой иглы. Скорость прессования 16 мм/сек. Число конечных элементов в контейнере 2000, слитке - 3000, матрице - 300, пресс-шайбе - 200, коническо-ступенчатой игле -2000. Коэффициент трения по закону Зибеля на контактных поверхностях «контейнер – слиток», «матрица – слиток», «пресс-шайба – слиток» взят равным 0,7, а на контактной поверхности «коническо-ступенчатая игла – слиток» - 0,3. Расчёты проведены в лицензионном программном пакете DEFORM 2D/3D [10].
Результаты решения. На рис. 1 показана динамика изменения геометрии слитка на начальной стадии горячего прессования трубы. Как видно из рис. 1а, в первую очередь наблюдается осадка переднего торца полой заготовки на конусном участке матрицы. При дальнейшем перемещении пресс-шайбы происходит потеря устойчивости полой заготовки. Наружная и внутренняя поверхности заготовки принимают бочкообразную форму с выпуклостью в радиальном н а п р авлении. В результате наружная поверхность заготовки в средней части примыкает к контейнеру, а внутренняя отходит от тела иглы (рис. 1б). В зоне контейнера, прилегающей к матрице, образуется воздушный мешок, что может привести при последующем прессовании заготовки к запрессовке воздуха в изделие. Далее происходит деформация заготовки по внутренней поверхности от торца, прилегающего к пресс-шайбе до матрицы, что обеспечивает направленное выдавливание воздуха между телом иглы и заготовкой (рис. 1в). На заключительной стадии распрессовки металл полой заготовки полностью заполняет полость между контейнером, матрицей и коническо-ступенчатой иглой и начинает выдавливаться через кольцевой канал в форме готовой трубы (рис. 1г).
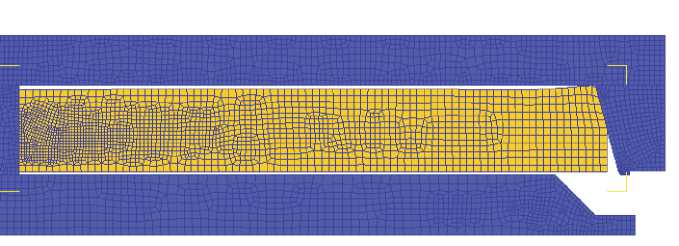
а)
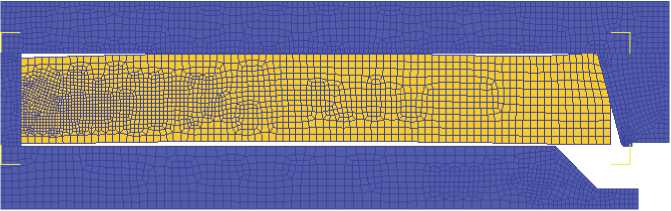
б)
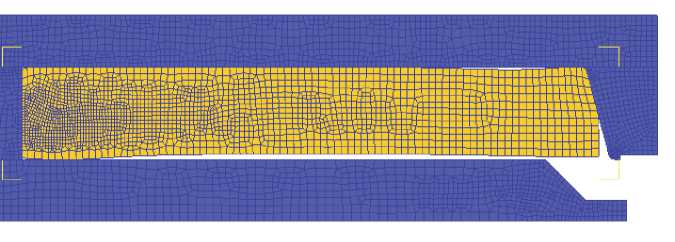
в)
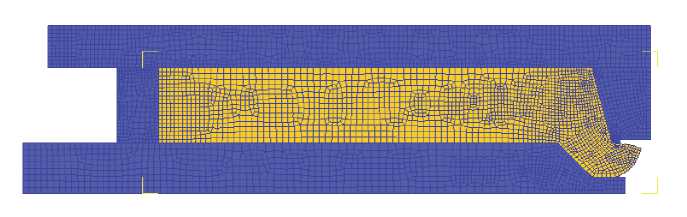
г)
Рис. 1. Начальная стадия прессования трубы с коническо-ступенчатой иглой
На начальной стадии прессования на графиках (рис. 2) имеют место скачки усилий. Первый скачок усилий на пресс-шайбе и матрице наблюдается в момент осадки полой заготовки до соприкосновения её наружной поверхностью коническо-ступенчатой иглы. Усилия на пресс-шайбе и матрице достигают экстремальных значений на финальной стадии распрессовки, когда металл заготовки заполняет объёмы, примыкающие к рабочей части коническо-ступенчатой иглы и калибрующего канала матрицы и начинает выдавливаться через кольцевой канал в форме трубы.
На основной стадии прессования усилие, приложенное к пресс-шайбе, плавно уменьшается в связи с уменьшением сил трения между рас-прессованной заготовкой, контейнером и коническо-ступенчатой иглой, достигая минимального значения в момент, когда пресс-шайба находится в области перехода основной части коническо-ступенчатой иглы в конус. Далее начинается заключительная стадия прессования, что приводит к резкому повышению усилия.
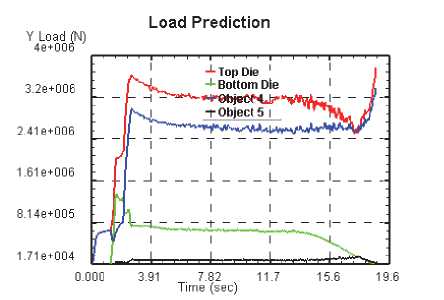
Рис. 2. Графики изменения усилий на пресс-шайбе (TopDie), контейнере (BottomDie), матрице (Object 4) и коническо-ступенчатой игле (Object 5) в зависимости от продолжительности прессования заготовки (Time)
Из рис. 2 видно, что в направлении оси прессования наиболее сильно нагруженными инструментами являются пресс-шайба и матрица, а менее нагруженными – контейнер и коническо-ступенчатая игла. Контейнер, матрица и пресс-шайба наиболее нагружены на стадии рас-прессовки, а игла – на границе перехода основной и заключительной стадии прессования. Матрица менее нагружена в направлении оси прессования, чем пресс-шайба.
Рассмотрим нормальные и касательные напряжения, действующие на контактных поверхностях в момент начала основной стадии процесса прессования, определяющие надёжность работы деформирующего инструмента. На пресс-шайбе нормальное напряжение ^ по результатам моделирования равно 246 МПа по всей контактной поверхности и численно совпадает со значениями, рассчитанными по формуле СТ z P max / F np , где P max - максимальное усилие на начальной стадии (рис. 2); F пр - площадь поперечного сечения пресс-шайбы. Касательные напряжения t rz по контактной поверхности пресс-шайбы с заготовкой равны нулю, так как перемещение металла на этом участке отсутствует.
По длине контейнера распределение нормального контактного напряжения < T R неравномерное (рис. 3). Напряжение ^ r возрастает по абсолютной величине от матрицы к пресс-шайбе.
Касательное напряжение t rz в начале резко возрастает от кромки матрицы и достигает экстремальных значений в области перехода тела иглы в конусный участок. Далее t rz плавно убывает до нулевых значений у кромки пресс-шайбы. Как показывает практика, наибольший износ внутренней рабочей втулки контейнера имеет место в области, примыкающей к матрице.
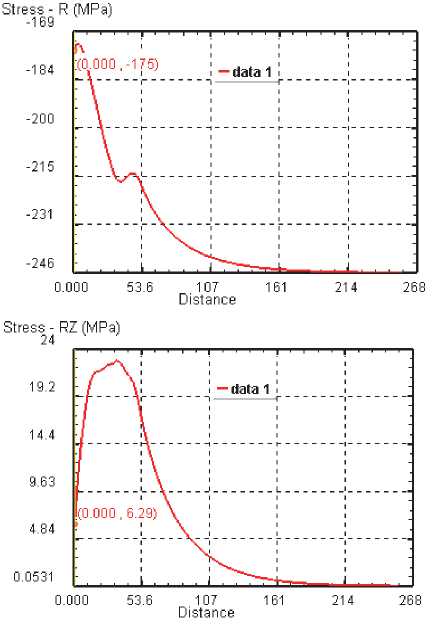
Рис. 3. Картина распределения контактных напряжений ^ r и t rz по длине контейнера
Из рис. 4 следует, что на поверхности тела иглы действуют сжимающие радиальные напряжения, равные по величине давлению на пресс-шайбе. Распределение напряжений резко меняется на рабочем участкеконическо-ступенчатой иглы.
В зоне перехода тела иглы в конусный участок CT R резко уменьшается, а затем в зоне перехода конусного участка в рабочий возрастает и вновь убывает в области калибрующего пояска матрицы. Так как прессование проводится со смазкой иглы, то касательные напряжения ^ rz по телу иглы достигают небольших значений. Эти напряжения вызывают в теле иглы растягивающие напряжения. В области конического перехода ^ rz вначале резко возрастает до экстремальных положительных значений, а затем резко уменьшается до экстремальных отрицательных
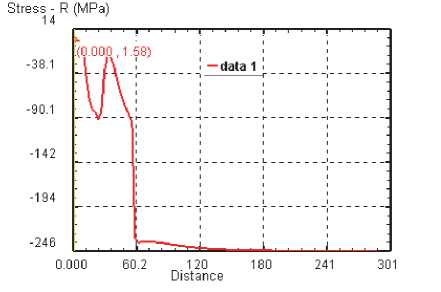
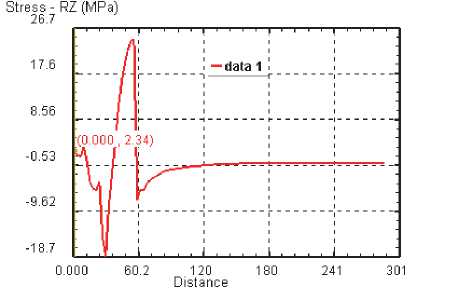
Рис. 4. Картина распределения контактных
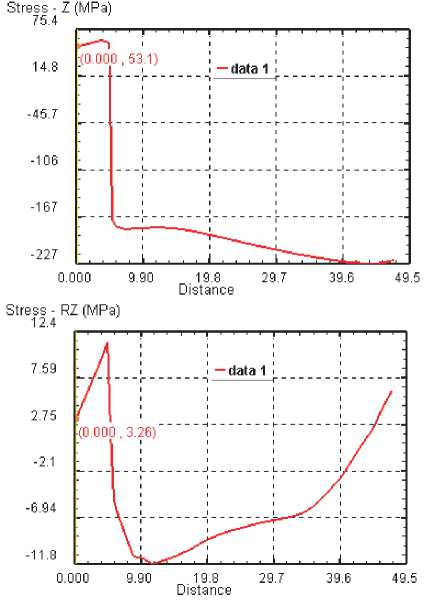
Рис. 5. Картина распределения контактных
напряжений OR и ^rz по длине коническо-ступенчатой иглы напряжений ^r и ^rz на рабочей поверхности матрицы значений при переходе конуса в рабочий участок иглы, а к выходу из матрицы ^rz вновь убывают.
Контактное нормальное напряжение ^ на матрице (рис. 5) скачкообразно увеличивается по абсолютной величине в области, прилегающей к калибрующему пояску матрицы, а затем плавно возрастает в направлении к контейнеру. У кромки пояска осевые напряжения растягивающие, что может привести при больших скоростях истечения к образованию поперечных трещин на выходе трубы из канала матрицы. В этой зоне положительными являются и касательные напряжения trz , что является основной причиной образования растягивающих осевых напряжений ^z. При приближении к контейнеру вдоль образующей матрицы Trz в "'упругой зоне" резко становятся отрицательными, а затем у стенки контейнера вновь положительными.
Для выполнения расчётов по выбору рациональных параметров геометрии коническо-ступенчатой иглы использована методика математического планирования эксперимента [11], позволяющая совместное варьирование двух параметров: x i - угла наклона конусного участка иглы а и —2 - положение конусного участка относительно калибрующего пояска матрицы h . В качестве критериев оценки основных параметров иглы рассмотрены: Р - усилие прессования в момент начала основной стадии процесса, ^ -интенсивность деформаций, достигающая экстремальных значений на калибрующем участке матрицы (табл. 1).
Таблица 1. План полного факторного эксперимента 22
|
Номер |
Параметры |
|||||
|
опыта |
_. —• ^ ( x 2 ) град |
x i |
— h ( x 2 ) мм |
x 2 |
Р, МН |
E i |
|
1 |
30 |
-1 |
10 |
-1 |
11,2 |
4,84 |
|
2 |
60 |
+1 |
10 |
-1 |
11,9 |
6,16 |
|
3 |
30 |
-1 |
30 |
+1 |
10,8 |
4,63 |
|
4 |
60 |
+1 |
30 |
+1 |
11,3 |
5,07 |
После обработки результатов компьютерного моделирования получены уравнения регрессии:
P = 11,3 + 0,30 x - 0,25 x 2
E i = 5,17 + 0,44 x , - 0,32 x 2
x , =
^
x 1
- 45
x 2 =
r^, x 1
- 20
Анализ уравнений показывает, что с увеличением угла конуса иглы относительно оси
прессования и приближением конуса иглы к матрице усилие прессования и соответственно интенсивность деформаций возрастают. Наиболее благоприятные условия прессования труб получены в третьем опыте. Как следует из физического эксперимента в производственных условиях на рис. 6 геометрия иглы с расчётными величинами положения иглы относительно матрицы h и углом конусности ^ , плавным переходом в области сопряжения конусного уступа и калибровочного участка, обеспечивает снижение неравномерности истечения металла.
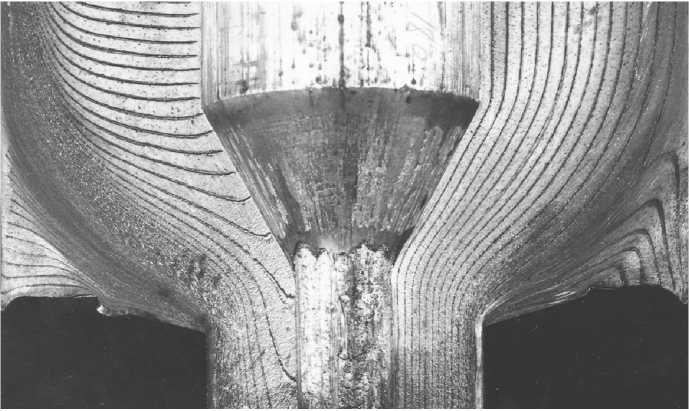
Рис. 6. Искаженная координатная сетка при прессовании трубы из сплава АД31 размером Ø 60-20 мм с расчётными параметрами геометрии иглы
Выводы:
-
1. Установлен характер изменения внешних сил, действующих на пресс-шайбу, контейнер, матрицу и коническо-ступенчатую иглу на начальной, основной и заключительной стадиях процесса прессования труб из алюминиевых сплавов с коническо-ступенчатой иглой.
-
2. Получено распределение нормальных и касательных напряжений на контактных поверхностях деформирующего инструмента, определяющее надёжность и устойчивость протекания процесса прессования труб с коническо-ступенчатой иглой.
-
3. Определены рациональные параметры геометрии коническо-ступенчатой иглы, обеспечивающие снижение энергоёмкости процесса и равномерности истечения металла при прессовании труб из алюминиевых сплавов.
Список литературы Моделирование процесса прессования труб с коническо-ступенчатыми иглами
- Ерманок, М.З. Прессование труб из алюминиевых сплавов/М.З. Ерманок, Л.С. Коган, М.Ф. Головинов. -М.: Металлургия, 1976. 248 с.
- Баузер, М. Прессование: справочн. рук-во/М. Баузер, Г. Зауер, К. Зигерт. -М.: АЛЮСИЛ МВиТ, 2009. 918 с.
- Ерманок, М.З. Прессование панелей из алюминиевых сплавов. -М.: Металлургия, 1974. 232 с.
- Каргин, В.Р. Проектирование трубных цехов/В.Р. Каргин, В.И. Дровянников, М.В. Фёдоров. -Самара, СГАУ, 2003. 210 с.
- Старостин, Ю.С. Картина течения металла при прессовании труб с коническо-ступенчатой иглой/Ю.С. Старостин, М.Ф. Головинов, М.З. Ерманок, В.Р. Каргин//КШП. 1979. №10. С. 6-8.
- Белов, В.Г. Оптимизация калибровки ступенчато-конических игл при прессовании медных сплавов/В.Г. Белов, Н.И. Касаткин//Вестник МГУПИ. 2012. №43. С. 32-37
- Космацкий, Я.И. Экспериментальное исследование процесса прессования труб переменного сечения//Вестник ЮУрГУ, серия «Металлургия». 2012. Вып. 19, №39. С. 105-108.
- Выдрин, А.В. Математическое моделирование процесса прессования труб переменного сечения/А.В. Выдрин, Я.И. Космацкий, В.В. Баричко//Вестник ЮУрГУ, серия «Металлургия». 2012. Вып. 18, №15. С. 122-125.
- Кучеряев, Б.В. Расчет давлений при прессовании труб с коническо-ступенчатой иглой/Б.В. Кучеряев, М.З. Ерманок//Обработка металлов и сплавов давлением. -М.: ОНТИ ВИЛС, 1965. 269 с.
- Каргин, В.Р. Моделирование процессов обработки металлов давлением в программе DEFORM-2D/В.Р. Каргин, А.П. Быков, Я.А. Ерисов. -М.-Самара: МИР, 2011. 168 с.
- Адлер, Ю.П. Планирование эксперимента при поиске оптимальных условий/Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. -М.: Наука, 1971. 283 с.
