Моделирование процесса раскатки гильз в стане продольной прокатки труб с короткой оправкой с целью определения влияния степени тонкостенности гильзы на процесс раскатки

Автор: Нифантьев П.Н., Фарукшин И.К., Черных И.Н.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
Известны станы продольной прокатки труб с короткой оправкой, в частности автоматические станы. Наиболее характерными проблемами для данной технологии являются разнотолщинность получаемого раската и дефекты внутренней поверхности раската, в частности риски. Решению указанных проблем посвящено большое количество работ. При этом с появлением новых методов исследований, например компьютерного моделирования, появляются новые возможности для изучения особенностей процесса продольной прокатки труб. В статье представлены результаты исследования процесса раскатки гильз с разной степенью их тонкостенности в автоматическом стане продольной прокатки на короткой оправке с использованием программы QForm. На основании данных компьютерного моделирования рассмотрены факторы, способствующие возникновению повышенной разностенности получаемого раската и дефектов внутренней поверхности.
Производство труб, бесшовные трубы, трубопрокатный агрегат, автоматический стан, компьютерное моделирование, короткая оправка, износ инструмента
Короткий адрес: https://sciup.org/147253307
IDR: 147253307 | УДК: 621.774.352 | DOI: 10.14529/met260105
Simulation of the process of rolling casings in a longitudinal rolling mill with a short mandrel to determine the influence of the thickness of the casing on the process of rolling
Longitudinal tube rolling mills with short mandrels are well known, particularly automatic mills. The most typical problems associated with this technology include wall thickness variation (uneven wall thickness) of the resulting rolled product and internal surface defects, such as scoring or scratching. Numerous studies have been dedicated to solving these issues. With the emergence of new research methods, such as computer simulation, novel opportunities have arisen for investigating the specific characteristics of the longitudinal tube rolling process. This paper presents a study on the rolling process of hollow shells with varying degrees of thin-walledness in an automatic longitudinal tube rolling mill equipped with a short mandrel, using the QForm software. Based on the results of numerical simulations, factors contributing to increased wall thickness variation and internal surface defects in the final product have been analyzed.
Текст научной статьи Моделирование процесса раскатки гильз в стане продольной прокатки труб с короткой оправкой с целью определения влияния степени тонкостенности гильзы на процесс раскатки
В производстве бесшовных горячедефор-мированных труб широко используются различные ТПА с непрерывными, автоматическими, реечными, пилигримовыми станами. Наиболее высокими показателями производительности, уровнем автоматизации и качеством готовых труб характеризуются ТПА с непрерывными станами [1].
В свою очередь ТПА с автоматическими станами демонстрируют более низкие значения упомянутых показателей, в отличие от расходного коэффициента металла (РКМ), для которого, наоборот, требуется пристальное внимание. Соответственно, задачи минимизации и устранения разнотолщинности и дефектов внутренней поверхности получаемого раската [2, 3], напрямую влияющих на РКМ, являются актуальными при производстве труб на таких ТПА. Одним из основных видов дефектов внутренней поверхности, образующихся при раскатке гильзы в автоматическом стане на короткой оправке, является риска [4].
В работе [5] были определены следующие предпосылки для возникновения рисок внутренней поверхности труб:
– использование изношенной короткой оправки;
– раскатка гильз со степенью тонкостен-ности D г / S г свыше 14,2;
– несоответствие внутреннего диаметра гильзы диаметру короткой оправки (параметр 5dr):
6d = От^з^-ооп • 100 %, г Dr-2Sr , где Dr, Sr - номинальные наружный диаметр и толщина стенки гильзы;
DO n — диаметр пояска короткой оправки.
Рациональные значения параметра 5dr находятся в диапазоне от –0,5 % до +1,0 %.
В этой связи можно предположить следующее:
– при прокатке гильзы с внутренним диаметром, меньшим диаметра пояска оправки, увеличивается площадь контакта металла с оправкой, а следовательно, возрастает сопротивление оправки продольному истечению металла, вследствие чего увеличивается истечение металла в зону выпусков калибра, в которой формируются участки с утолщенной стенкой. При раскатке утолщенных участков во втором проходе автоматического стана могут образоваться риски: вследствие неблагоприятной деформации участков – «прикатанная» риска; вследствие интенсификации износа оправки (так как деформация утолщенных участков увеличивается);
– при прокатке гильзы с внутренним диаметром, большим диаметра пояска оправки, уменьшается площадь контакта металла с оправкой. Деформация реализуется на меньшей поверхности оправки, что может способствовать ее более интенсивному износу и / или налипанию металла на поверхность оправки с дальнейшим образованием рисок на внутренней поверхности труб.
Увеличение брака по риске при использовании более тонкостенных гильз может быть связано с уменьшением температуры раскатки, так как тонкостенные гильзы быстрее остывают. При раскатке гильз с меньшей температурой может интенсифицироваться износ коротких оправок автоматического стана.
Моделирование
С целью исследования заявленных факторов проведено компьютерное моделирование процесса продольной прокатки труб на автоматическом стане. С учетом ограничивающих параметров исследуемой технологии рассмот-
Таблица 1
Исходные данные для моделирования раскатки гильз при производстве труб диаметром 102 мм
Table 1
Initial data for modeling of rolling out of sleeves during production of pipes with diameter 102 mm
При моде ли р ов а н и и в алки и оправка прин и ма л ись к ак а б с о лю тн о же с т к и е те ла , ра зм ер ы и н с тру м ента и п а р а м е тры очага д еформ ац и и н е и зме н яли с ь. Ги л ьза при н и ма лас ь идеальн ых ра зме ров п о в с ей д ли н е в соотв е тс твии с табл. 1.
Для оценки износа инструмента использована численная модель, основанная на касательных напряжениях в контакте между оправкой и гильзой. В расчетах применялась модель износа по модулю wear_traction в среде QForm, реализующая модифицированную версию уравнения Арчарда, в которой глубина износа определяется по следующей зависимости [6]:
Wr = ^-^dt, где W; - износ инструмента от касательных напряжений;
К; - эмпирические коэффициенты;
-
t – время контакта заготовки с инструментом, с;
-
т - касательные напряжения в точке контакта заготовки с инструментом, МПа;
Ц - скорость проскальзывания узла заготовки относительно инструмента, мм/с.
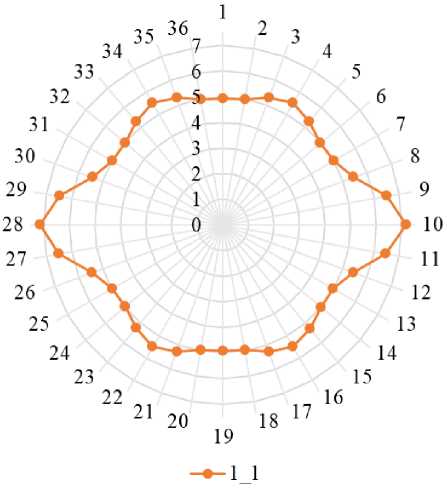
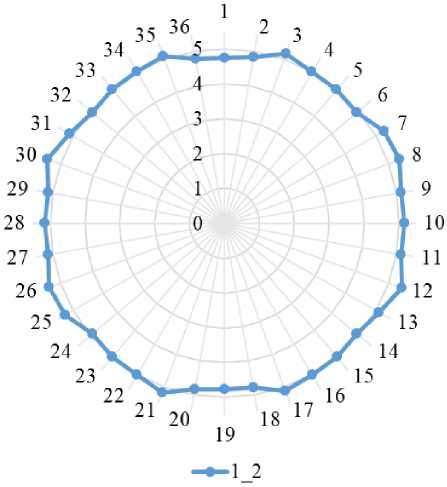
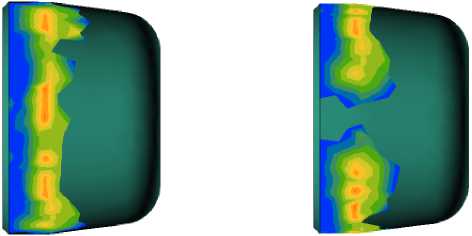
Распределение толщины стенки в поперечном сечении раскатов показано на рис. 1.
a)
b)
Рис. 1. Распределение толщины стенки в поперечном сечении раската при раскатке гильзы размерами 141 ×8 мм в раскат размерами 128 × 5 мм: а – проход 1; b – проход 2 Fig. 1. Distribution of wall thickness in the cross section of the roll when rolling a 141 ×8 mm sleeve into a 128×5 mm roll: а – pass 1; b, – pass 2
Ха р а к те рис ти к и формои зменени я ги ль зы п ри ра с к а т к е в а в тома ти че с к ом с та н е п ри в едены в табл. 2, 3.
Из рис. 1 видно, что наиболее утолщенные участки при обоих проходах наблюдаются в зонах уширительного кармана используемой калибровки валков (рис. 2), за исключением уширения в зоне выпуска при первом проходе, что характерно для техно- логии раскатки гильзы в автоматическом стане. Подобный характер распределения толщины стенки наблюдается при всех вариациях Dг/Sг. Наиболее явно данное распределение металла в очаге деформации (поперечное сечение) наблюдается при варианте с более тонкостенной гильзой. Характеристики точности толщины стенки представлены в табл. 2.
Характеристики точности толщины стенки раската
Accuracy characteristics of wall thickness
|
Модель |
Максимальная толщина стенки ^ max > мм |
Мин и ма л ьн а я тол щ и н а с т е н к и 5min , мм |
Средняя толщина стенки 5сред , мм |
Относительная разнотолщин-ность 55, % |
Разнотолщин-ность Д5, мм |
|
1_1 |
7,17 |
4,94 |
5,44 |
41,06 |
2,23 |
|
1_2 |
5,41 |
4,75 |
5,06 |
13,04 |
0,66 |
|
2_1 |
10,79 |
8,00 |
8,55 |
32,58 |
2,79 |
|
2_2 |
8,52 |
7,79 |
8,17 |
8,88 |
0,73 |
|
3_1 |
13,88 |
10,93 |
11,54 |
25,55 |
2,95 |
|
3_2 |
11,68 |
10,79 |
11,21 |
7,95 |
0,89 |
Таблица 3
Характеристики точности диаметра раската
Таблица 2
Table 2
Table 3
Accuracy characteristics of the rolled diameter
|
Модель |
Ширина калибра Вк, мм |
Д и а ме тр мак с и м ал ьн ый (п о ли н и и ра з ъе ма) ^ max , мм |
Диаметр минимальный ^ min , мм |
Овальность раската ^ max/ ^ min |
Переполнение калибра ^ max/BK |
|
1_1 |
135,50 |
134,29 |
128,00 |
1,05 |
0,99 |
|
1_2 |
135,50 |
129,09 |
128,00 |
1,01 |
0,95 |
|
2_1 |
135,50 |
133,72 |
128,00 |
1,04 |
0,99 |
|
2_2 |
135,50 |
129,03 |
128,00 |
1,01 |
0,95 |
|
3_1 |
135,50 |
133,57 |
128,00 |
1,04 |
0,99 |
|
3_2 |
135,50 |
129,08 |
128,00 |
1,01 |
0,95 |
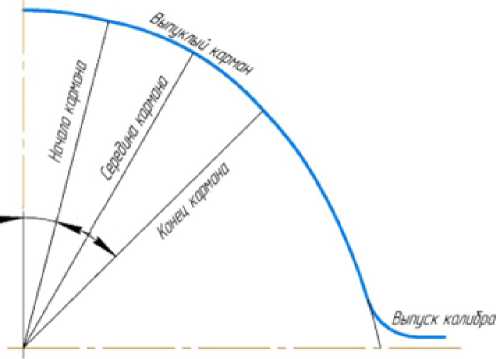
Рис. 2. Калибровка валков при моделировании Fig. 2. Calibration of rolls during modeling
При анали зе ха ра к т е ра формои зме нения толщины стенки из табл. 2 в идн о, что с у ме н ьше н и е м с те п е н и тон к ос те н н ос ти гильз ы н аб люд а е т с я у в е ли че н и е а б с о лю тн ой р а зн о-толщинности раската:
D г / S г – 10,1 < 12,8 < 17,6;
Д5 после 1 прохода, мм - 2, 2 3 < 2,79 < 2,95;
Д5 после 2 прохода, мм - 0, 6 6 < 0,73 < 0,89.
Эт о прои сходит в с л едс тв и е ме н ьш его у тон е н и я с те н к и в в ып у ск е к алиб ра при п рока тк е б олее толс тос т е н ных ги льз к ак в п ерв ом, та к и в о в тором п рох од а х.
В табл. 3 пред с та в л е н ы ха ра к те рис ти к и точности диаметра раската.
Из табл. 3 видно, что степень тонкостен-ности гильзы не влияет на овальность раската и переполнение калибра.
Максимальные значения износа короткой оправки показаны на рис. 3.
По рис. 3 можно судить, что тенденция по уменьшению износа короткой оправки соответствует уменьшению степени тонкостенно-сти гильзы.
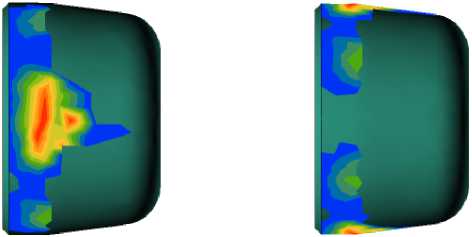
Для определения характера износа короткой оправки при 1-м и 2-м проходе в автоматическом стане рассмотрен вариант раскатки наиболее тонкостенной гильзы (рис. 4).
Наиболее интенсивный износ оправки ав-
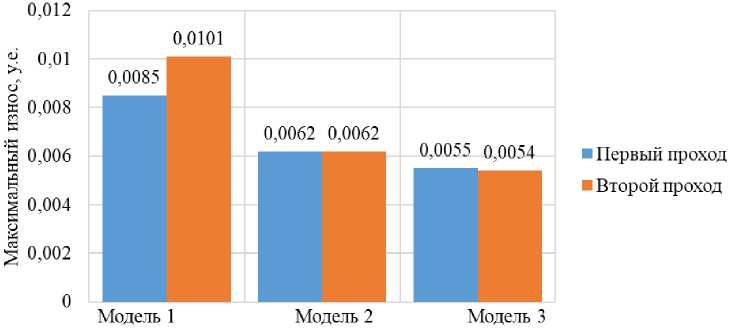
Рис. 3. Максимальная величина износа на короткой оправке
Fig. 3. Maximum wear rate on the short mandrel
Первый проход
a) b)
Второй проход
c)
d)
Рис. 4. Характер износа на оправке при раскатке гильзы размером 141×8 мм в раскат размером 128×5 мм: а, b – вид сверху; c, d – вид сбоку Fig. 4. Wear pattern on the mandrel when rolling a 141×8 mm sleeve into a 128×5 mm sleeve: а, b – top view; c, d – side view
томатического стана при обоих проходах происходит в области перехода от конусной части к цилиндрическому участку (см. рис. 4).
В первом проходе наибольшая интенсивность износа фиксируется на переходе от конической к цилиндрической части как в вершине калибра, так и в зонах, приближенных к выпуску (рис. 4а, b). При этом площадь поверхности износа увеличивается к выпускам калибра.
Во втором проходе наибольшая интенсивность износа оправки фиксируется в зоне вершины калибра (рис 4c, d), что объясняется попаданием в эту зону большего количества металла после первого прохода.
Заключение
При компьютерном моделировании было изучено формирование геометрических пара- метров раската, а также уточнен характер износа коротких оправок при раскатке гильз в калибре автоматического стана. Оценка полученных результатов показала:
– с уменьшением степени тонкостенности гильзы абсолютная разнотолщинность стенки получаемого раската увеличивается, что связано с меньшей величиной утонения стенки в зоне выпусков калибра;
– износ оправки происходит неравномерно, наиболее интенсивный износ оправки происходит в зоне при первом проходе, соответствует переходу от конической к цилиндрической части, а также выпуску калибра (за счет увеличения площади поверхности износа) и вершине калибра второго прохода (за счет раскатки утолщенного участка металла).
