Моделирование процесса сепарации измельченного соломистого вороха в пневмосепараторе с тремя пневмоканалами

Автор: Ермольев Юрий Иванович, Дорошенко Артем Александрович, Белов Сергей Владимирович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 (85) т.16, 2016 года.
Бесплатный доступ
Предметом настоящего исследования является многомерный анализ процесса пневмосепарации соломистого вороха с заданным фракционным составом, поступающего на очистку после барабанного разрушителя. Цель работы - выявление закономерностей процесса пневмосепарации соломистого вороха тремя пневмоканалами при вариации кинематических параметров пневмосепараторов. Метод исследования - аналитическое моделирование. Оценено влияние на процесс сепарации вероятностных характеристик подачи гетерогенного вороха, распределения скоростей воздушного потока по ширине пневмосепараторов и плотностей вероятности скоростей витания компонентов вороха. Рассмотрен процесс пневмосепарации вороха на каждом участке пневмоканала. С этой целью использовались математические выражения, усредняющие показатели пневмосепарации последовательно функционирующих трех пневмоканалов и стохастическая квазистатическая математическая модель процесса функционирования пневмосепаратора с тремя последовательными пневмоканалами. Приведены результаты параметрического синтеза пневмосепаратора, технологические показатели его функционирования. Показаны долевые составляющие компонентов вороха и их процентные доли в каждой выделенной фракции. Выявлена возможность пневмосепарации измельченного соломистого вороха на задаваемые фракции при заданной производительности 0,6-0,7 кг/м∙с. Установлено, что при рациональном функционировании пневмосепаратора содержание соломы в деловой фракции - 97,03 %. При этом содержание зерна минимально (0,03 %), минеральные примеси отсутствуют. Выявлено, что пневмосепаратор с тремя последовательными пневмоканалами достаточен для сепарации измельченного соломистого вороха с задаваемыми агропоказателями.
Пневмосепаратор, математическая модель, измельченный соломистый ворох, моделирование, показатели сепарации
Короткий адрес: https://sciup.org/14250210
IDR: 14250210 | УДК: 631.362.001.573 | DOI: 10.12737/19691
Modeling of milled straw heap separation in air-flow classificator with three pneumatic ducts
The research subject is a multivariate analysis of the air-flow classification process of the straw heap with a predetermined fractional composition supplied to the cleaning after the drum destroyer. The work objective is to identify patterns of the air separation using three pneumatic ducts with a linkage parameter variation. The investigative technique is an analytical modeling. The effect of probabilistic characteristics of the heterogenic thrashed heap supply, airflow velocity distribution by the separator width, and density function of heap components terminal velocity on the separation is evaluated. The air-flow classification process on each section of the pneumatic duct is considered. To this end, the mathematical expressions averaging the air classification indicators of the consistently functioning three pneumatic ducts and a stochastic quasistatic mathematical model of the separator operation with three pneumatic ducts in series are used. The results of the separator parametric synthesis and its technological parameters are presented. The fractional constituents of the heap components and their percent-sizes in each air-classified fraction are shown. The possibility of the air-flow classification of the crushed straw heap in the predetermined factions at the preset productivity of 0.6-0.7 kg/m∙s is revealed. It is found that under the rational functioning of the air separator, the straw content in the service faction is 97.03%. In this case, the minimum grain content is 0.03%, and mineral impurities are 0%. It is revealed that the air separator with three pneumatic ducts in series is sufficient for separating the crushed straw heap with the predetermined agro-technical requirements.
Текст научной статьи Моделирование процесса сепарации измельченного соломистого вороха в пневмосепараторе с тремя пневмоканалами
Введение. Использование измельченной соломы [1] для получения из нее целлюлозного полуфабриката требует соответствующей технологической обработки. В частности, необходимо добиться ограничения длины основной массы соломы в пределах 30–50 мм [2, 3, 4]. Таким образом, ставится задача по сепарации измельченной соломы из исходной измельченной соломистой массы с известным фракционным составом и технологическими свойствами компонентов.
Анализ этих технологических свойств позволил принять гипотезу о возможной сепарации гетерогенного вороха в пневмосепараторе с одним или несколькими последовательно функционирующими вертикальными пневмоканалами с выделением деловой соломистой фракции [5, 6].
При многомерном анализе этой технологической операции учитывали вероятностные характеристики: — ввода соломистого вороха в вертикальные пневмоканалы;
-
— распределения скоростей воздушного потока по ширине пневмоканалов;
-
— распределения скоростей витания всех компонентов, входящих в состав соломистого вороха [6–9].
Постановка задачи. Моделирование процесса сепарации измельченного соломистого вороха в пневмосепараторе с тремя последовательными пневмоканалами.
Методы исследований. Моделирование на ЭВМ процесса функционирования пневмосепаратора, многомерный анализ показателей сепарации.
Моделирование процесса сепарации. В качестве исходного вороха взят измельченный на специальном стенде соломистый ворох из тюков соломы, полученных после зерноуборочного комбайна. Измельчающее устройство предварительно настроено для заданной длины резки соломы — 40 мм [6]. Состав вороха представлен в табл. 1.
Таблица 1 Технологические свойства и подача измельченного соломистого вороха в пневмосепаратор
|
№ |
Компоненты исходного вороха |
Содержание* |
Подача, кг/м∙с |
|
1 |
Щуплое зерно |
0,000615 |
0,000418 |
|
2 |
Дробленое зерно |
0,000861 |
0,000585 |
|
3 |
Корзинки осота |
0,0054 |
0,003672 |
|
4 |
Колоски |
0,0036 |
0,002448 |
|
5 |
Минеральные примеси |
0,0123 |
0,008364 |
|
6 |
Полова |
0,0203 |
0,013804 |
|
7 |
Зерно толщиной более 2,2 мм |
0,009594 |
0,006524 |
|
8 |
Семена сорняков |
0,0006 |
0,000408 |
|
9 |
Зерно толщиной от 1,7 до 2,2 мм |
0,00123 |
0,000836 |
|
10 |
Сухая трава |
0,0162 |
0,011016 |
|
11 |
Осты |
0,0004 |
0,000272 |
|
12 |
Солома l = 20 мм |
0,018578 |
0,012633 |
|
13 |
Солома l = 30 мм |
0,074312 |
0,050532 |
|
14 |
Солома l = 40 мм |
0,538762 |
0,366358 |
|
15 |
Солома l = 50 мм |
0,204358 |
0,138963 |
|
16 |
Солома l = 60 мм |
0,046445 |
0,031583 |
|
17 |
Солома l = 70 мм |
0,023223 |
0,015791 |
|
18 |
Солома l = 80 мм |
0,023223 |
0,015791 |
|
19 |
Солома |
0,9289 |
0,631652 |
|
*Безразмерная величина. |
|||
Плотности вероятности скоростей витания компонентов соломистого вороха, описанные уравнениями регрессии [6], представлены в табл. 2.
Таблица 2
Величины коэффициентов для уравнения регрессии, описывающего плотности вероятностей скоростей витания компонентов соломистого вороха f (V ) = C1 ∙ V 4 + C2 ∙ V 3 + C3 ∙ V 2 + C4 ∙ V + C0
|
№ |
Компоненты вороха |
Скорости витания |
Коэффициенты при переменных |
|||||
|
min |
у max |
C 1 |
C 2 |
C 3 |
C 4 |
C 0 |
||
|
1 |
Щуплое зерно |
5,18 |
7,052 |
–0,0613 |
0,6892 |
–1,0939 |
–1,844 |
4,3889 |
|
2 |
Дробленое зерно |
5,68 |
7,273 |
0,1094 |
–2,357 |
15,902 |
–34,215 |
22,556 |
|
3 |
Корзинки осота |
3,32 |
5,48 |
0,0657 |
–1,2994 |
7,5321 |
–11,603 |
11,028 |
|
4 |
Колоски |
7,57 |
10,144 |
0,0721 |
–1,6725 |
11,868 |
–25,888 |
18,194 |
|
5 |
Минеральные примеси |
8,05 |
11,02 |
0,0029 |
–0,3504 |
3,9323 |
–9,4644 |
7,7778 |
|
6 |
Полова |
1,12 |
3,487 |
–0,0568 |
1,3939 |
–12,311 |
42,655 |
–29,167 |
|
7 |
Зерно толщиной более 2,2 мм |
7,1 |
9,107 |
0,0248 |
–0,5997 |
4,0389 |
–6,0867 |
3,3889 |
|
8 |
Семена сорняков |
2,8 |
6,967 |
–0,0412 |
0,7939 |
–5,6101 |
18,221 |
–10,722 |
|
9 |
Зерно толщиной 1,7–2,2 мм |
5,92 |
8,09 |
0,0248 |
–0,5997 |
4,0389 |
–6,0867 |
6,3889 |
|
10 |
Сухая трава |
2,5 |
4,3 |
0,0165 |
–0,4223 |
2,8339 |
–3,9774 |
8,2222 |
|
11 |
Осты |
2,1 |
3,144 |
0,0721 |
–1,6725 |
11,868 |
–25,888 |
18,194 |
|
12 |
Солома l =20мм |
2,5 |
3,3 |
7,2938 |
–86,831 |
347,81 |
–533,35 |
273,41 |
|
13 |
Солома l = 30мм |
3 |
3,8 |
7,2979 |
–87,993 |
358,02 |
–559,26 |
290,26 |
|
14 |
Солома l = 40мм |
3,45 |
4,25 |
8,6854 |
–103,25 |
414,89 |
–646,85 |
333,53 |
|
15 |
Солома l = 50мм |
3,85 |
4,65 |
4,8667 |
–57,01 |
221,23 |
–319,29 |
156,86 |
|
16 |
Солома l = 60мм |
4,2 |
5 |
5,5583 |
–65,59 |
258,76 |
–387,19 |
198,46 |
|
17 |
Солома l = 70мм |
4,5 |
5,3 |
6,2542 |
–73,938 |
293,12 |
–443,92 |
230,15 |
|
18 |
Солома l = 80мм |
4,75 |
5,55 |
5,9063 |
–69,626 |
275,11 |
–413,21 |
210,15 |
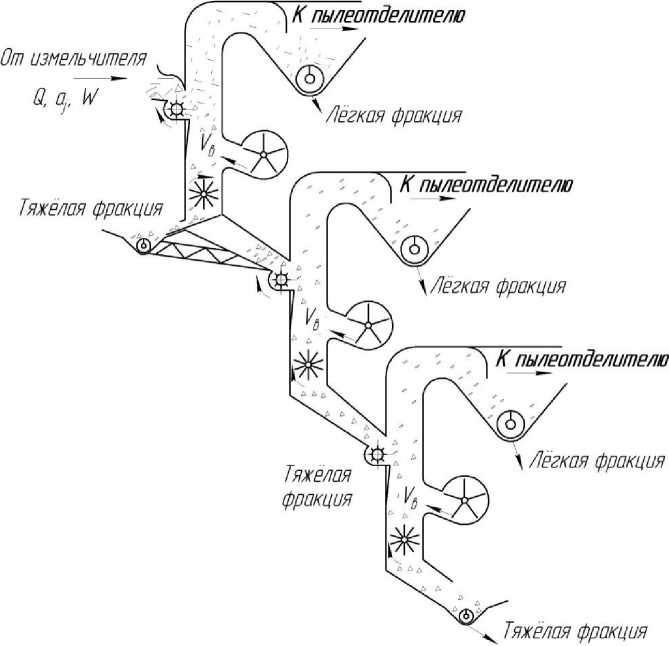
В качестве объекта исследования принят процесс сепарации соломистого вороха в пневмосепараторе с тремя последовательными вертикальными пневмоканалами с нагнетательным воздушным потоком (рис. 1).
Машиностроение и машиноведение
Р^^Ж^ДОи^Д
F^Qmnl^lpWJ^BYfW^
Подающее устройство
Пневмоканал
^>Ш
^з.ф {й.ф ’^з.ф/ I
Накопитель деловой "зерноб ой" фракции
Накопитель деловой "леской" фракции
Накопитель "тяжелой" фракции
Накопитель "лёгких" отходов
^,№A
Пнебмаканал
^JAB)}
Вц {2д > ^сол ’ ^м.пр ’ ^з ’ ^740 > £дс ’ едс40 }
б)
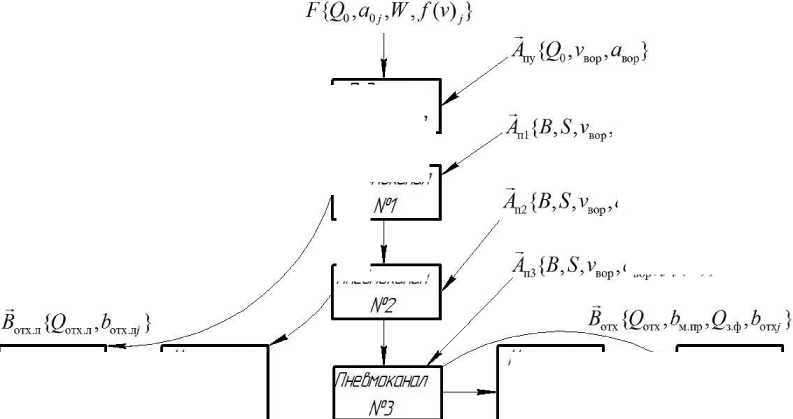
Рис. 1. Схемы пневмосепаратора с тремя пневмоканалами: общая ( а ), структурная и расчетная ( б )
В соответствии с требованиями по агропоказателям функционирования пневмосепаратора с тремя пневмоканалами задача первого пневмоканала — выделить из исходного измельченного соломистого вороха легкие сорные компоненты со скоростями витания 2-4 м/с.
Для оценки показателей пневмосепарации, в отличие от существующих теорий пневмосепарации [ 10-13], в каждом пневмоканале использовалась известная математическая модель [5]. При этом подача Q соломистого вороха в каждый пневмоканал и содержание aj в них j-х компонентов определялись при моделировании в соответствии со структурной расчетной схемой (рис. 1, б), где показаны векторы F , Fn1, Fn2 , Fn3 входных воздействий, векторы Апу , An1, An2, An3 управляющих воздействий и векторы Вотхл , Вд , Вз.ф , Вотх , характеризующие выходные фракции отсепарированного соломистого вороха.
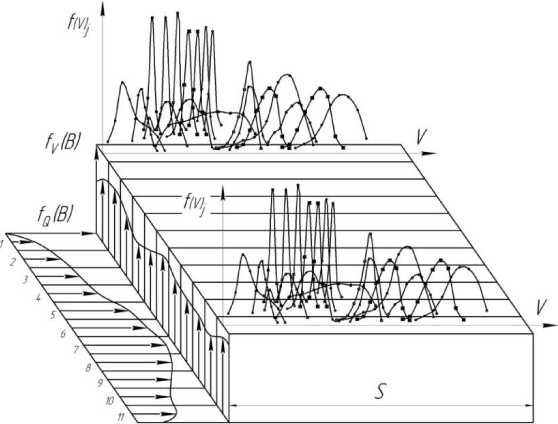
Для учета вероятностных характеристик fV ( В ), fg ( В ) условно разделим каждый пневмоканал по ширине В на равные участки ( P = 1, 2, ..., e ) (рис. 2). Количество участков определяется из условий точности расчетных показателей процесса пневмосепарации в зависимости от числа е .
\В
Рис. 2. Вероятностные характеристики распределения воздушного потока f v ( В ), подачи соломистого вороха f Q ( В ) по ширине В пневмоканала и плотности вероятностей f ( V) j распределения скоростей витания компонентов соломистого вороха на участках 1, 2, . _, e ширины пневмоканала
Для этих условий оцениваются показатели сепарации соломистого вороха на каждом p- м участке ширины B пневмоканала (рис. 2). На каждом участке на обрабатываемый материал воздействует скорость воздушного потока VP (табл. 3), подача QP обрабатываемого материала [6] (табл. 1, 2). Вероятностные характеристики f ( V ) j скоростей витания j -х компонентов соломистого вороха приняты постоянными для каждого p -го участка.
Таблица 3
Распределение рациональных скоростей воздушных потоков пневмосепаратора с тремя пневмоканалами
|
№ пневмоканала |
p- й участок ширины В пневмоканала |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
1 |
2,54 |
3,17 |
2,43 |
1,47 |
2,33 |
3,36 |
2,83 |
2,61 |
2,66 |
2,41 |
3,67 |
|
2 |
5,34 |
5,97 |
5,23 |
4,27 |
5,13 |
6,16 |
5,63 |
5,41 |
5,46 |
5,21 |
6,47 |
|
3 |
8,39 |
9,02 |
8,28 |
7,32 |
8,18 |
9,21 |
8,68 |
8,46 |
8,51 |
8,26 |
9,52 |
На первом этапе исследований использовались вертикальные пневмоканалы шириной B = 1 м, с нагнетательным воздушным потоком, формируемым центробежным вентилятором [14] с известной вероятностью fV ( B ) распределения скоростей воздушного потока по ширине В пневмоканалов (см. рис. 2). Плотность вероятности распределения fQ (B) принята в виде нормального закона:
(Q - m Q ) 2
- 2
fQ(B) = ■ Q " ‘ где Q — случайная величина подачи соломистого вороха на интервале О — B, матожидание случайной величины mQ = 2,27 т/ ^ac, дисперсия ^Q = 1, 838[кг/м с]2 (по результатам стендовых испытаний).
Анализ совмещенных кривых плотностей вероятностей f(V)j , распределения скоростей витания j -х компонентов соломистого вороха и предварительные подсчеты определили необходимость выполнения агротребований к процессу пневмосепарации.
Полнота выделения легкой соломистой фракции в первом пневмоканале:
(1 -£хП^ ^max , где j = соломины заданной длины, l = 30–50 мм.
Содержание в легкой соломистой фракции минеральных примесей и зерна:
bп.мин. ≤ 1%,(3)
bп.зер.≤0,5%.(4)
Первый пневмоканал пневмосепаратора с тремя пневмоканалами ( рис. 1) функционировал, выделяя деловую легкую фракцию.
Результаты моделирования на ЭВМ процесса сепарации исходного измельченного соломистого вороха в первом пневмоканале пневмосепаратора с учетом выполнения указанных агротребований приведены на рис. 3.
6,2%
61,52%
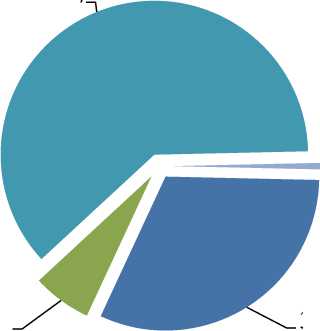
0,18%
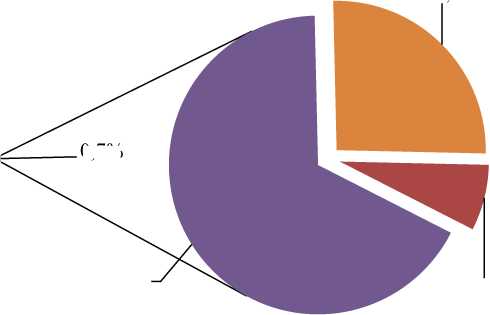
0,7%
0,05%
0,47%
31,58%
Корзинки осота Полова Семена сорняков Сухая трава Осты Солома l=40мм
Машиностроение и машиноведение
0,06%
21,24%
0,13%
63,23%
1,28%
0,37%
1,44%
5,86% 0,02%
0,06%
0,09%
0,55%
Щуплое зерно
Минеральные примеси
Зерно b= 1,7...2,2мм
Солома l=30мм
Дроблёное зерно
Полова
Сухая трава
Солома l=40мм
Корзинки осота
Зерно b> 2,2мм
Осты
Солома l=50мм
Колоски
Семена сорняков
Солома l=20мм
Солома l=60мм
б)
Рис. 3. Содержание j-х компонентов измельченного соломистого вороха в легкой (а) и тяжелой (б) фракциях первого пневмоканала пневмосепаратора с тремя пневмоканалами
Выявлены показатели удельной подачи на 1 м ширины пневмоканала за единицу времени. При выходе всех компонентов в легкую фракцию первого пневмоканала это 0,0258 кг/м∙с, или 0,093 т/м∙ч, в течение 8-часовой смены — 0,743 т/м. Полнота прохода всех соломин разной длины в легкую фракцию — 2,514 %, в тяжелую — 94,485 %. Вывод всех компонентов в тяжелую фракцию — 0,6047 кг/м∙с, или 2,177 т/м∙ч, в течение 8-часовой смены — 17,42 т/м.
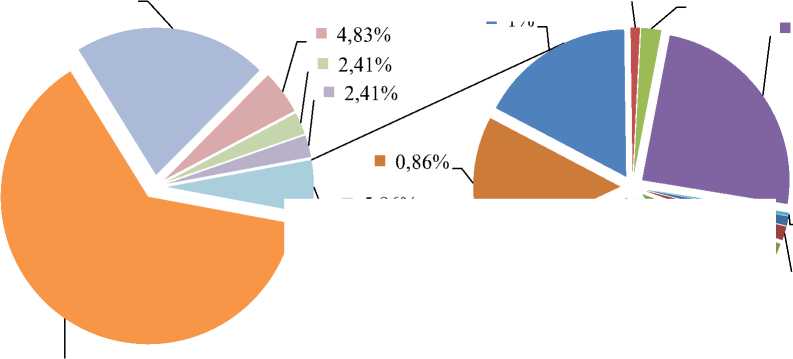
Второй пневмоканал выделяет из тяжелой промежуточной фракции первого пневмоканала деловую легкую в соответствии с принятыми агротребованиями (рис. 4). Для реализации агротребований моделирование процесса пневмосепарации проведено для интервала рабочих скоростей воздушного потока во 2-м пневмоканлае от 2,5 до 5 м/с.
22,33%
0 91%
0,04%
0,01%
0,02%
0,01%
0,01%
67,04%
0,53%
Щуплое зерно
Семена сорняков
Солома l=40мм
Солома l=80мм
Дроблёное зерно
Зерно b= 1,7...2,2мм
Солома l=50мм
Корзинки осота
Сухая трава
Солома l=60мм
Полова
Осты
Солома l=70мм
11,68%
14,97%
3,1%
17,57%
0,9%
0,41%
2,21%
17,66%
2,22%
1,44%
0,04%
6,54%
,61%
0,87%
Щуплое зерно Дроблёное зерно
Минеральные примеси Зерно b> 2,2мм
Сухая трава Солома l=50мм
Солома l=80мм
Корзинки осота
Семена сорняков
Солома l=60мм
Колоски
Зерно b= 1,7...2,2мм
Солома l=70мм
б)
Рис. 4. Содержание j-х компонентов соломистого вороха в легкой (а) и тяжелой (б) фракциях 2-го пневмоканала пневмо- сепаратора с тремя пневмоканалами
Установлено, что выход всех компонентов в деловую легкую фракцию — 0,617 кг/м∙с, или 2,221 т/м∙ч, в течение 8-часовой смены — 17,77 т/ч. Содержание зерна и зерновых примесей — 0,03 %, сорных минеральных примесей — 0 %. Эта легкая фракция на 97,03 % состоит из соломин. Полнота прохода всех соломин (от исходных) в эту деловую фракцию — 97,223 %.
Третий пневмоканал выделяет из тяжелой фракции, полученной во 2-м пневмоканале, легкую фракцию. Она содержит большую долю зерна, зерновых примесей и длинных соломин и может быть использована в кормопроизводстве.
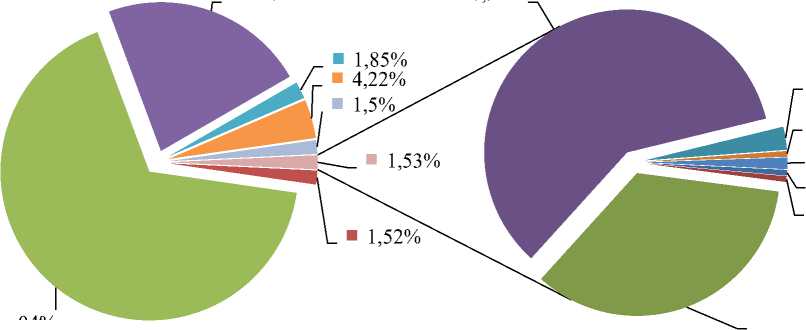
Для реализации этой технологической операции при моделировании на ЭВМ использованы принятые агротребования для 3-го пневмоканала. Результаты соответствующего моделирования приведены на рис. 5.
9,02%
1,28%
7) 20,84%
2,04%
21,22%
4,39%
3,06%
Щуплое зерно
Минеральные примеси
Сухая трава
Солома l=80мм
Дроблёное зерно
Зерно b> 2,2мм
Солома l=50мм
Корзинки осота
Семена сорняков
Солома l=60мм
Колоски
Зерно b= 1,7...2,2мм
Солома l=70мм
Машиностроение и машиноведение
а )
10,04%
16,86%
Колоски
Зерно b> 2,2мм
Минеральные примеси
Зерно b= 1,7...2,2мм б)
Рис. 5. Содержание j-х компонентов вороха в легкой (а) и тяжелой (б) фракциях 3-го пневмоканала пневмосепаратора с тремя пневмоканалами
Установлено, что выход всех компонентов в легкую (зерновую) фракцию 3-го пневмоканала — 0,026 кг/м∙с, или 0,094 т/м∙ч, в течение 8-часовой смены — 0,75 т/ч. Содержание зерна и зерновых примесей — 27,17 %. Выход зерна и зерновых примесей — 0,0071 кг/м∙с, или 0,0255 т/м∙ч, в течение 8-часовой смены — 0,2044 т/м. Выход сорных отходов (тяжелая фракция) — 0,0109 кг/м∙с, или 0,0392 т/м∙ч, в течение 8-часовой смены — 0,314 т/ч.
Выявлено, что использование пневмосепаратора с тремя пневмоканалами достаточно для сепарации измельченного соломистого вороха с задаваемыми агропоказателями.
Окончательные показатели функционирования пневмосепараторов будут уточнены по результатам стендовых экспериментов.
Обобщение результатов моделирования процессов функционирования рассмотренного пневмосепаратора приведено в обобщенной табл. 4.
Таблица 4
Сравнительные расчетные показатели функционирования различных вариантов пневмосепараторов
|
Деловой продукт |
Qg, кг/м ■ с Выход конечного делового продукта, т/ м ⋅ ч |
0 , 61701 2 , 22124 |
|
|
Содержание зерна и зерновых примесей, аз ,% |
0,03 |
||
|
Содержание минеральных примесей, ам.пр ,% |
0 |
||
|
Содержание соломин, % |
Всего, асол,% |
97,03 |
|
|
Длиной 40 мм, at 40 ,% |
67,04 |
||
|
Полнота выделения соломин в деловую фракцию, % |
Всего, εдс |
97,22 |
|
|
Длиной 40 мм, εдс 40 |
100 |
||
|
Другой продукт |
Выход зерновой фракции, Q3 ф |
кг/м ⋅ с Всего, т/ м ⋅ ч |
0 , 02604 0 , 09374 |
|
Доля зерна и зерновых примесей, Ьз4 , % |
В отходах: 27,170 |
||
|
Выход отходов, Qomx |
кг/м ⋅ с Всего, т/ м ⋅ ч |
0 , 010907 0 , 039264 |
|
|
Доля минеральных примесей, Ьм пр . % |
72,930 |
||
Выводы. Основываясь на анализе расчетных показателей функционирования пневмосепаратора с тремя пневмоканалами, можно утверждать следующее. Применение данного оборудования позволяет выполнить все показатели с учетом принятых технологических критериев:
-
— обеспечивается выход в деловую фракцию 100 % измельченных соломин;
-
— создается зерновая фракция с большой долей выделенного зерна и зерновых примесей для возможного использования ее в кормопроизводстве;
-
— в отходы выделяется максимальный объем (72,93 %) сорных минеральных примесей.
Список литературы Моделирование процесса сепарации измельченного соломистого вороха в пневмосепараторе с тремя пневмоканалами
- Параметрический анализ устройства для разрушения тюков соломы/Ю. И. Ермольев //Вестник Дон. гос. техн. ун-та. -2015. -№ 2 (81). -С. 108-116.
- Recent innovations in analytical methods for the qualitative and quantitative assessment of lignin/J. S. Lupoi //Renewable and Sustainable Energy Reviews. -2015. -Vol. 49. -P. 871-906.
- Padkho, N. A new design recycle agricultural waste materials for profitable use rice straw and maize husk in wall/N. Padkho//Procedia Engineering. -2012. -Vol. 32. -P. 1113-1118.
- Junjun, L. U. Flexural properties of Rice Straw and Starch Composites/L. U. Junjun, J. A. Chanjuan, H. E. Chunxia//AASRI Procedia. -2012. -Vol. 3. -P. 89-94.
- Моделирование процесса сепарации измельченного соломистого вороха в пневмосепараторе с двумя пневмоканалами/Ю. И. Ермольев //Вестник Дон. гос. техн. ун-та. -2014. -Т. 10, № 2 (77). -С. 93-102.
- Технологические операции и технические средства для современных технологий агропромышленного комплекса/под ред. Ю. И. Ермольева. -Ростов-на-Дону: Изд. центр ДГТУ, 2012. -158 с.
- Ермольев, Ю. И. Моделирование воздушно-решетной зерноочистительной машины/Ю. И. Ермольев//Вестник Дон. гос. техн. ун-та. -2010. -Т. 10, № 8 (51). -С. 1245-1254.
- Ермольев, Ю. И. Энергосберегающие технологии сепарации зерновых отходов на предприятих приема, переработки и хранения зерна/Ю. И. Ермольев, Г. И. Лукинов. -Ростов-на-Дону: Изд. центр ДГТУ, 2007. -234 с.
- Проектирование технологических процессов и воздушно-решетных и решетных зерноочистительных машин/Ю. И. Ермольев //Ростов-на-Дону: Изд. центр ДГТУ, 2010. -638 с.
- Ермольев, Ю. И. Оценка основных закономерностей функционирования подсистемы решетный ярус -пневмосепаратор воздушно-решетной зерноочистительной машины/Ю. И. Ермольев, В. Д. Шафоростов, А. В. Бутовченко//Вестник Дон. гос. техн. ун-та. -2011. -Т. 11, № 4 (55). -С. 480-488.
- Саитов, В. Е. Оптимизация конструктивно-технологических параметров первого пневмосепарирующего и дополнительного каналов замкнутой малогабаритной пневмосистемы/В. Е. Саитов, Р. Г. Гатауллин//Problemy intensyfikacji produkcji zwierzecej z uwzglednieniem ochrony srodowiska I standardow UE: XIV Miedzynarodowa Konferencja Naukowa. -Warszawa, 2008. -P. 71-79.
- Saitov, V. E. Determination technique of key parameters the closed small-sized grain separators /V. E. Saitov, V. G. Farafonov, A. N. Suvorov//International Journal Of Applied And Fundamental Research. -2013. -№ 2. -Режим доступа: URL:http://www.science-sd.com/455-24135 (дата обращения 06.11.13).
- Саитов, В. Е. Математическое моделирование разделения воздушным потоком отходов при очистке зерна/В. Е. Саитов//Тракторы и сельскохозяйственные машины. -2007. -№ 5. -С. 39-41.
- Ермольев, Ю. И. Моделирование процесса функционирования центробежных вентиляторов в воздушно-решетной очистке зерноуборочного комбайна/Ю. И. Ермольев, Д. К. Муратов//Вестник Дон. гос. техн. ун-та. -2011. -Т. 11, № 8 (59), вып. 1. -С. 1238-1246.
