Моделирование процесса сварки боковой стенки вагона зерновоза в среде SolidWorks Simulation

Автор: Кудаев Сергей Петрович, Чугунов Михаил Владимирович, Фоминов Александр Геннадьевич, Борискин Сергей Иванович, Курганов Владимир Владимирович, Кармишин Александр Михайлович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Машиностроение
Статья в выпуске: 1, 2015 года.
Бесплатный доступ
В статье рассматривается вариантная оптимизация проектирования технологического процесса сварки-сборки боковой стенки вагона зерновоза. В процессе сборки-сварки сборочные единицы подвижного состава подвергаются существенным температурным деформациям, что может оказать влияние на выполнение технических требований, предъявляемых к форме и взаимному расположению поверхностей свариваемых элементов. В этой связи представляется актуальной задача оптимизации проектного решения (в технологическом аспекте) на основе предварительного анализа напряженно-деформированного состояния конструкции. Поставленная задача решалась как нестационарная, несвязанная задача термоупругости в линейной постановке с использованием CAD/CAE системы SolidWorks (SolidWorks Simulation). Проводилось сравнение полученных результатов напряженно-деформированного состояния модели с деформациями, полученными на ОАО «Рузхиммаш» при опытном изготовлении боковой стенки вагона зерновоза.
Технологический процесс, вариантная оптимизация, термоупругость, напряженно-деформированное состояние
Короткий адрес: https://sciup.org/14720147
IDR: 14720147 | УДК: 621.79:004.942 | DOI: 10.15507/VMU.025.201501.096
Simulation of welding process of side wall of a grain car in SolidWorks Simulation environment
The article is devoted to variance optimization of projecting of technological process of assembling and welding of side wall of a grain car. The process of assembling and welding of the vehicle is subject to significant thermal movement that can affect the performance of the technical requirements for the form and arrangement of surfaces of welded elements. In this regard, it is a pressing task to optimize the design of the solution (in terms of technology) based on a preliminary analysis of the stress-strain state of the structure. In this paper the authors consider the problem of variant design optimization process of welding-assembly sidewall grain carriers. The problem is solved as a time-dependent, unrelated problem of thermoelasticity in the linear formulation using CAD / CAE system SolidWorks (SolidWorks Simulation). The authors have conducted a comparison of the results of the stress-strain state of the model with the deformations obtained on "Ruzkhim-mash" in the experimental production of the side wall.
Текст научной статьи Моделирование процесса сварки боковой стенки вагона зерновоза в среде SolidWorks Simulation
В процессе сборки-сварки металлоконструкции подвергаются существенным температурным деформациям, что может оказать влияние на выполнение технических требований, предъявляе-
мых к форме и взаимному расположению поверхностей свариваемых элементов. В этой связи представляется актуальной задача оптимизации проектного решения (в технологическом аспекте)
на основе предварительного анализа напряженно-деформированного состояния конструкции.
Задача решается как задача вариантной оптимизации проектирования технологического процесса сварки-сборки для боковой стенки вагона зерновоза. Боковая стенка состоит из листа толщиной 3 мм и приваренных к нему 9 швеллеров сечением 120 × 80 × 4 мм. Материал элементов стенки – низколегированная сталь 10ХНДП. Сварка полуавтоматическая в среде СО2, марка сварочной проволоки 08Г2С диаметром 1,2 мм.
Теоретические основы и инструментальные средства решения поставленной задачи
Целью работы в части анализа конструкторских и технологических проектных решений является качественная оценка напряженно-деформированного состояния конструкции боковой стенки вагона зерновоза, возникающего в процессе сборки-сварки. Поставленная задача решалась как нестационарная, несвязанная задача термоупругости в линейной постановке, что позволило уравнения теплопроводности и упругости решить раздельно. Таким образом, результирующее напряженно-деформированное состояние определялось по известным температурным полям [3].
Для решения поставленной задачи использовалась CAD/CAE система SolidWorks (SolidWorks Simulation), поскольку она оптимальным образом сочетает в себе «инженерный» и исследовательский функционал [1]. Метод конечных элементов, реализованный в SolidWorks Simulation, обеспечивает возможность получения адекватных результатов для задач рассматриваемого класса. В ходе исследования проводилось параметрическое твердотельное моделирование деталей боковой стенки вагона; рассматривалось ее напряженно-деформированное состояние в процессе сборки-сварки под термической нагрузкой и под действием усадки швеллера; анализировались соответствующие результаты напряженно-дефор- мированного состояния конструкции при рассмотрении различных вариантов граничных условий модели.
Моделирование процесса сборки-сварки под действием термической нагрузки
Данный подход предполагает одновременный нагрев катетов продольного шва с обеих сторон до температуры 300 оС, соответствующей номинальной температуре в процессе остывания шва. При этом рассматривались два варианта граничных условий модели, соответствующих закреплению швеллера на торцах по боковым поверхностям и по верхней грани.
Анализ полученных напряженно-деформируемых состояний конструкции показал, что предпочтительнее первый вариант закрепления швеллера, как дающий меньшие относительные перемещения деталей боковой стенки в процессе сборки-сварки. При первом варианте крепления результирующее перемещение составило 6,911 мм, при втором – 7,379 мм.
Моделирование процесса сборки-сварки под действием усадки швеллера
Данный подход рассматривает в качестве нагрузки величину усадки швеллера, которая происходит в результате его остывания при сборке-сварке стенки.
Задаваясь длиной швеллера L = 1 м, привариваемого к листу, а также режимами сварки: напряжением дуги U = 21 В, силы тока I = 170 А и КПД д св сварки η = 0,8 в соответствии с методикой, изложенной в [2], определяем усадку швеллера: ΔL = 0,054.
Так как сварка швеллера производится с двух сторон, то общая усадка составит 2ΔL и будет равна 0,108 см. Полученное значение задавалось в окне «расширенные крепления» SolidWorks Simulation, что позволило смоделировать усадку швеллера по всей длине.
Рассматривались три варианта граничных условий модели: по боковым сторонам, верхней грани торца и всему торцу. Полученные при этом результаты представлены на рис. 1.
Серия « Естественные и технические науки »
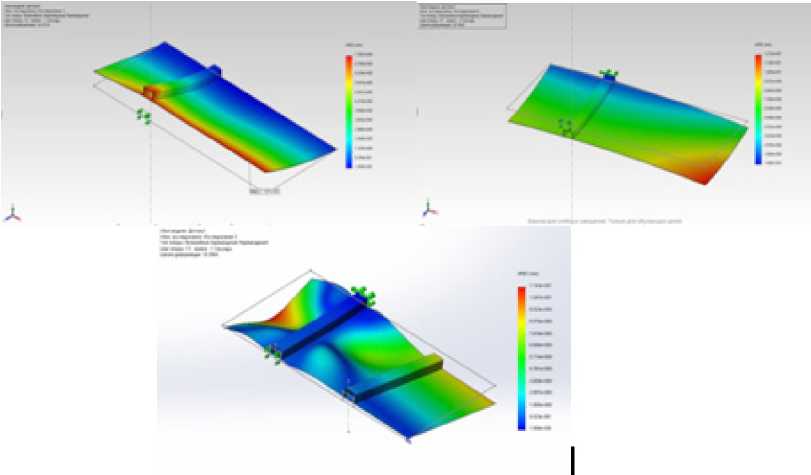
Р и с. 1. Перемещения модели при различных граничных условиях
В ходе проектирования проводилось сравнение полученных результатов напряженно-деформированного состояния
ВЕСТНИК Мордовского университета | Том 25 | № 1 | 2015
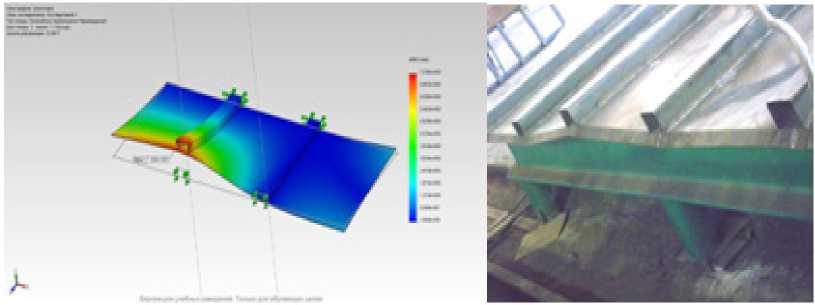
Р и с. 2. Деформации боковой стенки при моделировании и опытном изготовлении
При сравнении отмечалась схожесть в волнообразовании. При усадке швеллер стягивал лист. Кроме того, прослеживался подъем одного швеллера вместе с листом относительно других.
модели с деформациями, полученными на ОАО «Рузхиммаш» при опытном изготовлении боковой стенки (рис. 2).
Отличие полученных результатов может быть связано с тем, что при сварке на участке заготовки не закрепляют. При этом в SolidWorks Simulation для расчета необходимо обеспечить кинематическую неизменяемость модели.
Список литературы Моделирование процесса сварки боковой стенки вагона зерновоза в среде SolidWorks Simulation
- Алямовский, А. А. Инженерные расчеты в SolidWorks Simulation/А. А. Алямовский. -Москва: ДМК-Пресс, 2010. -464 с.
- Душницкий, В. М. Указания по методам правки элементов сварных мостовых конструкций/В. М. Душницкий, В. В. Пассек. -Москва, 1973. -33 с.
- Коваленко, А. Д. Введение в термоупругость/А. Д. Коваленко. -Киев: Наукова думка, 1965. -204 с.
