Моделирование состояния сляба при совмещении непрерывного литья с обжатием

Автор: Селянинов А.А., Подгаец P.M., Акулич Ю.В.
Статья в выпуске: 1, 1992 года.
Бесплатный доступ
В статье предлагается математическая модель восстановления непрерывно литейной плиты, содержащей жидкую фазу внутри зоны деформации. Задача рассматривается в трехмерной постановке. Обсуждается алгоритм определения эффективной вязкости жидкой фазы в условиях ее турбулентного течения. Математическая модель реализуется как пакет приложений для IBM-совместимого персонального компьютера.
Короткий адрес: https://sciup.org/146211726
IDR: 146211726 | УДК: 539.374
Текст научной статьи Моделирование состояния сляба при совмещении непрерывного литья с обжатием
The article suggests the mathematical model of the reduction of continuously casting slab containing a liquid phase inside the deformation zone. The problem is considered in three-dimensional formulation. The algorithm of determination of the effective viscosity of liquid phase in conditions of its turbulent flow is discussed. The mathematical model is realised as an application package for the IBM-compatible personal computer.
В настоящее время заготовки, получаемые на установках непрерывной разливки стали, подвергаются черновой прокатке после полного отвердевания. Перспективным представляется совмещение разливки и обжатия сляба в непрерывный технологический процесс. Совмещенный процесс обжатия заготовки, состоящей из жидкой сердцевины и твердой корки, позволяет при меньших энергетических затратах получить толстый лист с улучшенными свойствами (катаную структуру вместо литой). Наиболее опасным при этом является возможность прорыва твердой корки в области очага деформации. В связи с этим необходимо создание математической модели процесса и исследование напряженно-деформированного состояния металла.
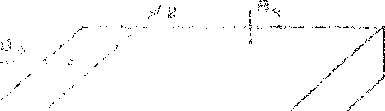
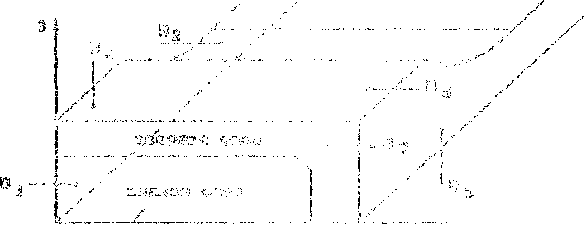
Рассмотрим обжатие валками непрерывнолитого стального листа. Процесс деформирования считается стационарным, температурное поле в твердой и жидкой Фазах известным. Учитывается увеличение толщины корки по длине заготовки. На границе контакта твердой Фазы с жидкой предполагается полное прилипание, на поверхности контакта с валками - прилипание в продольном направлении и трение Кулона в поперечном. Массовыми силами и свободной конвекцией в жидкой Фазе пренебрегаем. Тогда определение состояния металла в твердой корке является задачей теории упругопластичности с Физико-механическими свойствами, зависящими от температуры, и сопротивлением деформации, зависящим от температуры, скорости деформации и степени деформации [J] для заданной начальной геометрии очага деформации (рис.1). Поведение металла в жидкой Фазе описывается уравнениями Навье-Стокса.
Начальное состояние металла считаем ненапряженным. Граница 7
В объема V состоит из семи частей, В =/0^6,.
На поперечных сечениях полосы В и В заданы силовые гранич-1 з ные условия, обусловленные усилиями натяжения в твердой Фазе
Q > О и давлением в 2Т
жидкости у^
Р. « я ж,„F. Q. v s « SU
где Р.» i- УЗ ~ компоненты во?<тара рпппрмвленно^ поверхностной нагрузки.
На свободных поверх;юпта:
Ух моиенты
вектора
нагрузки
равны нучю
Р. - О, V к , (Я)
На поверхности контакта с пй-пуж®» Ж р , О я « В г (.3)
Л "туп 'Л Т " 8
где у^х ii,fi, 3^ прг«"у>я- ь , -у .ч, > и и нагрузки на внеш- юто норма,пь я кас^-^альнчж^
it - окр^лжная сктаост- поверхности валков: в
/ - коэффициент тр%-»ния ско.№>х@мия.
тр
Поверхность В разделяет тррчоашг, и жидкую Фазы. Здесь имеют 7
ь< Селянинов, PCI Под! aeu. Ю.В Акулич
' ■ ОР^'П^Х НОС TH

iOBOp '
• ГНЯ
он ре деления в ста ц . о ь а ото м условие движения -^х • ш- то^ал-пз со
)тошем1тн оггчьленнои пространства ч ь -*ненз
« . * знойных vewemve t^,3J rtr и иг^ин^ „г*‘рок
• гО*| <»И И ПСЗР-^^НПМ средт^еи р- т,^,^-/ ч храпку
1 1 ~ о решения точгутоетс^ г^'эч - ^-^^.лаг е
* -ри j-p -и • ^ага деформации уясняется ит^ра- уионнон процедурой, основанной на интоу рировании поля скорос-тои. до выполнснто условия <6> ймиезризация физическом нелинейт^ < н^рдой Фазе происг води^с-л то з^/дом cex.ywix модулой в * f • ^v ингенсивность напряжении - интенсивность скоросп-ой оин* /|и'-?аз^ческап
«•’Я-зл рсч ь гьердоя Фазы опоеделЯ)Э,!',ся как
VI
ТЧ
‘W
(у /ЗУ
•"•лч -'? - л /л,с. Л.) 1 предел тек. умести стал:?.
Вязкость жидкой Фазы в рассматриваемой облэс’гм внутри очага деформации считается постоянной. Для стали 08 вблизи температу ры равновесного солидуса ламинарная составляюевя динагмиеской вязк'эсти равна р=р v™O.OO8O7 Па • С [4] <р ~ плотность, v - кин<»" магическая вязкость) Однако при существующих параметрах гепре-рывной разливки, совмещенной с обжатием сляба (скорость поджата 0.1 МУС- тслщина жиикои Фазы 0.03 М, плотность 7000 КГ/И~ >, число Рейнольдса Не ~ vh/i-- » 1000, поэтому следуем учитывать турбулентную сосяэв.ьяющу*. вязкости. На основе по нуочпириче: коя теории [53 вмссго анализа механизма турбулентное-и в тилкои Фа-з- используем эффективную вязкость
,и = м + р жф т г дс- турбулентазя сс»- га^ляющая нэ осни.пе экспепимн1" -й?з jc ч-^ а-^ нию жидко^талличгских теплоносит^л^/и труби- /д/ пропорциональней н' 1?зинольдса
Моделирование состояния сляба
Мт = (2.0 - 3.5)" )0 3 p v-Re .
В качестве определяющей скорости в критерии рана относительная скорость течения жидкой Фазы зический очаг деформации, тогда
Рейнольдса выб-на входе в Фи-
К
Относительная скорость течения жидкой фазы
заранее неиз-
вестна, поэтому необходима итерационная процедура определения турбулентной составляющей вязкости в жидкой Фазе, которую можно включить в алгоритм решения параллельно методу секущих модулей для твердой фазы. Такая процедура возможна, так как уменьшение
ведет к увеличению v
и наоборот. Ос таете я вопрос о схо-
димости этой итерационной процедуры и о соотношении скоростей
сходимости эффективной Ввиду нелинейности
вязкости в твердой и жидкой Фазах.
начального приближения
зависимости и (у ) жф оти относительной скорости
и произвольности
жидкой Фазы на
каждой итерации определяется усредненная относительная ^корость как Функция относительной скорости на данной итерации и и усредненной скорости на предыдущей итерации v . Для проверки
ОТИ единственности получаемой вязкости и сравнения
мости были тическим
использованы итерационные процедуры
скорости сходи-со среднеарифме-
у
k- j
к
)/2
(11 )
и среднегеометрическим усреднением относительной скорости жидкой Фазы. Результаты сходимости при различных начальных приближениях для процедур (11) и (12) приведены в таблице.
Из таблицы следует, что итерационная процедура определения турбулентной вязкости со среднегеометрическим усреднением при различающихся на несколько порядков начальных скоростях сходится к одному решению, причем уже третья итерация дает решение с точностью до 1%. Процедура со среднеарифметическим усреднением сходится к тому же решению, однако для достижения той же точности ей требуется около 10 итераций.
Учитывая, что 5-10% сходимость метода секущих модулей в твердой Фазе достигается за 5-6 линейных приближений по вязкости, можно считать, что скорости сходимости по вязкости в твердой и жидкой Фазах сопоставимы, и обе итерационные процедуры можно применять параллельно.
Предложенный алгоритм исследования напряженно-деформированного состояния непрерывнолитого сляба при совмещении разливки с обжатием реализован в пакете программ NDSSPR. Версия 1.0 для
ПЭВМ типа IBM PC/AT- Пакет программ позволяет подготовить исходную информацию, произвести расчет параметров процесса и представить результаты в числовом и графическом режиме.
Относительная скорость жидкой Фазы V отн и турбулентная составляющая динамической вязкости р
|
Тип процедуры |
||||||
|
Номер |
СреднеариФметиче- |
Среднегеометрическое усреднение |
||||
|
итера™ |
ское усреднение |
|||||
|
ции |
У отн , |
^т. |
У отн , |
У отн , |
РТ. |
|
|
м/с |
Па - с |
м/с |
Па - с |
м/с |
Па - с |
|
|
1 |
0.10 |
0.716 |
0.10 |
0.0716 |
1031.52 |
634.821 |
|
2 |
534.94 |
392.612 |
11.47 |
7.0728 |
17 21 |
10.632 |
|
3 |
319.08 |
196.424 |
11 .97 |
7.3942 |
12.03 |
7.403 |
|
4 |
159.72 |
98.347 |
11.90 |
7.3322 |
11.92 |
7.3426 |
|
5 |
80.22 |
49.426 |
11.89 |
7.3289 |
11.89 |
7.3300 |
|
6 |
40 86 |
25 231 |
11.89 |
7.3311 |
11.90 |
7.3322 |
|
7 |
22.02 |
13.625 |
11.90 |
7.3327 |
— |
— |
|
8 |
14.12 |
8.7021 |
11.90 |
7.3349 |
— |
— |
|
9 |
12.04 |
7.4222 |
11.91 |
7.3368 |
- |
— |
|
10 |
11.91 |
7.3390 |
11.91 |
7.3385 |
— |
— |
|
11 |
11.91 |
7.3412 |
||||
