Моделирование тепловых процессов при электронно-лучевой сварке разнородных материалов

Автор: Пермяков Глеб Львович, Ольшанская Татьяна Васильевна, Беленький Владимир Яковлевич, Трушников Дмитрий Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 6-2 т.15, 2013 года.
Бесплатный доступ
Разработана математическая модель электронно-лучевой сварки разнородных материалов на базе уравнения переноса энергии со смешанными граничными условиями и двумя наборами теплофизических характеристик, зависящими от координат. Решение краевой задачи получено методом функций Грина с использованием программы MathCad 15.
Математическая модель, электронно-лучевая сварка, разнородные материалы
Короткий адрес: https://sciup.org/148202570
IDR: 148202570 | УДК: 621.791.722
Modeling the thermal processes at electron beam welding of diverse materials
The mathematical model of electron beam welding of diverse materials on the basis of equation of energy transfer with the mixed boundary conditions and two sets of thermal characteristics depending on coordinates is developed. The solution of boundary problem is received by Green functions method with MathCad 15 program use.
Текст научной статьи Моделирование тепловых процессов при электронно-лучевой сварке разнородных материалов
Дифференциальное уравнение переноса энергии является математической моделью целого класса явлений теплопроводности [1,2]:
- на поверхностях z=0 и z=5 раничные условия второго рода равны 0:
д T (д 2 T д 2 T д 2 T ) д T q — = a • -— + —- + —- + V — + — д t (д x 2 д у 2 д z 2 ) д x с р
д T д z
z = 0
д T д z
z =8
= 0
Оно имеет бесконечное множество решений. Чтобы получить из этого множества одно частное решение, характеризующее конкретный процесс, необходимо иметь дополнительные данные, не содержащиеся в исходном дифференциальном уравнении. Эти дополнительные условия, которые в совокупности с дифференциальным уравнением определяют конкретную задачу, называются условиями однозначности :
-
1) Расчётная схема - бесконечная пластина толщиной 5 :
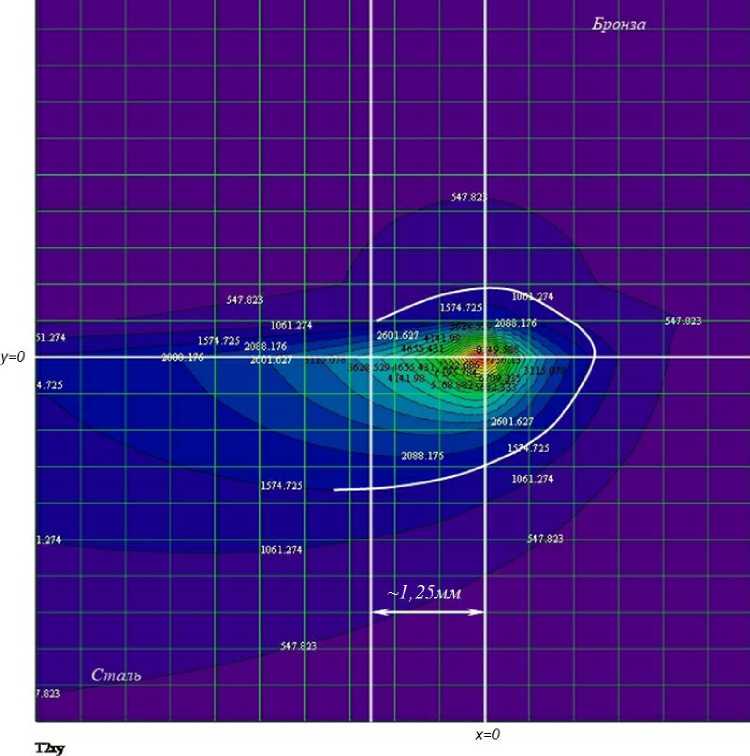
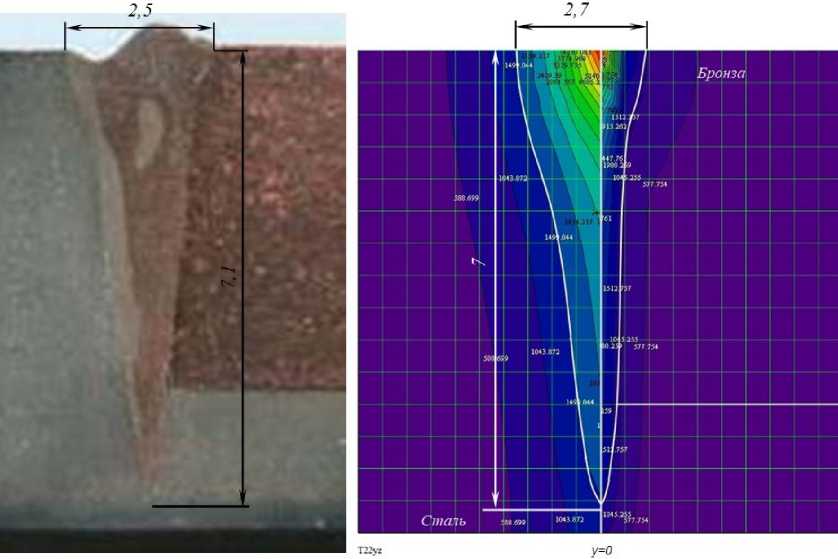
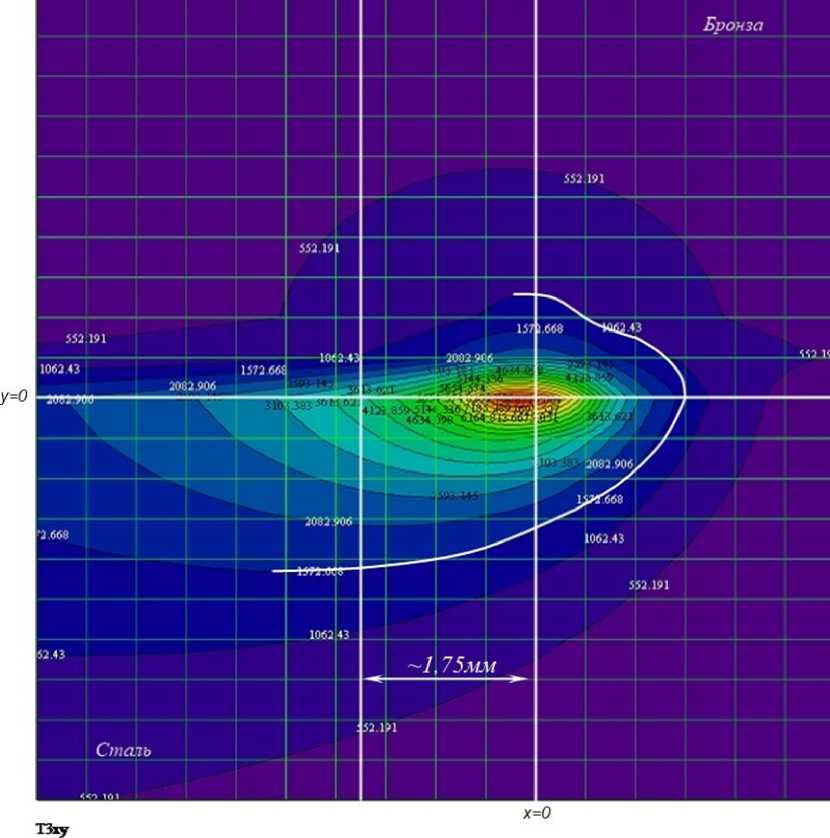
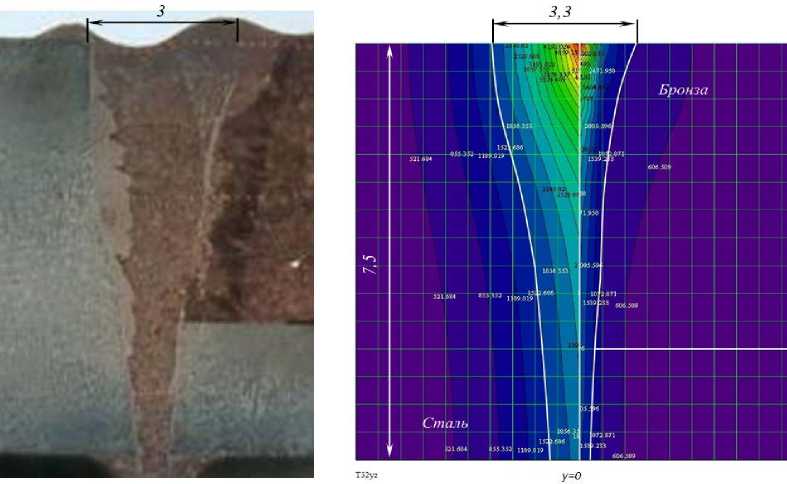
—ю 2) Граничные условия смешанного типа: - по x и у граничные условия первого рода равны 0; 3) Два набора теплофизических характеристик: с1, Х1, р1, а1 и с2, Х2, р2, а2; 4) Температура в начальный момент времени равна 0. Сварка производится по стыку двух материалов (вдоль оси x, у=0, z=0) со скоростью V, электронный луч мощностью q=I·U, диаметром d. Время сварки t. Решение краевой задачи производилось методом функций Грина. Интегральное решение уравнения переноса энергии имеет вид: T (х, у, z ,т) = JjJJ G (х,х', у, у', z, zт) • F (x, у, z, т )дx 'ду 'дz ‘дт т z у x где G(х,х',у,у',z,z'„т) - функция Грина, F(x,у,z,т) - функция источника. Известно, что функция Грина допускает неполное разделение переменных (она разделяется по пространственным переменным x,у,z, но не разделяется по времени т), т.е. может быть представлена в виде произведения: G (x, x', y, y', z, z \т ) = Gx (x, x \т ) Gy (y, y', т ) Gz (z, z', т) Gx (х, х', т) =----• exp 2 • V пат ^ (x - x' + V •т)2 к 4 ат v Gy(у, у',т) = п 1• exP 2 • ^пат - (y — у) к 4 ат у Gz ( z, z *, т ) = 2 • да •I n=—да exp к к (z — z' + 2 n3 )2 4ат + exp к (z + z + 2 nsf 4ат (5)-(8) Одномерные функции Грина подбираются исходя из краевых условий. Для оценки характера распределения температурных полей при ЭЛС можно использовать математическую модель, в которой тепловое воздействие электронного луча рассматривается как воздействие непрерывно действующего комбинированного источника [1, 3, 4]. В рамках данного исследования использовались два типа комбинированных источников: 1) ЭЛ С с колебаниями луча поперёк стыка с амплитудой A - непрерывно действующий линейный по глубине (вдоль оси z, длиной h) и линейный вдоль оси у (длиной 2А) нормально распределённый источник, вводимый в начале координат, действующий в течение определённого отрезка времени t: F 1(x, y, z, т) = q1 • | k1- • Ж(x')E(y Жz')E(т) + k2- • Ж(x')E(y')E(z')E(т) | cp к2A 2Ah J , [1_ при _ — A< y '< A [1_ при _0 < z '< h [1_ при _ t0 < т< t E(y)=L л - /E(z)=L i • n;E(т)=L [0_ при _ A < y<— A [0_ при _ h< z < 0 [0_ при _ т > t 2) ЭЛС с X-образными колебаниями луча с амплитудой b - непрерывно действующий линейный по глубине (вдоль оси z, длиной h) и прямоугольный (2bх2b) на поверхности, нормально распределённый источник, вводимый в начале координат, действующий в течение определённого отрезка времени t: F2(x, y, z, т) = q^ • | k1^ • E(x')E(y'Жz')E(т) + k2- • E(x')E(y')E(z')E(т) cp к4b2 4b2h E (x') = 1_ при _ — b< x' < b 0_ при _ b< x'< — b ; e (y') = 1_ при _ — b< y' < b 0_ при _ b< y' < — b ’ E (z') Распределение мощности луча q между поверхностным и линейным по глубине источником осуществляется за счёт введения коэффициентов распределения энергии к1 и к2 соответственно. Среднее значение коэффициентов к1= 0,2-0,3 и к2=0,7-0,8 [1]. Для имитации воздействия нормально-кругового источника рассчитывается время действия фиктивного источника: 10 = 4 aK K = 22 d2 Судить о величине заглубления линейного источника можно по расчётной глубине проплавления, которая связана с параметрами ЭЛС критериальным уравнением: H = a(, (n • q)k V0,5k—1d ".5k (^^ Tпл )k коэффициент сосредоточения для заданного диаметра электронного луча: где величина к = 0,68 • (Я • Тпл )0,15, а - температуропроводность, λ – теплопроводность, Тпл – температура плавления, η – эффективный КПД, q – мощность теплового потока, V – скорость сварки, d – диаметр луча. Таким образом, запишем интегральное решения уравнения переноса энергии относительно функции первого источника, которое описывает математическую модель ЭЛС с поперечными колебаниями луча: к 1 • qn 1 T1(х, у, z, т) = - • exp 8АпЯ т t0 — V 4 ат 9 (x + V • т)2 ) (x + V • т)2 4 ат / (z+ 2n5)2 ) 4 ат7 9т + к 2 • qn 16 Ahcp • vna t 9 J—exp t о т V • Е exp n =-О> \ ” •Е n=—« erf z + h + 2n5 V 2 • Vor erf —h+2n5 2 • 40т ) 9т Аналогично запишем интегральное решение переноса энергии относительно функции второго источника, которое описывает математическую модель ЭЛС с Х-образными колебаниями луча: T 2( х, у, z, т) = к 1 • qn t J • erf x + b + V • т V — erf x — b + V • т + к2 • qn t erf V V x + b + V • т A — erf Л Л — • V от — erf y — b • Е exp n = : —ОТ V — V V V 32b2hcp • I V • V t0 — erf x — b + V • т — V V V (z+2n5) 4 ат дт + y erf +b A — CO erf z + h + 2 n5 A — y — b ■Е n= : —ОТ — V дт V erf z — h + 2 n5 V Поскольку границей раздела двух материалов будет ось y, области лежащей слева, т.е. при y<0 присваиваются значения теплофизических характеристик первого материала (с1,λ1,ρ1,а1), а области лежащей справа, т.е. при y>0 присваиваются значения теплофизических характеристик второго материала (с2,λ2, ρ2,а2). В качестве допущения присваиваем среднее значение теплофизические характеристики материалов при y=0. Теплофизические характеристики свариваемых материалов представлены в табл. 1. Таблица 1. Теплофизические характеристики материалов Теплофизические характеристики Сталь (12Х21Н5Т) Бронза (БрХ08) коэффициент теплопроводности λ, Дж/(с·м·K) 25 260 плотность ρ, кг/м3 7650 8900 теплоёмкость c, Дж/(кг·K) 528 480 температура плавления, ОС Расчёт температурных полей производился в программе MathCAD 15. Листинг состоит из нескольких последовательных этапов: 1) Присвоение переменным значений режима сварки (ускоряющее напряжение, ток луча, диаметр луча на поверхности, скорость сварки, время сварки) и теплофизических характеристик свариваемых материалов (теплопроводность, плотность, теплоёмкость). 2) Предварительный расчёт глубины проплавления на основе исходных данных для определения величины заглубления линейного источника. Расчёт дополнительных параметров (коэффициент сосредоточения K и время действия фиктивного источника t0). 3) Расчёт температурных полей по координатным плоскостям X-Y и Y-Z. Результаты моделирования и сравнение с экспериментальными данными. Расчетные данные были сопоставлены с образцами, сваренными из стали 12Х21Н5Т (толщина 7,5мм) с бронзой БрХ08 (толщина 5,5мм), соединение в замок. Образцы были сварены по следующим режимам: - образец №1 – I=32-34 мA; U=60 кВ; Vсв=5 мм/сек; поперечные колебания амплитудой 0,8 мм. - образец №2 – I=32-35 мA; U=60 кВ; Vсв=5 мм/сек; X-образные колебания амплитудой 0,8 мм. Образец №1. Расчётные температурные поля в плоскости X-Y при z=0 (на поверхности) представлены на рисунке 1 (1 деление – 0,5мм). Рис. 1. Распределение температурных полей в плоскости X-Y при z=0 Максимальная ширина зоны, нагретой до температуры плавления, в стали смещена относительно координаты x=0. Это связано с большей тепловой инерцией стали по сравнению с бронзой. Для получения достоверных данных по параметрам шва необходимо производить расчёт тепловых полей в плоскости Y-Z при x=0 (для определения ширины шва по бронзе) и при смещении на 1,25 мм (для определения ширины шва по стали). Совместив графики температурных полей можно получить максимально приближенную форму шва. Сравнение экспериментальной и расчётной формы шва первого образца представлено на рис. 2, расхождение экспериментальных и расчётных данный по ширине шва составляет 8%, по глубине проплавления – 1,5%. Образец №2. Расчётные температурные поля в плоскости X-Y при z=0 представлены на рис. 3. Для получения данных по параметрам шва, необходимо производить расчёт тепловых полей в плоскости Y-Z при x=0 (для определения ширины шва по бронзе) и при смещении на 1,75 мм (для определения ширины шва по стали). Сравнение экспериментальной и расчётной форм шва второго образца представлено на рис. 4, расхождение экспериментальных и расчётных данный по ширине шва составляет 10%. Рис. 2. Сравнение экспериментальной (слева) и расчётной (справа) формы шва Рис. 3. Распределение температурных полей в плоскости X-Y при z=0 Рис. 4. Сравнение экспериментальной (слева) и расчётной (справа) формы шва Выводы: 1. Получена математическая модель для расчётов температурных полей при электроннолучевой сварке разнородных материалов с осцилляцией луча (поперечные и Х-образные колебания). 2. Расчётные температурные поля, полученные при помощи данной модели, позволяют судить о геометрии сварных швов с точностью достаточной для инженерных расчётов. Работа выполнялась при поддержке грантов Российского Фонда Фундаментальных Исследований РФФИ-Урал № 11-08-96016 и 13-08-00397 и при финансовой поддержке министерства образования Пермского края. 1. 2. 3. 4.
Список литературы Моделирование тепловых процессов при электронно-лучевой сварке разнородных материалов
- Язовских, В.М. Математическое моделирование и инженерные методы расчета в сварке: в 2 ч. Ч. 2. Тепловые процессы при сварке и моделирование в пакете MathCad. -Пермь: Изд-во ПГТУ, 2008. 119 с.
- Рыкалин, Н.Н. Расчёты тепловых процессов при сварке. -М.: Машгиз, 1951. 296 с.
- Рыкалин, Н.Н. Основы электронно-лучевой обработки материалов/Н.Н. Рыкалин, А.А. Углов, И.В. Зуев. -М.: Машиностроение, 1978. 239 с.
- Рыкалин, Н.Н. Лазерная и электронно-лучевая обработка материалов: справочник/Н.Н. Рыкалин, А.А. Углов, И.В. Зуев, А.Н. Кокора. -М.: Машиностроение, 1985. 496 с.
