Моделирование условий для расчета энергосиловых параметров асимметричного процесса совмещенной прокатки-прессования

Автор: Довженко И.Н., Довженко Н.Н., Сидельников С.Б.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Математика, механика, информатика
Статья в выпуске: 2 (9), 2006 года.
Бесплатный доступ
Рассмотрены модели расчета энергосиловых параметров нового процесса совмещенной прокатки-прессования для модульных технологий производства массовой металлопродукции из цветных металлов и сплавов. Приводится сравнительный анализ результатов моделирования и экспериментальных данных.
Короткий адрес: https://sciup.org/148175192
IDR: 148175192 | УДК: 621.777
Modeling ways for calculating energy-power parameters asymmetrical process of the integrated rolling-pressing
Different models of calculating energy-power parameters of the integrated rolling-pressing are examined in the present article. The integrated rolling-pressing is a new way for modular processing production. It is used in a sphere of gross metal production from nonferrous metals and alloys. Comparative analysis of modeling results and experimental data are shown in the present article.
Текст научной статьи Моделирование условий для расчета энергосиловых параметров асимметричного процесса совмещенной прокатки-прессования
В настоящее время актуальной для металлургических производств является проблема создания модульных технологий производства длинномерной продукции в виде проволоки и профилей из цветных металлов и сплавов. Одним из базовых элементов таких технологий непрерывного производства может стать новый процесс совмещенной прокатки-прессования 1 . Для данного процесса выполнен комплекс экспериментальных и теоретических исследований, созданы лабораторная и две опытно-промышленные установки на базе прокатных станов. Накопленный опыт, выявленные достоинства и несовершенства конструкций этих установок позволили приступить к проектированию промышленного агрегата, для чего потребовалось выполнить его структурно-параметрическое описание с помощью набора проектных параметров и сформулировать задачи разработки моделей функционирования. Весь комплекс теоретических исследований был ориентирован в основном на моделирование процесса прокатки-прессования с симметричным очагом деформации и не учитывал в полной мере кинематические особенности процесса деформации. В данной статье рассмотрены модели для расчета таких проектных параметров, как силы на валках и матрице, моменты на валках, которые определяют мощность привода в зависимости от скорости вращения валков, требования к силовому каркасу промышленного агрегата, жесткости и прочности конструктивных элементов.
Объектом исследования является процесс совмещенной прокатки-прессования (рис. 1). Процесс осуществляется в закрытом калибре, образованном двумя валками разного катающего диаметра (R1 > R2), перекрытого матрицей в сечении СС'. Валки вращаются с одинаковой частотой, но катающие поверхности калибра имеют разные окружные скорости, в частности vв1 > vв2, а скорость боковых стенок калибра vвк изменяется пропорционально изменению радиуса отR2 до R2к. В качестве исходной заготовки используется непрерывно-литой брус с поперечным сечением h0 • Ъ0, который задается в калибр (сече-ниеЛЛ‘) и подвергается деформации в зоне прокатки до сечения ВВ', затем подвергается распрессовке в зоне до сечения СС' и выдавливанию (прессованию) через матрицу до размера изделия hd с вытяжкой % = (hм • Ъ) / Fизд (Fизд - площадь поперечного сечения изделия). В процессе деформации при различных окружных скоростях валков действует приведенная схема контактных напряже- ний трения Tt (рис.1), причем т1^ т2 в силу различных скоростей скольжения поверхностей валков по заготовке.
Точки приложения равнодействующих сил Р 1 и Р 2 в условиях асимметричности процесса деформации располагаются в различных плоскостях, а моменты на валках будут определяться плечом а . каждой силы по отношению к осям валков 0 1 и О 2 . Сила, необходимая для выдавливания Р пр , создает подпорное давление в остальном очаге деформации. Такой характер действия сил обусловливает особенности построения моделей процесса в зависимости от частоты вращения валков.
Одним из основных факторов, определяющих энергосиловые параметры процесса совмещенной прокатки-прессования, является вытяжка при выдавливании, в связи с чем были выполнены экспериментальные исследования на установке СПП-200 для различных сплавов. На рис. 2,3 представлены зависимости сил на матрице и валках, а также моментов при деформировании в горячем состоянии при температуре 480 °С сплава АД31 в различных калибрах.
Рис. 1. Схема процесса совмещенной пракатки-прессования
Анализ экспериментальных данных показал, что увеличение вытяжки приводит к росту сил на матрице, что свойственно процессу выдавливания, и на валках в связи с ростом давления подпора в очаге деформации от действия силы выдавливания. Установлено что сила на валках всегда больше силы на матрице, что обусловлено большей контактной поверхностью заготовки со стенками калибра, чем с поверхностью матрицы. Уменьшение площади калибра почти в два раза при одной и той же вытяжке приводит к практически такому же снижению сил на матрице и валках при малых вытяжках, а с увеличением вытяжки разность сил в различных калибрах возрастает Последнее обусловлено нелинейным характером прироста контактной площади калибра при увеличении его размеров.
Рис. 2. Зависимость сил на матрице Р м и валках Р в от вытяжки X при деформировании сплава АД31: 1 - Р в , калибр 14 x 22 мм; 2 - Р м , калибр 14 x 22 мм; 3 - Р в , калибр 11 x 15 мм; 4 - Р м , калибр 11 x 15 мм
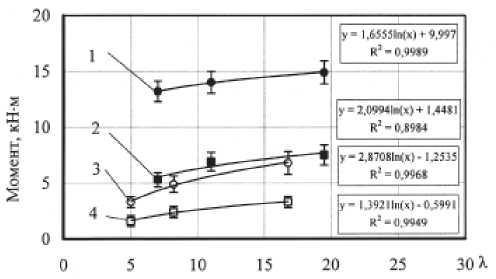
Рис. 3. Зависимость моментов на валках М ] иМ г от вытяжки X при деформировании сплава АД31: 1 - М 2 , калибр 14 x 22 мм; 2 - М ] , калибр 14 x 22 мм; 3 - М , , калибр 11 x 15 мм; 4 - М р калибр 11 x 15 мм
Анализ чувствительности энергосиловых параметров процесса (рис. 4) позволил выявить следующие общие закономерности:
-
- изменение силы на валках чувствительно к изменению силы прессования;
-
- момент на валке с врезом выше момента на валке с выступом практически в 2 раза, что связано с разностью площадей контакта стенок калибра с заготовкой при деформации, а скорость изменения моментов на валках значительно ниже, чем скорость роста силы на валках от силы прессования, что характеризуют значения коэффициентов чувствительности для обрабатываемых металлов, причем более чувствительно изменение моментов к силе выдавливания;
-
- существует корреляционная взаимосвязь между моментами на валке с выступом и валке с врезом.
Для процесса прокатки-прессования, реализуемого на валках разного диаметра, характерны асимметричные условия, что сказывается на геометрических и энергосиловых параметрах. В связи с этим очаг деформации при прокатке-прессовании можно условно разделить на три зоны (см. рис. 1) продольной прокатки -АВВ ‘ А ', распрес-совки - ВСС'В' и прессования - CDD'С'.
На первом этапе рассмотрим зону продольной прокатки, поскольку в зоне распрессовки длина дуг контакта на валках / р 1 и / р 2 определена удалением матрицы от плоскости О 1 О 2 , проходящей через оси валков.
Из условия равновесия заготовки в вертикальной плоскости вертикальные силы равны У2 = У1, тогда можно записать p ср1 б^ж = Р ср2 :\R ^, (1)
где р ср - среднее давление; b - ширина калибра; A h 1 / 2 и A h 2 / 2 - частные обжатия соответственно со стороны валка с выступом и валка с врезом, причем A h = A h 1 / 2 + + A h 2 /2.
Из условия (1) можно записать следующее соотно шение:
A h i _ R Р ср2
A h 2
R Р cpi
R , m 2 R 2
где, учитывая различие контактных давлений на валках 1 и
-
2, ™ ^Р Ф1 / Р =р2 .
Для длины зон очага деформации с учетом различных окружных скоростей валков получили следующие зависимости:
i„ _ R 4 v. 2 A&h- , d 1 v2\ m2R1 + R2
l d 2
_ R24 " Г
m 2 R 1 R 2 A h (^) m 2 R 1 + R 2
Для расчета скоростей деформации, необходимых для определения сопротивления деформации металла при горячей обработке, нами получены следующие зависи мости:
v 2 щ. / RR A h v 2 to2 m2 RR A h 112 212
1 h 0 mm2R 1 + R 2 2 h 0 mm 2 R 1 + R 2
.
Для расчета сил на матрице и валках необходимо учи- тывать температурные условия в очаге пластической деформации. На основании решения уравнения теплопроводности при деформации заготовки в виде бруса и подстановки теплофизических характеристик для алюминиевого сплава АД31 нами получено следующее уравнение:
Т изд _ Т 0 + 0,315 ( у и П р +A Т П р ОК +A Т ,„ ) +
+A Тт - 2[ То + 0,315 (A ТпрОк + A Трас ) + A ТТр - Тк ] x где Т0 - температура заготовки,рпр - давление прессования; у - функция критериев Пекле (Ре) и Нуссельта (п), определяемых по следующим зависимостям Ре = v h0/ а, П = /d 1 / h0 и у = П ' Ре / (1 + П:_Ре), причем а - коэффициент температуропроводности, v - средняя скорость перемещения сечений в очаге деформации v = 2R1R2 / (R1 + R2).
Повышение температуры за счет тепловыделения от деформации и трения определяется следующими зависимостями:
- определение среднего контактного давления в зоне распрессовки с учетом давления подпора при выдавли
А Т прок = - 1,15 о , ln h O- , c Р К
Jh
А Tpac = - 1,155, ln c Р
А Т ф
= T a
2 ( l d i + l p i ) ( - o + b ) h 0 b
вании заготовки;
-
- вычисление общего среднего контактного давления от контактных давлений в зоне прокатки и распрессовки;
-
- корректировка общего среднего контактного давления с учетом его снижения от разности окружных скоростей валков при соответствующей степени деформации.
На основании такого подхода получили среднее дав
ление на валки
Дляусловий: Л 1 -210мм, Л 2 -180мм,%-15,1, T 480 °C (сплав АД31), результаты расчета по зависимости (5) представлены на рис. 5. Анализ полученных зависимостей показал:
Р вал
= 5 , ( ^ , T ) 1,15 + 44,15ln ( п ) + 4
Р пр
4 5 , ( ^ , T )
^^^^^^
1,15 -Ь- , (6)
где q - среднее сопротивление деформации в функции от средней скорости деформации и температуры;
-
- с увеличением скорости вращения валков сокращается время теплопередачи между металлом и валками, соответственно уменьшается падение температуры заготовки в зоне прокатки и распрессовки, что приводит к повышению температуры изделия на выходе из матрицы;
-
- увеличение скорости вращения валков снижает влияние разности начальных температуры между валками и металлом на температуру изделия на выходе из матрицы.
Общий подход к построению модели расчета средних контактных напряжений на валках и матрице состоял в следующем:
-
- определение среднего давления в зоне прокатки в калибре с учетом давлений подпора возникающих при осадке заготовки в зоне распрессовки и выдавливании в канал матрицы;
b - ширина калибра; n - h / h ;р - давление выдавлива-ния р ПР = 5 ( ^ , ' ПР )(1+1,41п%) • Р
Рассогласование окружных скоростей валков приво
дит к снижению на них средних контактных напряжений,
поэтому предлагается учитывать снижение среднего кон-
тактного давления в зависимости от разности окружных скоростей валков при соответствующей степени деформации следующей зависимостью:
А Р = Р вал •
,
где v 1 и v 2 - окружные скорости валков; е - степень деформации при прокатке, е - А h / h 0 .
C учетом (7) среднее контактное напряжение на валках будет равно p вал - р - А р , а сила на валках Р - ( р -А р ) ( 1 . 14 i ) b .
Сравнение экспериментальных и расчетных данных (рис. 6) показало достаточно высокую сходимость рас-
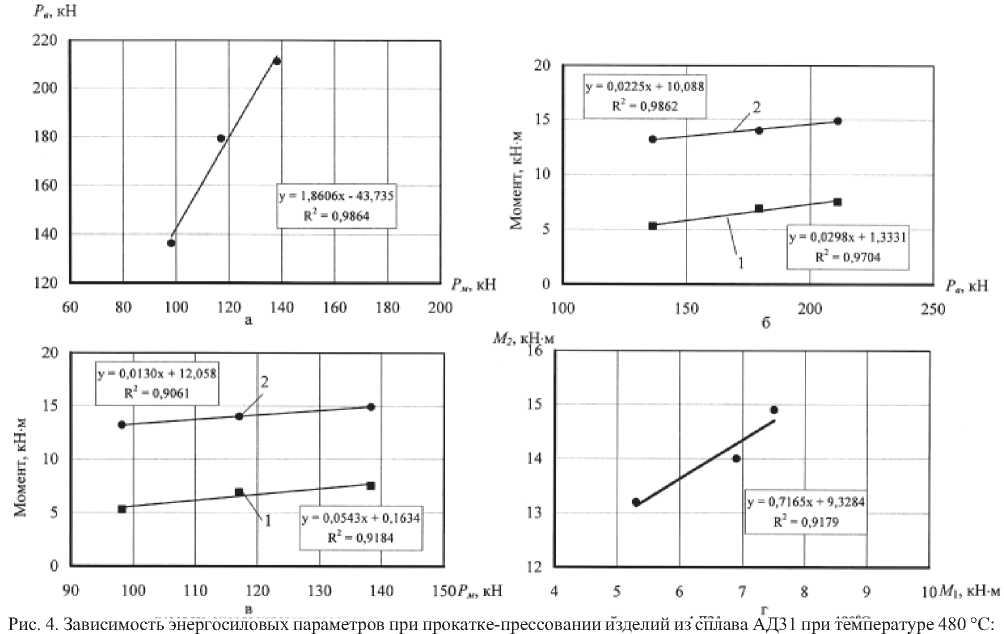
а - силы на валках Р в от силы на матрице Р м ; б - крутящих моментов на валках от силы на валках Р в ; в - крутящих моментов на валках от силы на матрице Р м ; г - крутящих моментов М , от М 1 ; 1 - М х ; 2 - М ,
четных и экспериментальных значений сил на матрице и валках, кроме того, работоспособность и достоверность разработанных моделей подтверждается сохранением закономерностей изменения расчетных данных при изменении экспериментальных параметров вытяжки при выдавливании.
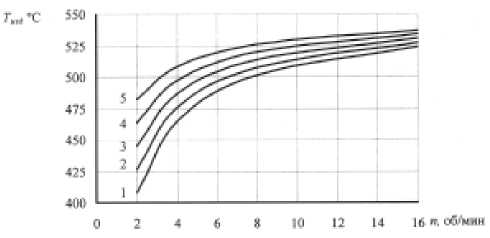
Рис. 5. Расчетная зависимость температуры изделия Г шд на выходе из матрицы от частоты вращения валов п :
1- Г в = 150 °C; 2- Г в = 200 °C; 3- Г в = 250 °C;
4- Г в = 300 °C; 5- Г в = 350 °C
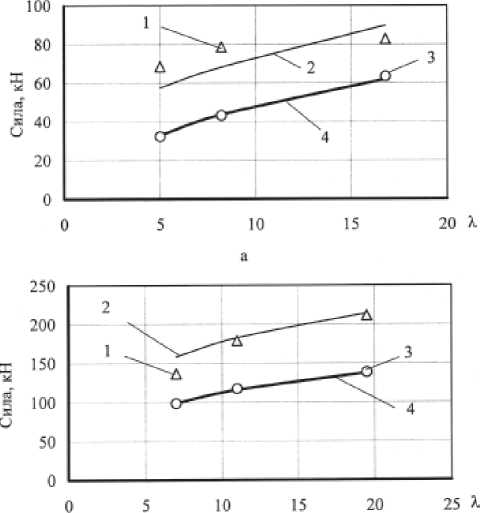
б
Рис. 6. Зависимость силы на матрице Р м и валках Р в от вытяжки X при прессовании на установке CGG-200 сплава
АД31 при температуре заготовки 480 °C:
а - калибр 11 x 15 мм; б - АД31, калибр 14 x 22 мм;
-
1 - сила валках Р в экспериментальная; 2 - сила на валках Р в расчетная; 3 - сила на матрице Р м экспериментальная;
-
4 - сила на матрице Р м расчетная
Из рис. 1 видно, что равнодействующие Р 1 и Р 2 образуют с центрами валков разные по величине плечи а 1 и а 2 , поэтому моменты, которые необходимо приложить от привода к каждому валку, будут различны:
-
- для валка с врезом (валок с R 2 по дну калибра)
М 2 - Р 2 - а 2 - Р 2 R 2 sin(Y 2 ±P 2 ); (8)
-
- для валка с выступом (валок с R 1 по выступу)
М , - Р 1 - а ^Р , R 1 sin(Y 1 ±e i ), (9)
причем знак минус берется тогда, когда точка приложения равнодействующей находится правее линии ВВ ‘ ;
Поскольку ( y 2 + в 2 ) > (Y 1 + в 1 ) и Р 2 > Р 1 , то из формул (8) и (9) следует, что М 2 больше М 1 , т. е. даже при условии Р 2 = Р 1 для привода нижнего валка требуется больший крутящий момент, чем для привода нижнего. Этот вывод подтверждается приведенными ранее экспериментальными данными (см. рис. 2).
Силы Р 1 и Р 2 зависят от Р (X), следовательно, М 1 [ Р 1 ( Р (1))] и М 2 [ Р 2 ( Р (1))] будут возрастать при увеличении вытяжки 1 при выдавливании, что соответствует экспериментальным данным (см. рис. 2).
Исходя из условия равновесия горизонтальных сил можно записать рпр-х1-Х0( откуда следует хрпр-х2,ап
Хрпр"Х1.(
Тогда моменты на валках от горизонтальных сил будут равны
М1 ^-Х1R1,(13)
М2^-Х2R 2,(14)
Моменты от вертикальной силы м1 г-Y1V1 la р(
М2 —2V2 la2,06)
где у 1 и у 2 - эмпирические коэффициенты плеча.
На основании анализа экспериментальных данных предлагается использовать для расчета: ^ для алюминия и меди - 0,05.. .0,1, для свинца 0; у 2 для алюминия и меди -0,5.. .0,6, для свинца 0...0,1.
Сравнение экспериментальных и расчетных данных представлено в таблице. Их анализ показывает достаточно высокую сходимость расчетных значений с экспериментальными, т. е. выполняются закономерности, присущие практическим данным. Следовательно, предложенная модель расчета моментов может быть рекомендована для практического использования в технологических и проектных расчетах.
На основании экспериментальных и теоретических исследований разработаны:
-
- модель геометрии асимметричного очага деформации при прокатке-прессовании, включающая комплекс зависимостей для определения следующих параметров: углов захвата и длины контактных дуг на валках в зависимости от радиусов валков и окружных скоростей их вращения; длины очага деформации; распределения обжатий под валками; коэффициента формы очага деформации под каждым валком и средний для очага деформации; площадей контактных поверхностей;
-
- модель расчета средних давлений на валки при прокатке-прессовании, учитывающая подпор от давления прессования и снижение давлений на валках при сочетании разности их окружных скоростей вращения со степенью деформации. Показано, что в условиях совмещенной прокатки-прессования правомерно применение расчета средних давлений по средним геометрическим размерам асимметричного очага деформации;
- модель расчета температурных условий процесса - модель расчета моментов на валках при совмещен-
- СПП с учетом двумерного теплового потока в калибре; ной прокатке-прессовании.
Сравнение экспериментальных и расчетных энергосиловых параметров при прокатке-прессовании на установке СПП200
|
Размеры изделия, мм |
Материал |
Поперечное сечение заготовки h о x b о , мм 2 |
Сечение калибра hxb , мм 2 |
Коэффициент вытяжки при прессовании X |
Т ian О С |
Моменты, кН ■ м |
|||||
|
М t (эксп) |
М t (расч) |
А М t % |
М 2 (эксп) |
М 2 (расч) |
А М 2 % |
||||||
|
0 4 |
Pb + 2 % Sb |
22 x 22 |
14 x 22 |
43,8 |
20 |
2,80 |
2,89 |
-3,11 |
5,90 |
5,46 |
7,48 |
|
0 6 |
Pb + 2 % Sb |
22 x 22 |
14 x 22 |
19,5 |
20 |
3,50 |
3,31 |
5,54 |
6,10 |
6,02 |
1,23 |
|
0 8 |
Pb + 2 % Sb |
22 x 22 |
14 x 22 |
11,0 |
20 |
4,00 |
3,82 |
4,63 |
6,40 |
6,19 |
3,25 |
|
0 6 |
АД31 |
20 x 20 |
14 x 22 |
19,5 |
480 |
5,30 |
6,24 |
-17,72 |
13,20 |
12,53 |
5,07 |
|
0 8 |
АД31 |
20 x 20 |
14 x 22 |
11,0 |
480 |
6,90 |
6,82 |
1,12 |
14,00 |
13,46 |
3,85 |
|
0 10 |
АД31 |
20 x 20 |
14 x 22 |
7,0 |
480 |
7,50 |
7,60 |
-1,32 |
14,90 |
14,80 |
0,70 |
|
0 5 |
АД31 |
14 x 14 |
11 x 15 |
16,8 |
480 |
1,60 |
1,65 |
-2,87 |
3,30 |
3,29 |
0,38 |
|
0 7 |
АД31 |
14 x 14 |
11 x 15 |
8,2 |
480 |
2,40 |
2,43 |
-1,13 |
4,90 |
4,58 |
6,55 |
|
0 9 |
АД31 |
14 x 14 |
11 x 15 |
5,0 |
480 |
3,30 |
3,26 |
1,12 |
6,80 |
6,32 |
7,04 |
|
0 8 |
А7 |
20 x 20 |
13 x 22 |
11,0 |
470 |
4,90 |
4,89 |
0,14 |
6,50 |
6,50 |
-0,06 |
|
0 9,5 |
А7 |
20 x 20 |
13 x 22 |
7,8 |
470 |
5,30 |
5,22 |
1,53 |
7,20 |
7,16 |
0,59 |
|
0 11 |
А7 |
20 x 20 |
13 x 22 |
5,8 |
470 |
5,80 |
5,54 |
4,48 |
8,00 |
7,82 |
2,28 |
|
0 5 |
А7 |
14 x 14 |
11 x 15 |
16,8 |
470 |
1,30 |
1,40 |
-7,92 |
3,00 |
2,85 |
5,07 |
|
0 7 |
А7 |
14 x 14 |
11 x 15 |
8,2 |
470 |
1,60 |
1,56 |
2,63 |
3,40 |
3,30 |
2,96 |
|
0 9 |
А7 |
14 x 14 |
11 x 15 |
5,0 |
470 |
2,20 |
2,19 |
0,45 |
4,60 |
4,52 |
1,82 |
I. N. Dovzhenko, N. N. Dovzhenko, S. В. Sidelnikov
MODELING WAYS FOR CALCULATING ENERGY-POWER PARAMETERS ASYMMETRICAL PROCESS OF THE INTEGRATED ROLLING-PRESSING
Different models of calculating energy-power parameters of the integrated rolling-pressing are examined in the present article. The integrated rolling-pressing is a new way for modular processing production. It is used in a sphere of gross metal production from nonferrous metals and alloys. Comparative analysis of modeling results and experimental data are shown in the present article.
