Моделирование в Deform-3D непрерывного прессования медных шин на установке Конформ с форкамерной матрицей

Автор: Горохов Ю.В., Беляев С.В., Мочалин И.В., Усков И.В., Губанов И.Ю., Горохова Т.Ю., Храмцов П.А.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 6 т.9, 2016 года.
Бесплатный доступ
В статье представлены результаты компьютерного моделирования непрерывного прессования методом конформ с использованием расширяющейся форкамерной матрицы, что позволило усовершенствовать конструкцию прессового инструмента. Показано, что установка матрицы внутри расширяющейся форкамеры и применение многоканального прессования значительно снижают объем мертвых зон, повышают равномерность течения металла в очаге деформации и пресс-изделий.
Прессование методом конформ, форкамерная матрица, компьютерное моделирование
Короткий адрес: https://sciup.org/146115115
IDR: 146115115 | УДК: 621.777: | DOI: 10.17516/1999-494X-2016-9-6-821-829
Deform-3D modeling in continuous extrusion of copper busbars for installation Conform with the pre-chamber matrix
The article presents the results of computer simulation of continuous extrusion method Conform with expanding pre-chamber array. allowing to improve the design of press tools. It is shown that the installation of the matrix within the prechamber and expanding the use of multi-channel compression greatly reduces the amount of dead zones increases the uniformity of metal fl ow in the deformation zone and reduces the appearance of marriage moldings.
Текст научной статьи Моделирование в Deform-3D непрерывного прессования медных шин на установке Конформ с форкамерной матрицей
В начале 1970-х годов английскими фирмами Outokumpu Holton Ltd. (ранее Holton Machinery Ltd.) и BWE Ltd. (ранее Babcock Wire Equipment) началось промышленное освоение способа конформ. К настоящему времени изготовлено и внедрено более 1000 линий с установками конформ для производства прессованных профилей из цветных металлов и сплавов. Установки данных фирм достаточно надежны, компактны и позволяют получать разнообразные длинномерные пресс-изделия из меди и алюминия с относительно небольшим поперечным сечением [1-3]. Однако размеры конструкций матриц на английских установках конформ не выходили за пределы ширины ручья колеса, что, в свою очередь, ограничивало габариты прессуемых профилей. Для решения данной проблемы при изготовлении профилей на горизонтальных гидравлических прессах обычно применяют форкамерные матрицы [4], а использование форкамерных матриц на установках конформ было связано с определенными техническими трудностями. Только в 2008 году китайская фирма Dalian Conform Technical Co., Ltd начала применение форкамерных матриц на установках конформ, что значительно расширило сортамент не только сплошных, но и полых пресс-изделий [5]. Установки кон-форм с расширяющейся форкамерной матрицей (рис. 1) в настоящее время начинают широко применяться для непрерывного прессования профилей из цветных металлов и сплавов, в том числе и России, например на Каменск-Уральском заводе ОЦМ при производстве медных шин. Однако промышленное освоение данного процесса сдерживается отсутствием необходимых теоретических и экспериментальных исследований в этой области. Поэтому для дальнейшей практической реализации нового процесса непрерывного прессования методом конформ с расширяющейся форкамерной матрицей было проведено компьютерное моделирование данного процесса в DEFORM-3D.

Рис. 1. Общий вид установки конформ фирмы Dalian Conform Technical Co., Ltd
Моделирование непрерывного прессования методом конформ с использованием расширяющейся форкамерной матрицей
Компьютерное моделирование находит широкое применение в области разработки и проектирования процессов обработки металлов давлением (далее – ОМД). Этому способствует как быстрый рост вычислительной мощности современных ЭВМ, так и бурное развитие программных средств для расчета формоизменения. В настоящее время для анализа процессов ОМД наибольшее развитие получают математические модели, основанные на методе конечных элементов (МКЭ), к которым относится программный комплекс DEFORM-3D. Данный комплекс создан специально для технологов, имеет простой русскоязычный Windows-интерфейс и не требует специальных математических или конечно-элементных знаний. Он незаменим на самой длительной и дорогостоящей стадии технологической подготовки производства - стадии разработки, доводки и внедрения технологии. В DEFORM нет ограничений на количество объектов (как деформируемых, так и деформирующих), участвующих в процессе. Это позволяет моделировать самые сложные технологические операции, в которых участвуют сборные заготовки и любое количество инструментов. Система DEFORM предоставляет широкие возможности для обработки результатов, оценки процесса на наличие дефектов (образование трещин, складок, незаполнение штампа и др.), анализа течения материала. Результаты включают в себя график усилия, поля распределения напряжений, деформаций и температуры, причем они могут быть представлены графически и таблично [6-8]. Поэтому для решения поставленной задачи использовали программный комплекс DEFORM-3D.
На рис. 2 изображена схема непрерывной экструзии металла способом конформ с применением расширяющейся форкамеры.
Прутковая заготовка 7 задается в ручей 2 приводного колеса 1 с помощью прижимного валка 9, продвигается до опорной вставки 5, выдавливается через канал и заполняет расширяющуюся форкамеру. На выходе из форкамеры установлена матрица 6, в калибрующее отверстие которой экструдируется пресс-изделие.
На рис. 3 представлен макрошлиф медного темплета в объеме расширяющейся форкамерной матрицы, полученный при прессовании шины прямоугольного сечения на установке кон-форм с форкамерой фирмы Dalian Conform Technical Co., Ltd.
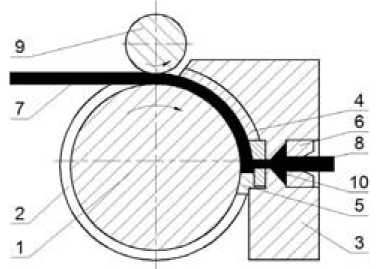
Рис. 2. Схема конформ с расширяющейся форкамерой: 1 –рабочее колесо; 2 – ручей колеса; 3 – башмак; 4 – кольцевая вставка; 5 – опорная вставка; 6 – матрица; 7 – заготовка; 8 – изделие; 9 – прижимной валок; 10 – форкамера

Рис. 3. Макрошлиф медного темплета в объеме расширяющейся форкамерной матрицы
В комплект прессового инструмента базовой установки конформ входит форкамера с трапециевидной формой продольного сечения. Матрицы сопрягаются с форкамерой по её большему основанию при экструдировании широкого типоразмера профилей. При этом расстояние между наклонными боковыми стенками форкамеры и торцевыми сторонами канала матрицы не регулируются, что приводит к неравномерному течению металла по сечению прессуемого профиля, к возникновению растягивающих напряжений и, как следствие, образованию расслоений и трещин на боковых кромках шины (рис. 4) – появлению брака на поверхности пресс-изделий.
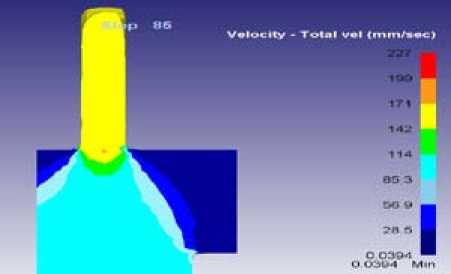
Для устранения этих дефектов в пакете DEFOM-3D была разработана компьютерная модель процесса экструдирования прямоугольной шины на установке конформ с расширяющейся форкамерной матрицей. Анализ поля скоростей (рис. 5 и 6) свидетельствует о возникновении значительных по объему мертвых зон на контакте с опорной вставкой и карманах форкамеры. Подобная картина наблюдается также на макрошлифе темплета (рис. 3), что позволяет судить об адекватности созданной компьютерной модели.
Анализ поля напряжений (рис. 7) позволяет судить о достаточно равномерном распределении напряжений по очагу деформации.
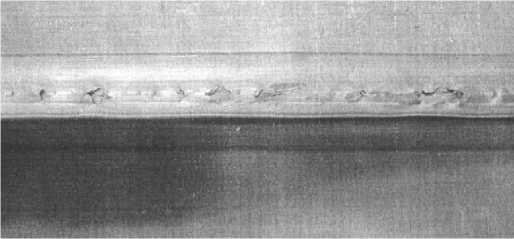
Рис. 4. Боковая кромка медной шины 50х8 мм
I in Me»
Рис. 5. Поле скоростей (поперечный разрез) в объеме расширяющейся форкамерной матрицы
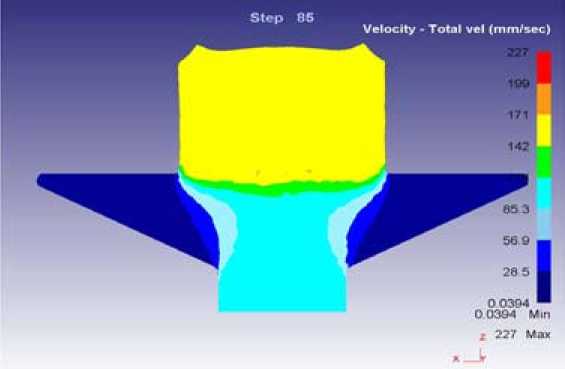
Рис. 6. Поле скоростей (продольный разрез) в объеме расширяющейся форкамерной матрицы
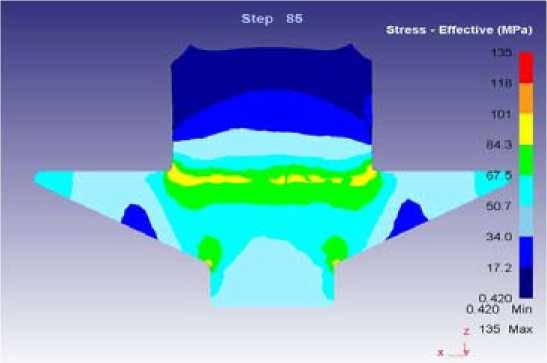
Рис. 7. Поле напряжений в объеме расширяющейся форкамерной матрицы
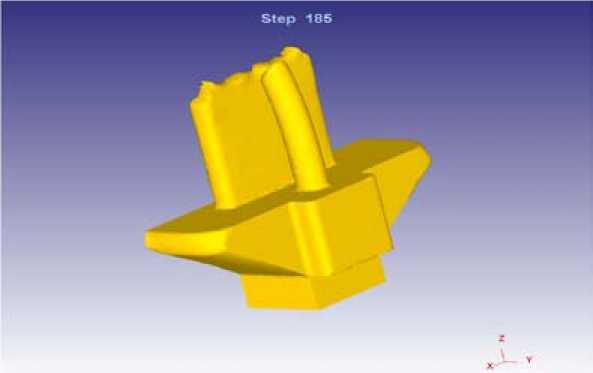
Рис. 8. Общий вид модели в объеме расширяющейся форкамерной матрицы
Снижения объема мертвых зон и повышения эффективности процесса прессования можно добиться путем использования многоканального прессования. Модель многоканального прессования медной шины и прутка диаметром 8 мм показана на рис. 8.
Анализируя поле скоростей (рис. 9 и 10), можно сделать вывод, что применение многоканального прессования значительно снижает объем мертвых зон и повышает равномерность течения металла в очаге деформации. Анализ поля напряжений позволяет судить о равномерном распределении напряжений по очагу деформации.
Определение оптимального расстояния между наклонными боковыми стенками форкамеры и торцевыми сторонами канала матрицы схематично представлено на рис. 11 (сечение А). Очевидно, что для обеспечения равномерности течения металла в канал матрицы достаточно соблюдения условия b = h , которое достигается путем соответствующей установки матрицы внутри расширяющейся форкамеры.
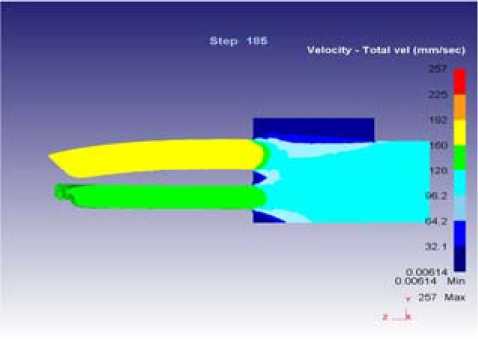
Рис. 9. Поле скоростей (поперечный разрез) в объеме расширяющейся форкамерной матрицы при многоканальном прессовании
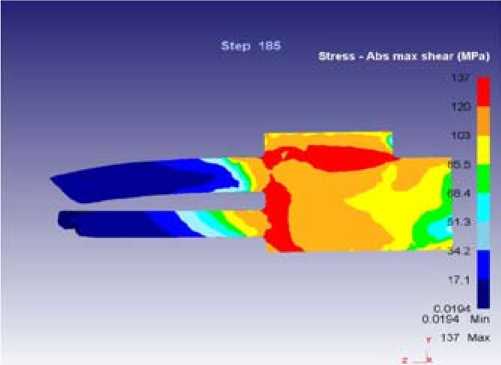
Рис. 10. Поле напряжений (поперечный разрез) в объеме расширяющейся форкамерной матрицы при многоканальном прессовании
Выводы
Результаты моделирования процесса конформ с расширяющейся форкамерой с использованием системы DEFORM-3D позволили значительно усовершенствовать конструкцию прессового инструмента для получения медных шин высокого качества в условиях Каменск-Уральского завода ОЦМ. Сущность усовершенствования заключается в разработке устройства для непрерывного прессования металлов методом конформ, включающего приводное колесо с кольцевой канавкой, дугообразный сегмент (башмак) с выступом, перекрывающим кольцевую канавку, расположенную в сегменте трапециевидную форкамеру, сообщающуюся меньшим основанием с кольцевой канавкой, а большим основанием с матрицей. Устройство отличается от существующих конструкций тем, что матрица в форкамере установлена таким образом, что – 827 –
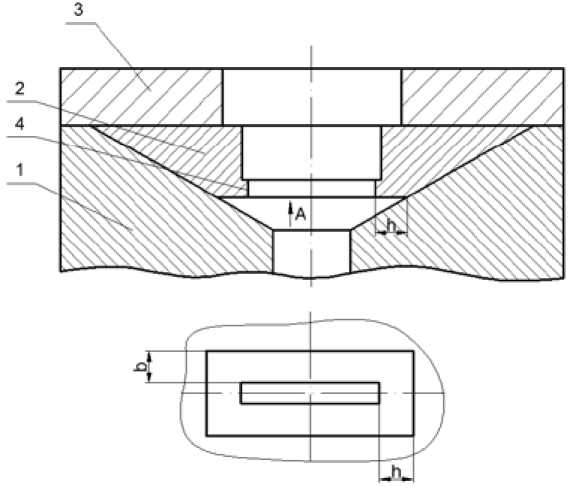
Рис. 11. Схема расположения матрицы в расширяющейся форкамере: 1 – форкамера; 2 – матрица; 3 – опора; 4 – калибрующий поясок матрицы расстояние от стенок форкамеры до пояска канала матрицы одинаково по всему её периметру. Техническая новизна данного устройства подтверждена патентом РФ [9].
Список литературы Моделирование в Deform-3D непрерывного прессования медных шин на установке Конформ с форкамерной матрицей
- Горохов Ю.В., Беляев С.В., Усков И.В., Безруких А.И., Усков Д.И. Совершенствование технологии совмещенного непрерывного литья и прессования. Металлургия машиностроения, 2013, № 6, 29-32
- Горохов Ю.В., Беляев С.В., Усков И.В., Губанов И.Ю., Косович А.А. Развитие совмещенного непрерывного процесса литья и прессования. Журнал Сибирского федерального университета. Техника и технологии, 2014, 7(4), 438-444
- Сидельников С.Б., Горохов Ю.В., Беляев С.В. Инновационные совмещенные технологии при обработке металлов. Журнал Сибирского федерального университета. Техника и технологии, 2015, 8(2), 185-191
- Баузер М., Заузер Г., Зигерт К. Прессование. Справочное руководство. М.: АЛЮСИЛ МВиТ, 2009. 918 с
- Проспект фирмы Dalian Conform Technical Co., Ltd. (Китай), 2008. 22 с
- Губанов И.Ю., Беляев С.В., Широков П.О., Салатов А.В., Маслов И.Ю. Особенности моделирования процесса полунепрерывного прессования алюминиевых сплавов. Вестник Сибирского государственного аэрокосмического университета им. акад. М.Ф. Решетнева, 2010, 6(32), 35-38
- Любанова А.Ш., Горохов Ю.В., Солопко И.В., Зиборов А.Ю. Оптимизация равномерности течения металла при непрерывном прессовании способом Conform. Металлы, 2010, № 2, 28-33
- Горохов Ю.В., Шеркунов В.Г., Довженко Н.Н., Беляев С.В., Довженко И.Н. Основы проектирования процессов непрерывного прессования металлов: монография. Красноярск: Сиб. федер. ун-т, 2013. 268 с
- Устройство для непрерывного прессования металлов цветных металлов методом Конформ: пат. 155760 U1 Рос. Федерация: МПК B21C 23/00./Горохов Ю.В., Беляев С.В. Мочалин И.В. .; патентообладатель ФГАОУ ВПО Сибирский федеральный университет. -№ 2015105496/02; заявл. 17.02.2015; опубл. 20.10.2015, Бюл. № 29
