Моделирование волочения круглых профилей через вращаемую волоку

Автор: Каргин Владимир Родионович, Каргин Борис Владимирович, Разживин Василий Андреевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6-1 т.19, 2017 года.
Бесплатный доступ
Приведены результаты компьютерного моделирования процесса волочения круглых профилей из алюминиевого сплава 2024 через неподвижные и вращаемые волоки с помощью метода конечных элементов в программном комплексе DEFORM-3D. Рассмотрено напряжение трения и скорость движения заготовки в канале вращающейся волоки. Получены графики изменения усилия протягивания, распределения нормальных и касательных напряжений на границе контакта заготовка - волока, касательных напряжений, действующих в поперечных сечениях протянутого участка изделия. Дан анализ полученных результатов исследования методом сравнения.
Волочение, круглый профиль, вращение волоки, моделирование, напряженно-деформированное состояние, усилие, момент кручения
Короткий адрес: https://sciup.org/148205378
IDR: 148205378 | УДК: 621.778.011
Simulation of drawing of round profiles through a rotating die
This article presents the results of computer simulation of the stressed-deformed state in the process of drawing round profiles from aluminum alloy 2024 with the rotation of the dies using the finite element method in the specialized software complex DEFORM. During the drawing, the torque generated by the rotating die did not cause the workpiece to twist before entering the center of deformation. Full slippage of the workpiece in the working channel of the dredge, and loading of the stretched section of the article, in addition to the drawing voltage by additional shearing stresses acting in the plane of the cross section, was noted.
Текст научной статьи Моделирование волочения круглых профилей через вращаемую волоку
ПОСТАНОВКА ЗАДАЧИ ИССЛЕДОВАНИЯ
Круглые профили (прутки, проволока и т.д.) изготавливаемые волочением, обладают высоким качеством с точки зрения геометрических размеров, чистоты поверхности и уровня механических свойств. Однако рост потребности в холоднотянутых изделиях обуславливает необходимость усовершенствования способов их производства.
Одним из перспективных путей усовершенствования волочения круглых профилей является интенсификация процесса за счет использования системы внешних сил: усилия, приложенного к протягиваемой заготовке, и крутящего момента на волоке в плоскости, перпендикулярной оси волочения. Это позволяет создавать из круглой заготовки при вращении волоки винтовой профиль, снижать усилия протягивания, устранять овальность и продольную кривизну, улучшать механические свойства изделий [1-9]. Для реализации на производстве волочения с вращением волоки предложены устройства [10-12]. Процесс находится в стадии научных исследований.
Цель настоящей работы – установление влияния вращения волоки на характер распределения напряженно – деформированного состояния, контактных напряжений и изменения энергосиловых условий, при проскальзывании заготовки в канале инструмента.
В процессе волочения в неподвижную волоку значительная часть усилия уходит на преодоление внешнего трения. Уменьшить силы трения можно за счёт приложения вращательного движения волоки [1]. При таком движении контактная поверхность рабочего канала волоки перемещается относительно круглой заготовки по винтовой линии со скоростью VA в точке A , (рис. 1). Её составляющие:
VQA = ^RA = 2nnRA, VB a = Vb^.
^A
Здесь ω – угловая скорость вращения волоки; RA – расстояние от точки А до оси волочения; n – число оборотов волоки в минуту; V В – скорость волочения; V θ A – компонента полной скорости в тангенциальном направлении; V В A – компонент полной скорости в направлении оси волочения; Fk – площадь поперечного сечения изделия на выходе из канала волоки; FA – площадь поперечного сечения, проходящая через точку А в очаге деформации.
Положение полного вектора скорости VA определяется углом β на рис. 1.
P = arctg -^A .
VBA
В направлении, противоположном направлении VA действуют касательные напряжения трения τA, проекции которого на ось волочения и плоскость сечения А-А равны TaCosP и Та5шР соответственно. Значение τA определяется по закону Кулона – Амонтона ta = fPAsina, где f — коэффициент трения; PA -нормальное давление в рабочем канале волоки; α – угол конусности канала волоки.
При вращении волоки крутящим моментом МВР вокруг оси волочения контактной поверхно-
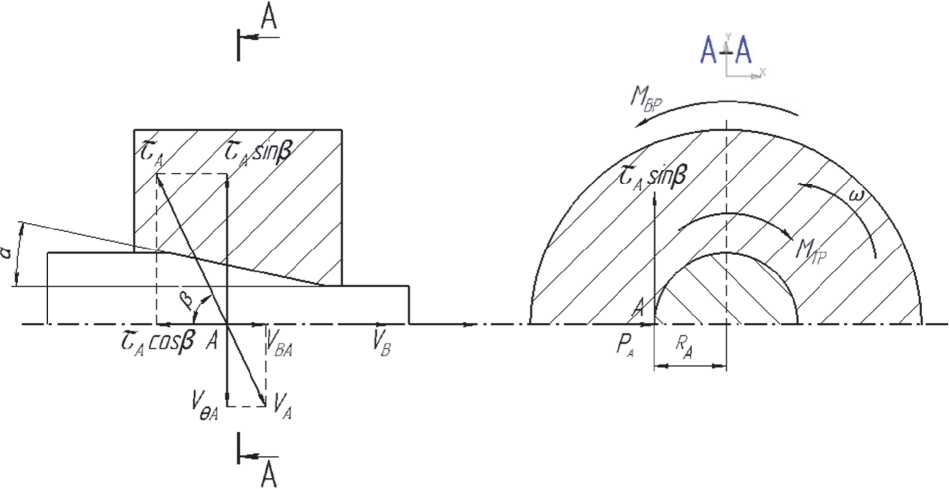
Рис. 1. Напряжение трения и скорость движения в канале вращающейся волоки
сти возникает реактивный момент трения МТР, который передается заготовке в очаге деформации.
Таким образом, протягиваемый профиль после выхода из волоки нагружается, помимо усилия волочения Р В, крутящим моментом, равным моменту сил трения.
Проведено компьютерное моделирование волочения круглых профилей через неподвижную и вращаемые волоки с помощью метода конечных элементов в специализированном программном комплексе DEFORM – 3D [13].
При моделировании в качестве заготовок при волочении использовали круглый пруток диаметром 23 мм из упрочняемого алюминиевого сплава 2024 (аналог Д16), предел текучести данного материала составляет 270 МПа, а предел прочности равен 410 МПа. Количество конечных элементов пластической заготовки составляет 60 000 элементов. Пруток протягивали через коническую волоку диаметром 20 мм с углом конуса рабочего канала 12о и длиной калибрующего пояска 5 мм, представленную как абсолютно жесткое тело. Радиус сопряжения обжимной и калибрующих зон 15 мм. Угловая скорость при вращении волоки ω = 1 рад/сек. Коэффициент вытяжки λ=1,32, относительное обжатие за один проход составляет 24%. Интегральный показатель деформации равен 0,278. На контактной поверхности действует закон трения Кулона – Амонтона. Коэффициент трения f = 0,12. Скорость волочения 1мм/сек. Число оборотов в минуту n = 9,55 об/мин. При заданном линейном перемещении переднего конца заготовки соотношение линейных перемещений в тангенциальном и осевом направлениях составило 10, а угол β = 0,176. Создание трехмерных геометри- ческих моделей круглой заготовки, инструмента и захвата осуществлено в программном продукте Solid Works.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ ОБСУЖДЕНИЕ
Из анализа распределения тангенциальной компоненты скорости на рис. 2 видно, что крутящий момент, создаваемый вращаемой во-
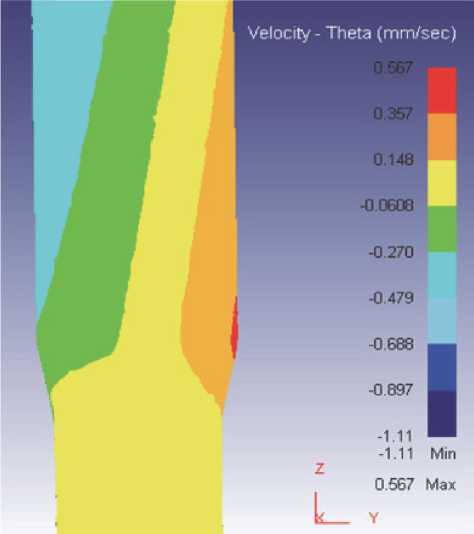
Рис. 2. Распределение тангенциальной компоненты скорости Vθ в продольном направлении (плоскость YZ) при волочении с вращением волоки локой не вызывает закручивания круглой заготовки перед входом в очаг деформации, а обеспечивает только её жесткий поворот с угловой скоростью волоки.
При комбинированном нагружении наблюдается полное проскальзывание (прокручивание) заготовки в рабочем канале волоки и отсутствие ее закручивания на протянутом участке изделия.
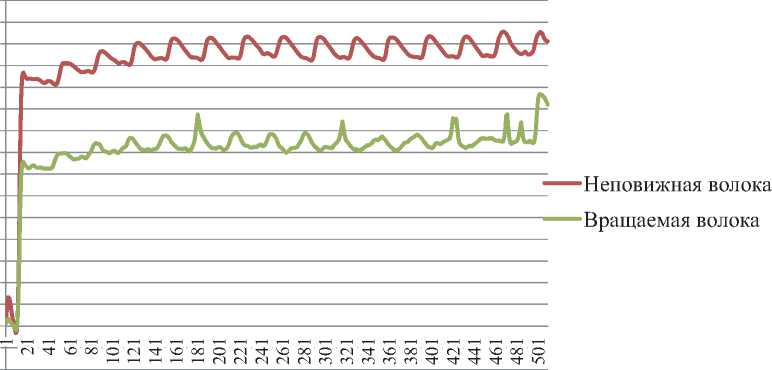
По характеру изменения усилий волочения в неподвижную и вращаемую волоки в зависимости от времени волочения (рис. 3) можно сделать вывод, что установившейся процесс деформации наблюдается при длине готового профиля не менее 150 мм. Усилие волочения через вращаемую волоку уменьшается в среднем на 32% по сравнению с волочением в неподвижную волоку.
Результаты расчетов при компьютерном моделировании показывают, что распределение нормальных и касательных напряжений на контактной поверхности заготовка - волока крайне неравномерное (рис. 4 и рис. 5). Выявлено наличие двух экстремумов τRZ и σК в местах очага деформации при входе в обжимную зону волоки и при переходе обжимной зоны в калибрующий поясок. На этих участках резко меняется направление линии течения заготовки, возрастает угол их поворота, что и приводит к скачкообразному возрастанию τRZ и σК. Как видно из рис. 4 при волочении через вращаемую волоку величины касательных напряжений на 58% меньше, чем при волочении в неподвижную волоку. Как видно из рис.5 при волочении через вращаемую волоку при входе в очаг деформации нормальное давление существенно падает, а на выходе резко возрастает в сравнении с неподвижной волокой. Это иллюстрирует характер воздействия интенсивных касательных напряжений при вращении волоки.
Load Prediction
75000 70000 65000 60000 55000 50000
О 45000 О 40000 45 35000 o 30000 1-1 25000 N 20000
10000 5000 0
-5000
-10000
Time (sec)
Рис. 3. Графики изменения усилия без вращения и с вращением волоки
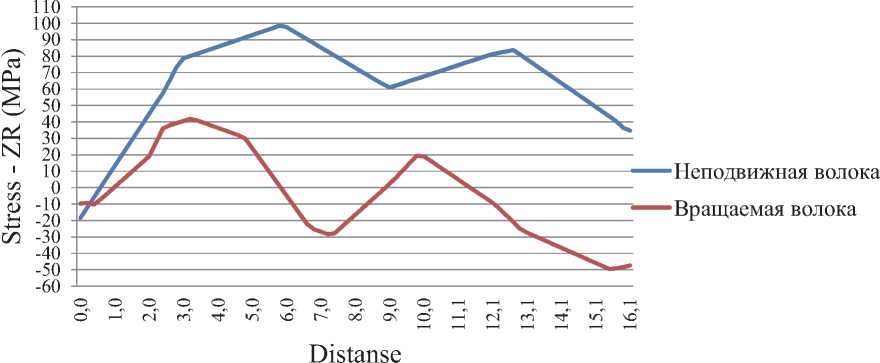
Рис. 4. График изменения касательных напряжений τ RZ на границе контакта заготовки с рабочим инструментом
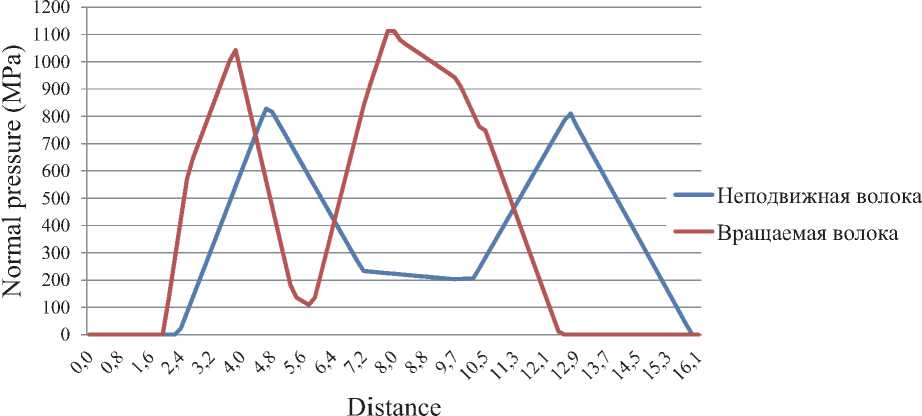
Рис. 5. График изменения нормального давления на границе контакта заготовки с неподвижной и вращаемой волоками
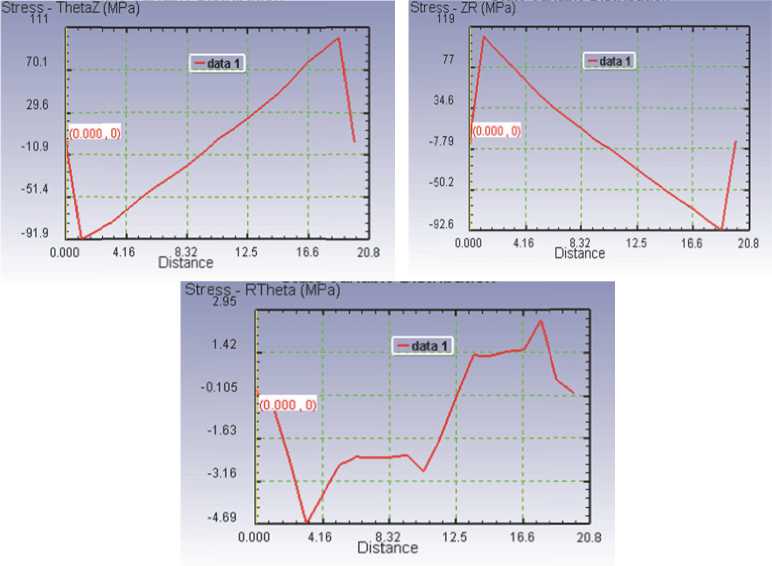
Рис. 6. Распределение касательных напряжений R 9 , 9 Z, ZR в поперечном сечении протянутого участка прутка при волочении с вращением волоки
Из рис. 6 следует, что вращение волоки в плоскости, перпендикулярной оси волочения, приводит к появлению на протянутом участке в поперечных сечениях касательных напряжений тR9 , т9Z, тRZ. При волочении в неподвижную волоку компоненты тензора напряжений тR9, т9Z , тRZ на протянутом участке равны нулю. При волочении в вращаемую волоку максимальные значения этих напряжений расположены в периферийных слоях под поверхностью готового профиля. Касательные напряжения т9Z и тRZ имеют противоположные знаки и с точностью до 5% равны по величине, и распределены по основ- ной части поперечного сечения по линейному закону, а на поверхности изделия равны нулю. Величина компоненты тR9 значительно меньше чем т9 z и т rZ .
Присутствие касательных напряжений на протянутом участке заготовки приводит к росту величины интенсивности напряжений при волочении с вращением волоки,
°1 = "^ J2^j? + 6(ТД9 + T9Z + TZR) , превышающей величину интенсивности напряжений при волочении без вращения волоки на 29%.
ЗАКЛЮЧЕНИЕ
Результаты моделирования волочения круглых профилей показали, что приведение волоки во вращательное движение в плоскости, перпендикулярной оси волочения, изменяет картину напряженно – деформированного состояния, как в очаге деформации, так и на протянутом участке изделия. Это приводит к снижению усилия протягивания на 32%, величины касательных напряжений τ RZ на границе контакта заготовки с волокой на 58% и нормального давления при входе в очаг деформации на 37% относительно волочения в неподвижную волоку. Отмечено полное проскальзывание заготовки в рабочем канале волоки. При комбинированной схеме нагружения на протянутом участке действуют напряжения волочения и дополнительные касательные напряжения, что повышает интенсивность напряжений на 29% в сравнении с обычным волочением.
Список литературы Моделирование волочения круглых профилей через вращаемую волоку
- Перлин И.Л., Ерманок М.З. Теория волочения. М.: Металлургия, 1971. 448 с.
- Тарнавский А.П. Эффективность волочения с противонатяжением. М.: Металлургия, 1959. 152 с.
- Sadok Lucjan, Urbanski Stanislaw. Spannungen nnd Verfomungen beim Ziehen ou Rohren. Bander -Blecherohre. 1987. 28. № 7. P. 135 -138.
- Логинов Ю.Н. Моделирование напряженно-деформированного состояния при волочении с вращением волоки//Кузнечно-штамповочное производство. Обработка материалов давлением. 2014. № 6. С. 39 -41.
- Каргин В.Р. Процессы получения винтовых профилей и труб М.: Металлургия, 1994. 96 с.
- Шевченко А.А., Сидоренко Г.А., Рогов М.В. Об особенностях процесса волочения с вращением контактных поверхностей инструмент-заготовка//Производство труб. М.: Металлургия 1971. Вып. 26. С. 108 -114.
- Kong L.X., Lin L., Hodgson P.D. Material properties under drawing and extrusion with cyclic torsion//Materials Science and Engineering. 2001. v.308.ISS 1 -2. p. 209 -215.
- Харитонов В.А., Усанов М.Ю. Влияние кручения при волочении круглой проволоки в монолитной волоке//Моделирование и развитие процессов ОМД. 2015. №21. С.82-88.
- Лошкарев О.Н., Маннабов Е.А. Анализ процесса волочения медной проволоки с использованием вращающейся волоки в среде DEFORM-3D // Научное исследование в области технических наук // Сборник научных трудов по итогам международной научно-практической конференции. №2. Саратов, 2017. С. 23-27.
- А.С. 645719 ССР В21С3/00. Устройство для волочения с кручением круглых профилей/В.А. Зазимко, М.В. Бабасов, Г.А. Савин и др. Открытие. Изобретения. 1979. Бюл. №5, с.15
- А.С. 130484 СССР МКИ 7с5 Устройство для скручивания некруглых профилей волочением/В.А. Колмогоров, Г.П. Моисеев, Ю.М. Шахнаев. Открытие. Изобретения. 1960. Бюл.№ 15, с.15
- А.с. 372002 СССР, МКИ В21С 3/14 Устройство для волочения круглых профилей с кручением/Аркулис Г.Э., Матвеев Ю.М., Батист А.И., и др.//Открытия. Изобретения. 1973. Бюл. № 12, с.32.
- Общее руководство по работе с инженерными программным комплексом DEFORM/И.М. Таупек, Е.Г. Кабулова, К.А. Положенцев и др. Старый Оскол: ООО ИПК «Кириллица», 2015 -217 с.
- Grechnikov F.V., Kargin B.V. Production Methods for Increasing Pipe Drawing Tool Life//Metallurgist. 2016. Vol. 60. Issue 5-6. Pp. 519-523.
