Моделирование воздушно-решетной зерноочистительной машины

Автор: Ермольев Юрий Иванович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 8 (51) т.10, 2010 года.
Бесплатный доступ
Приведена математическая модель процесса функционирования воздушно-решетной зерноочистительной машины, показаны условия и результаты этого моделирования.
Процесс, показатели сепарации, математическая модель, результаты моделирования
Короткий адрес: https://sciup.org/14249477
IDR: 14249477 | УДК: 631.362.001.573
Modeling air-net winnowing machine
The article gives mathematical model of the air-net winnowing machine (grain separator), conditions and results of modeling this process are shown.
Текст научной статьи Моделирование воздушно-решетной зерноочистительной машины
Еф§м = {F,A,G§[k§m(x),Т§m(х)]}^max ;(1)
AM c Am , F c F, x e Gm (x, u);(2)
be <[bc], bпз <[bпз], §p <[§p].(3)
Здесь F – вектор входных воздействий на принятую в зерноочистительной машине систему операций.
F = {q, aj, W, M (bj), ^(bj ), fQ (B), fQ (H) } ,(4)
А – вектор управляющих факторов системы, обеспечивающих ее функционирование,
^A = {B ш, hn,, Vei, fq (Bn), fv (Вп), Pcx (P), fQx (H ), /qx (B), К §m (х)} .
Векторы входных и управляющих воздействий на пневмосепаратор 1 F и A П1 , на решетный модуль – F Р и A Р , на пневмосепаратор 2 – F П2 и A П2 показаны на рис.1.
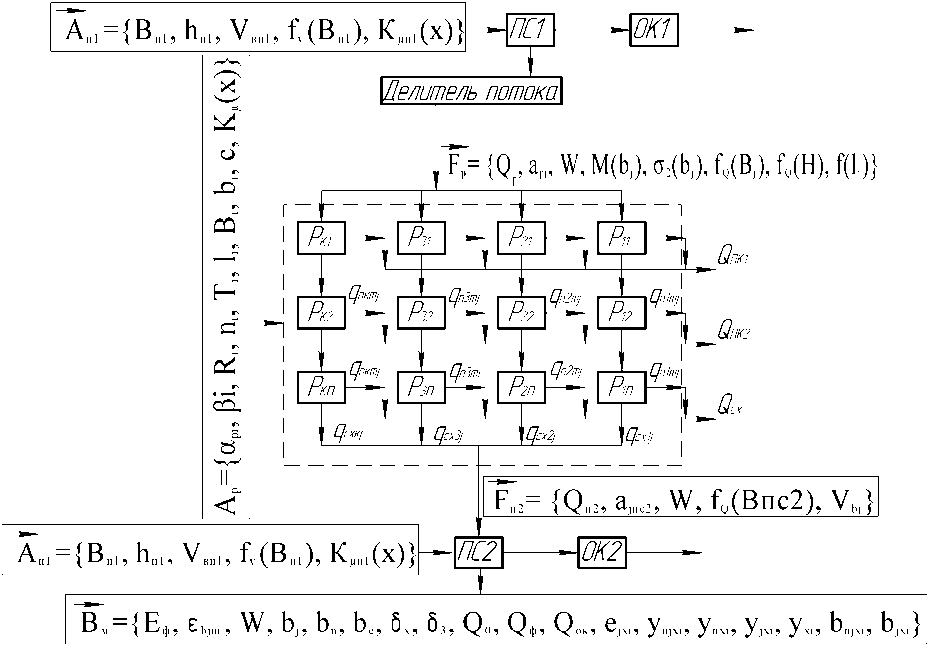
Рис.1. Структурная схема воздушно-решетной зерноочистительной машины с многоярусными решетными модулями
В формуле (1) х - набор технологических операций из GM ( x , u ) множества, реализуемых в К 5 м функциональной схеме ВРЗОМ. G 5 [ К 5 м ( х ), T 5( х ) ] - функционал, определяющий показатели технологического процесса в ВРЗОМ (полнота выделения j-х компонентов, потери зерна, содержание в очищенном зерне других j -х компонентов), для принятой К 5 м ( х ) схемы.
Выходные показатели функционирования зерноочистительной машины определяются вектором ВM , независимые аргументы которого случайные в вероятностно-статистическом смысле величины:
В м = { е ф , е bj ц , w , b j , b ю, b с, 5 3 i , 5 з , Q o , Q ф , Q ок , е jxi , y n jxi , y n xi , y jxi , y xi , b n jxi , b jxi } ,
где Еф - критерий эффективности реализации технологического процесса ВРЗОМ; еbjц - полнота выделения из зернового материала отделяемых j-х компонентов; 5зi, 5з - потери зерна на xi операции и общие; Q0, Qф, Qок - масса выхода очищенного зерна, фуражных отходов и отходов разных категорий; ynjxi, ynxi - масса j-х и всех компонентов, содержащихся в зер новом материале после реализации xi -й операции; yjxi,yxi - масса j-х и всех компонентов, выделенных из зернового материала после реализации xi -й операции; bnjxi - содержание j-го компонента в массе очищаемого материала и в выделяемых фракциях bjxi; е jxi -полнота прохода j-го компонента в очищаемый зерновой материал после выполнения xi -й операции.
Ъ-е,
Е ф = 1 - ^ ----, (7)
L a j = 2
функция цели:
E ф ^ max . (8)
Обозначения элементов, входящих в выражения (1)-(8), определены в предыдущей работе автора [1].
В общем виде плотность вероятности распределения зернового материала по ширине В пневмоканала и решетного модуля - /q (B), а плотность вероятности распределения скорости воздушного потока в пневмоканале - /V (Bп). Тогда количество зернового материала Qp, попадающего на каждый р-й участок (р=1, 2, …, е) k-й ширины рабочего органа, f/Q (в )dB
Q p = BQ0- p - 1 -------, (9)
f /q (B )dB p а средняя скорость воздушного потока на р-м участке:
f / v ( B ) dB
Vp = BV p - 1 . (10)
p ke
f /v (B) dB
p
Полнота выхода j -х компонентов зернового материала в очищенное пневмосепаратором зерно:
t Q, ^ ( Q p V )
£ = p '-------------------, nkj Qe
где enkj(Qp,Vp) - полнота выхода J-го компонента в очищенное пневмосепаратором зерно для ус ловий сепарации, определенных подачей Qp зернового материала и скоростью V, воздушного потока на р-м участке пневмосепаратора e S<2 ,V )= fГQ ,W,a.,MM ,f (B), f (B),B ,h ,f 1, (12)
nkj \ p p / p j 0 vj v Q ni ni ni где MvJ - математические ожидания средних скоростей витания j-х компонентов в исходном материале; Вn, - ширина i-го пневмоканала; hni - глубина i-го пневмоканала; fni- условия ввода зернового материала в пневмоканал.
Конкретные математические модели, определяющие еnkJ для вертикальных пневмокана- лов, пневмосепараторов с активным вводом зернового материала в вертикальный или наклонный пневмоканал определены [1].
При выполнении ограничений (1)-(3) можно рассчитать показатели процесса сепарации:
- содержание сорных примесей (j' =1, 2, ..., с) в очищенном зерне bC = L «^ [^.епJ ; j=C V j=i )
( 13)
- полнота выделения ebc пневмосепаратором в отходы сорных (j' =1, 2, „., с) примесей е b c
= t [ aj (1 - e п Kj ) ] / ^Laj ' J = C j = 1
– содержание j -х компонентов в очищенном зерне
b
= a j e C j
b
/ L
V j = 1
I a j e п Kj ;
)
– полнота выделения j-го компонента зернового материала в пневмосепараторе ebj =(1-ек); (16)
– содержание j-го компонента зернового материала в легких отходах bo = a J '1 e^. )
;
– масса отходов и масса очищенного в пневмосепараторе зерна b
Q O = L Qa j (1 -е п kj ) , кг/(м - с) ; Q k = Q - Q о , кг/(м - с). (18)
j = 1
Построенная математическая модель процесса сепарации гетерогенной сыпучей среды адекватна [2] и позволяет, используя известные методы параметрического и структурного синтеза, проводить многомерный анализ процесса и оценивать рациональные параметры пневмосепаратора для задаваемых условий и ограничений на показатели его функционирования.
Входное воздействие на рассматриваемый решетный модуль выражается вектором Fp, независимые аргументы которого случайные в вероятностно-статистическом смысле величины:
F p = [ Q p , a pj ,W , M ( b ), a 2 ( b ), fQ ( B i ), fQ ( H ), f ( / i ) ] . (19)
Активные средства, определяющие эффективность функционирования решетного модуля, найдем вектором А р :
Л = [ a p , P i , R i , n, T, l i , B i , b i , c , K , ( x ) ] , (20) где все показатели определены [1].
Различные базовые решетные модули, которые можно использовать в ВРЗОМ, математические модели, описывающие процессы функционирования базовых и комплексных (составленных из различных структур базовых модулей) решетных модулей, определены [1].
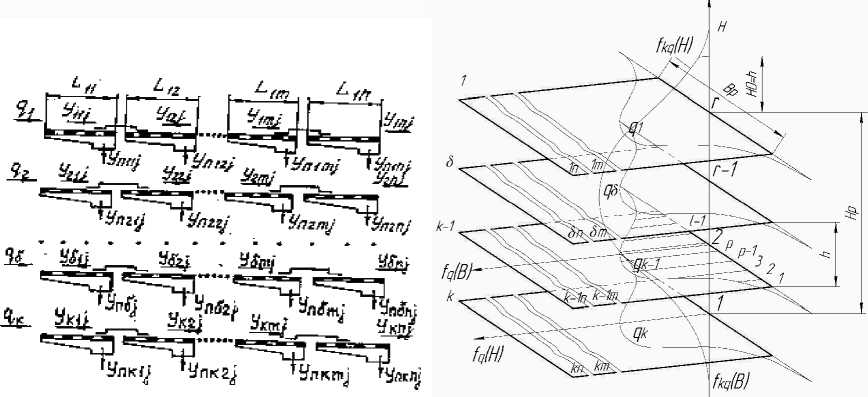
Рассмотрим, для примера, в общем случае многоярусный решетный модуль (рис.2) с неоднородными по длине ( 1 ц,... 1 1 n ) и высоте (1, 2, „., к ) решетами и с различными кинематическими параметрами. В общем виде на ярусы решет поступает q 1 j ,q 2j ,..., q nj ,q K j количество j -го компонента сыпучего материала с их торцов, определяемое плотностью вероятности распределения f Q ( H ) случайной величины Q (подача сыпучего материала на ярусы (1, 2, „., к решет)) по высоте H расстановки ярусов решет: Q=QK (18), содержание j -х компонентов в сыпучем материале b j определяется из выражения (15). Распределение случайной величины q 5 по ширине В р сепараторов в ярусах определяется плотностью вероятности f ( B ) В качестве допущения здесь и далее будем считать поступление сыпучих материалов на ярусы решет постоянными по времени (процесс квазистатичный) и с равномерным распределением j -х компонентов в сыпучем материале ( j =1, 2, …).
а ) б )
Рис.2. Многоярусный решетный модуль ( а ). Плотность f g ( H) вероятности поступления зернового материала на к - е решетные ярусы и плотность вероятности f 5 q ( B ) его распределения по их ширине Bp ( б)
Полноту просеивания j -го компонента на 5 -м решетном ярусе можно определить по из- вестному выражению [1]:
p = 1 £ 5 j =
Е q 5 p a j^ ykq 5 p )
q 5 a j l
где q 5 p - приведенная подача сыпучего материала на p -й участок (по ширине B )
BQ
(p = 1,2,..., e) n -го решетного яруса, q5p = ""^"P5Qp ; k=B\e — ширина p -го участка яруса решет; P5qp - вероятность попадания случайной величины Q на p -й участок по ширине
5 -го решетного яруса.
P 8 Qp = P rQ P 5 pq . (22)
Здесь Р Г q - вероятность попадания случайной величины Q на Г - ( Г - 1 ) участок ( 5 -й
|
решетный ярус): Г J f Q ( H ) dH Г - 1 P r Q С ; J f Q ( H ) dH Г = 1 |
J f q ( B ) dB P 5 pq = - (23) J f 5 q ( B ) dB p = 1 |
При этом подача q5 сыпучего материала на 5 -й решетный ярус q5= QPrQk; (24)
85 j ( q 5 p ) - полнота просеивания j -го компонента на p -м участке 5 -го решетного яруса при подаче q 5 p сыпучего материала на этот участок, определяется из различных выражений в зависимости от многих факторов:
85j (q5p ) = f (Q, aj , W, Y, fj , L5m , dm , am , Pm , Rm , Nm , n), где fj, у - вид сыпучего материала (зерно, семена трав и др.) и его плотность; L5m - длина m - го решета 5 -го решетного яруса; d5m - рабочий размер отверстий m -го решета 5 -го яру са; а5m,р5m,R5m,N5m - угол наклона к горизонту, направленность, амплитуда и частота колебаний m -го решета в 5 -м ярусе; n - количество решет в ярусе.
l jfQ ( H ) dH J f 5 q ( B ) dB
A
Q
r----------pr--------
p = 1 J f Q ( H ) dH j f 5 q ( B ) dB
r = 1 p = 1
8 5 j —
A q 5 a j
j где 85jp 8(n-1)ojp + [1 85(n-1)ojp ] 85njp .
При известной полноте просеивания 85 j j -го компонента на отдельном ярусе решет ( 5 = 1,2,..., к ) полнота просеивания j -го компонента на всех ярусах решетного модуля определяется из выражения
k
A q 5 a 5 j 85 j
= 5=1 __________
,
8j" Qajk где a5j - содержание j -го компонента в сыпучем материале, поступающем на 5 -й решетный ярус.
Сход j -го компонента с p -го участка 8 m -го решета определяется из выражения
Y, -
8 mpj
m
= q 8 р а7 П a 8 1 р ( h ) exP
m
—
2y 2B, 202.b, V-V-L, I 8 i 8 pi p8 ij 8 ij 8 ij 8 i
i = 1
V
4 q 8 ip
У.
.
Принимая, что для каждого p -го участка и для каждого 8 m -го решета параметры сепарации а 8 mj ( h ) , b 8 mj , V 8 mj различны, но постоянны в пределах ограниченной длины 8 m -го решета, массу просеивания j -го компонента сыпучего материала на длине Х p -го участка 8 m -го решета можно определить из выражения
У
Y n 8 mj ( X ) = Y 8 ( m — 1)/
1 — a 8 mj ( h ) e xP
—
Y 8 m 8 m p8 mj 8 mj
V
{Z Y .( m —O j
У У
а полноту просеивания j -го компонента на длине l 8 m -го решета модуля - из выражения
l
^^, q 8 mp a 8 mj 88 mj ( q 8 mp , L )
_ P = 1
8 8 mJ
J f Q ( H ) dH mi
E Qa 8j --------П(1 — 88 j) aj l j J fQ (H) dH i=0
8= 1
.
Полнота просеивания j -го компонента 8mj через все m -е решета к ярусов определяется из выражения
k
8 mj = ^ 8 8 mj
8= 1
r
J fQ (H) dH r—1
c
J f Q ( H ) dH
8= 1
.
Полнота просеивания j -го компонента 8j через все решета k -ярусного решетного моду ля
8 j = 8 ( n — 1 ) oj + [ 1 — 8 ( n — 1 ) 0 j ] 8 nj ,
где 8 ( n — 1 ) 0 j - полнота просевания j -го компонента через все ( n — 1 ) последовательные решета в k ярусах.
Полнота схода 8 CX 8 mj j -го компонента со всего 8 m -го решета
8 СХ 8 mj =
q 8 mp a j 8 cXmj ( q 8 mp ) p = 1
q 8 m a j l
,
а со всех m -х решет k -ярусного решетного модуля
k
8 CXmj = ^ P ГQ 8 CX 8 mj .
8= 1
Полученные выражения (19)-(33) позволяют оценить проход j -х qпδmj и всех qпδm компо- нентов сыпучего материала через δm -е решета отдельных ярусов и всех k ярусов Qпδmj , Qпδm и содержание j-х компонентов в проходе каждого m -го решета δ -го яруса bδmj и всех m -х ярусов bmj [1].
Входное воздействие на второй пневмоканал определяется вектором F П2 , активные средства – вектором А П2 (рис.1).
Математическая модель оценки показателей функционирования второго пневмоканала аналогична (9)-(12) при подаче зернового материала в пневмосепаратор 2, равной выходу очищенного в решетном модуле зерна. Проведенные исследования показали, что построенные математические модели с 95-процентной (полнота выделения сорных примесей – 90%) доверительной вероятностью адекватно описывают процесс сепарации в воздушно-решетной зерноочистительной машине [1].
Параметрический синтез. Параметрический синтез функциональной схемы и задаваемой техническим заданием вариации величин аргументов векторов входных F (4) и управляющих A (5) воздействий проводится с использованием соответствующих математических моделей методом нелинейного программирования – методом сканирования с ограничениями, так как отсутствует унимодальность функции цели (8) и нелинейные ограничения (2)-(3).
На втором иерархическом уровне синтезируется функциональная подсистема решетного модуля (РМ) с делителем зернового потока (ДЗП) для ВРЗОМ.
Для синтезированных рациональных параметров рассматриваемой структуры РМ (например, схема РМ, число решетных полотен, форма и размеры отверстий решет, кинематические параметры: частота, амплитуда колебаний, угол наклона решет к горизонту, угол направленности их колебаний) проводится многомерный анализ процесса функционирования РМ при различных величинах вектора выходных F p (19) и управляющих A p (20) воздействий, определяемых выходными показателями функционирования ПС.
Эффективность сепарации зерновых (пшеница, рис) и семян подсолнечника с учетом ограничений размеров решетных полотен (ТУ 23.2.2068-89), изготавливаемых в России, а также приводов решетных модулей и систем их очистки от забивания отверстий выявлена для одноярусных трехрешетных модулей.
Определен рациональный решетный модуль с параллельной и последовательной схемами сепарации зернового материала, функциональные показатели которых соответствуют заданным, для очистки зерна с учетом проведенного параметрического и структурного синтеза комплексных решетных модулей [1]
С использованием математической модели (1)-(33) был разработан алгоритм программ для ЭВМ ПК, позволяющий проводить параметрический синтез (8) с учетом принятых ограничений (2)-(3) и значений аргументов векторов F , А , A p, Bм [1].
Для проведения многомерного анализа оценки основных показателей функционирования обоснованного варианта ВРЗОМ (рис.3) при вариации аргументов вектора F (рис.1) осуществлено моделирование процесса системной сепарации зерна.
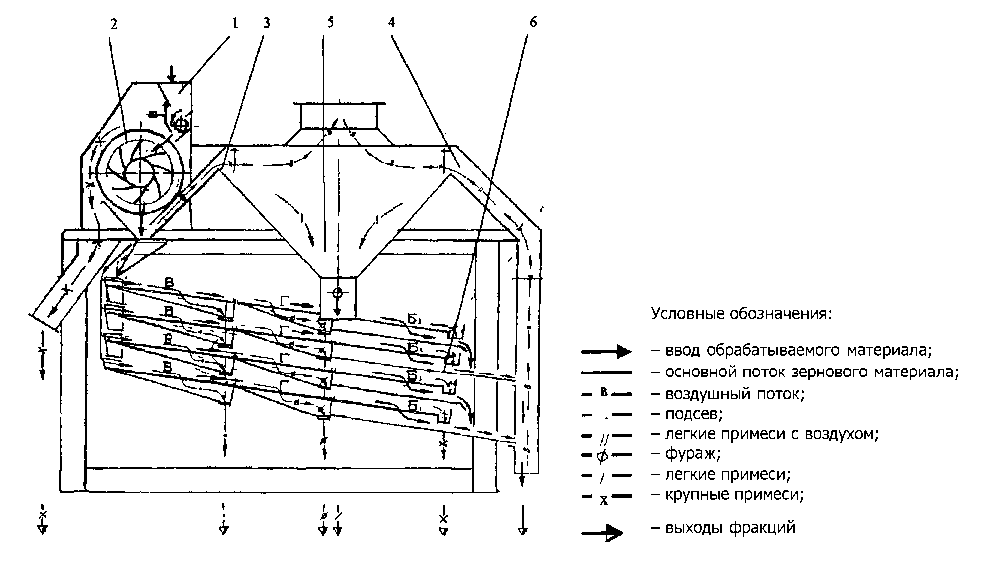
Рис.3. Технологическая схема воздушно-решетной зерноочистительной машины: 1 – камера приемная; 2 – скельператор барабанный; 3, 4 – каналы аспирационные;
5 – камера осадочная; 6 – 4-ярусный решетный модуль
При моделировании приняты следующие допущения: плотность распределения вероятности поступления зернового материала по ширине решетного модуля подчиняется нормальному закону с коэффициентом вариации 20,26%; плотность вероятности распределения зернового материала по высоте решетных ярусов характеризуется коэффициентом вариации X q ( H ) , изменяющимся в пределах от 0 до 54,4%.
Результаты моделирования. Выявлено (рис.4, а ), что в рассмотренном интервале подач изменение коэффициента вариации неравномерности поступления зернового материала на отдельные решетные ярусы несущественно влияет на выделение из него крупных сорных примесей и дробленой соломы.
Полнота выделения мелких сорных примесей s„ (рис.4, 6 ) в интервале подач от 2,775 до в см
4,635 кг/с незначительно уменьшается при изменении коэффициента вариации от 0 до 54,41%. Для интервала подач 4,635-8,58 кг/с sB незначительно снижается при изменении коэффициента см вариации от 0 до 23%. При дальнейшем увеличении Xq(H) происходит существенное снижение полноты выделения мелких сорных зерновых примесей. Агропоказатель bc< 1% (bc - содержание сорных примесей в очищенном зерне) выполняется на всем рассматриваемом диапазоне вариации подач Q и Xq(H) (рис.5,а).
Существенное влияние изменения коэффициента Xq(H) и подачи оказывают на выделение из рассматриваемого материала зерновых примесей sвпз на всем интервале изменения подач. Например, для Q = 3,705 кг/с при изменении Xq(H) от 0 до 54,4% sвпз снижается на 5%, а для Q = 8,115 кг/с при изменении Xq(H) в том же интервале sвпз снижается на 7%. При этом агропоказатель bПЗ< 2% (содержание зерновых примесей в очищенном зерне) выполняется при различных значениях Xq(H) для разных подач. Так, при Xq(H) =24% максимально допустимая по- дача составляет 6,495 кг/с (23,2 т/ч). Для Q = 5,65 кг/с и более увеличение Xq(H) существенно влияет на потери зерна в фуражные и неиспользуемые отходы. Так, для Q = 6,495 кг/с макси мально допустимое значение Xq(H) составляет 35,66%, а для Q = 8,115 кг/с Xq(H)max = 18,1%.
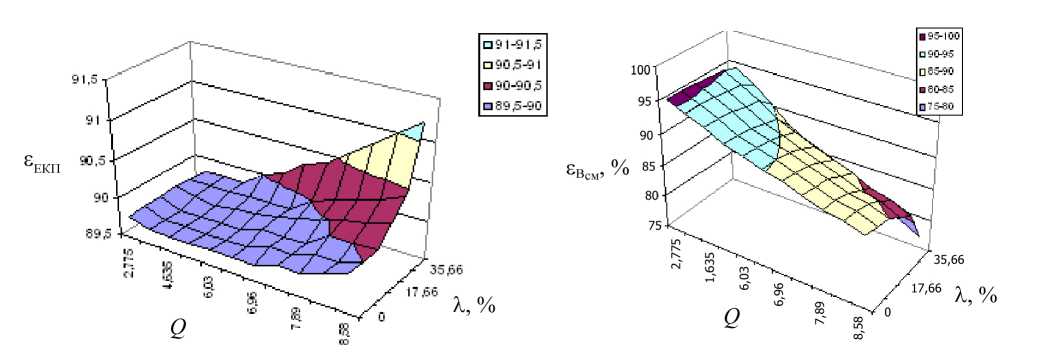
Рис.4. Зависимость полноты выделения компонентов из зернового материала, очищенного воздушно-решетной машиной от подачи Q зернового материала в машину и величины коэффициента вариации X неравномерности поступления зер нового материала на отдельные решетные ярусы: а - крупных £вкп и б - мелких сорных £„ всм
Выявлена усредненная допустимая неравномерность поступления зернового материала на решетные ярусы в пределах Xq(H) =28-30%. При синтезе основных параметров зерноочистительной машины для различных основных величин Q и /q (H) усредненные рациональные па раметры: Vb = 6 м/с, n = 7,92 об/с, Ь1 = 1,7 мм, b2 = 2,0 мм, b3 = 3,6 мм.
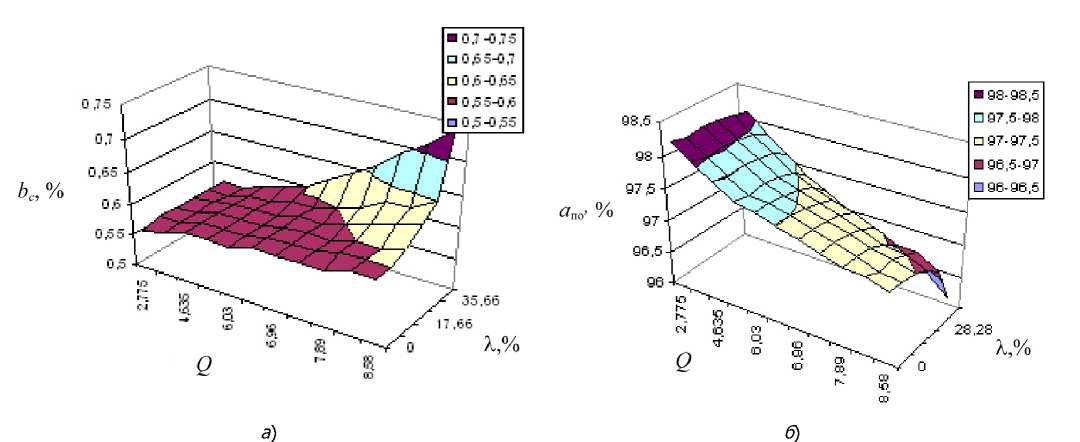
Рис.5. Зависимость содержания в зерне, очищенном воздушно-решетной машиной, сорных примесей bс (а) и чистоты aпо (б) зерна от подачи Q зернового материала в машину и величины коэффициента вариации X неравномерности поступления зернового материала на отдельные решетные ярусы
Выводы. Проведенное моделирование с использованием методов параметрического синтеза позволило проанализировать количественные зависимости показателей функционирования воздушно-решетной зерноочистительной машины при широкой вариации факторов, воздействующих на этот процесс для принятых условий и технологических ограничений, и синтезировать основные параметры ее работы [1].
Список литературы Моделирование воздушно-решетной зерноочистительной машины
- Ермольев Ю.И. Проектирование технологических процессов и воздушно-решетных и решетных зерноочистительных машин/Ю.И. Ермольев, А.В. Бутовченко, М.Н. Московский, М.В. Шелков. -Ростов н/Д: Издательский центр ДГТУ, 2010. -638 с.
- Ермольев Ю.И. Технологические основы интенсификации процесса сепарации зерна воздушно-решетными зерноочистительными машинами и агрегатами: дис. … д-ра техн. наук: 05.20.01. -Ростов н/Д, 1990. -345 с.
- Ermol'ev Yu.I. Proektirovanie tehnologicheskih processov i vozdushno-reshetnyh i reshetnyh zernoochistitel'nyh mashin/Yu.I. Ermol'ev, A.V. Butovchenko, M.N. Moskovskii, M.V. Shelkov. -Rostov n/D: Izdatel'skii centr DGTU, 2010. -638 s. -In Russian.
- Ermol'ev Yu.I. Tehnologicheskie osnovy intensifikacii processa separacii zerna vozdushno-reshetnymi zernoochistitel'nymi mashinami i agregatami: dis.… d-ra tehn. nauk: 05.20.01. -Rostov n/D, 1990. -345 s. -In Russian.
