Модельное прогнозирование показателей функционирования воздушно-решётной зерноочистительной машины от роста эффективности операции пневмосепарации

Автор: Ермольев Юрий Иванович, Бутовченко Андрей Владимирович, Дорошенко Артм Александрович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 1 (76) т.14, 2014 года.
Бесплатный доступ
Рассмотрена взаимосвязь роста эффективности процесса пневмосепарации и показателей функционирования воздушно-решётной зерноочистительной машины. Приведена математическая модель функционирования пневмосепаратора и решётной машины, как замкнутой квазистатической системы. В качестве критериев приняты агропоказатели функционирования машины. При вариации подачи, технологических свойств исходного материала и полноты выделения каждого компонента выявлены рациональные параметры аргументов управляющих факторов, определены численные результаты величины потерь зерна, полноты выделения сорных, зерновых примесей, а также их содержания в очищенном материале. Построенная математическая модель процесса пневмосепарации гетерогенной сыпучей среды позволяет, используя известные методы параметрического и структурного синтеза, проводить многомерный анализ процесса и оценивать рациональные параметры пневмосепараторов для задаваемых условий и ограничений на показатели его функционирования. По результатам моделирования выявлена тенденция изменения показателей функционирования машины и их взаимосвязь с агропоказателями. Полученные при моделировании результаты показали значимое увеличение производительности и технологических показателей функционирования подобных машин от роста эффективности их пневмосепаратора.
Пневмосепаратор, математическое моделирование, параметрический синтез, многомерный анализ, показатели функционирования
Короткий адрес: https://sciup.org/14250035
IDR: 14250035 | УДК: 631.362.001.573 | DOI: 10.12737/3511
Pattern forecasting of performance indices for air-and-screen cleaner from chaffing efficiency rise
The interrelation of the chaffing process efficiency growth and the air-screen grain-cleaner performance indices is considered. A mathematical functional model of the air separator and the screen cleaner is described as a closed-loop quasi-static system. Agronomical performance indices of the machine are accepted as criteria. Through variation of the delivery, technological properties of the basic material and of the completeness of each component separation, the rational values of the control factor arguments are revealed, the numerical results of the grain loss magnitude, completeness of the foreign and other grain separation, as well as their content in the purified material, are determined. The developed mathematical model of the heterogenic granular medium chaffing allows - through the known parametric and structural synthesis methods - conducting a multivariate analysis of the process and evaluating the air separator rational parameters for the specified conditions and the restrictions to its performance indices. As a result of modeling, a trend of the index variation of the machine performance and their interrelation is revealed. The obtained results have shown a significant increase in productivity and technological parameters of the similar machine performance from the efficiency growth of their air separator.
Текст научной статьи Модельное прогнозирование показателей функционирования воздушно-решётной зерноочистительной машины от роста эффективности операции пневмосепарации
Введение. Целесообразно выявить количественное влияние роста эффективности операции пневмосепарации зернового материала на эффективность всех операций первичной очистки зерна в современных воздушно-решётных зерноочистительных машинах.
Решение задач программного прогноза с использованием функционально-иерархических моделей позволит выявить рациональные направления повышения эффективности функционирования воздушно-решётной зерноочистительной машины (ВРЗОМ), оценить качество первичной очистки зерновых культур с учётом прогнозируемого роста эффективности выполнения этой частной технологической операции.
Для решения поставленных задач использован метод модельного прогнозирования [1]. Для анализа выделена современная зерноочистительная ОЗС-50/25 (разработана ГСКБ ОАО «Зерноочистка»).
Математическую модель процесса функционирования ВРЗОМ, как замкнутой квазистатич-ной системы с заданной k δ -й функциональной схемой, в общем виде можно записать [2]:
Еф. = {F, A, G. - m (x), Т.m (х)]} ^ max ;(1)
Am c Am , F c F , X e Gm (X, u);(2)
вс ^[вс ], впз ^[впз ] , б p ^[5 p ] .
Здесь F — вектор входных воздействий на принятую в зерноочистительной машине систему операций (рис. 1)
F = {Q, aj, W, M (bj) ,0 (bj), fQ (B), fQ (H)},(4)
Работа выполнена по теме № 2.2.13 в рамках выполнения госзадания Минобрнауки России.
А — вектор управляющих факторов системы, обеспечивающих её функционирование,
^ = В , h ni V , f q ( B n ) , f ( В п ) , P cx ( P i ) , Q ( H ) , Q ( B ) , K^ ( X ) } . (5)
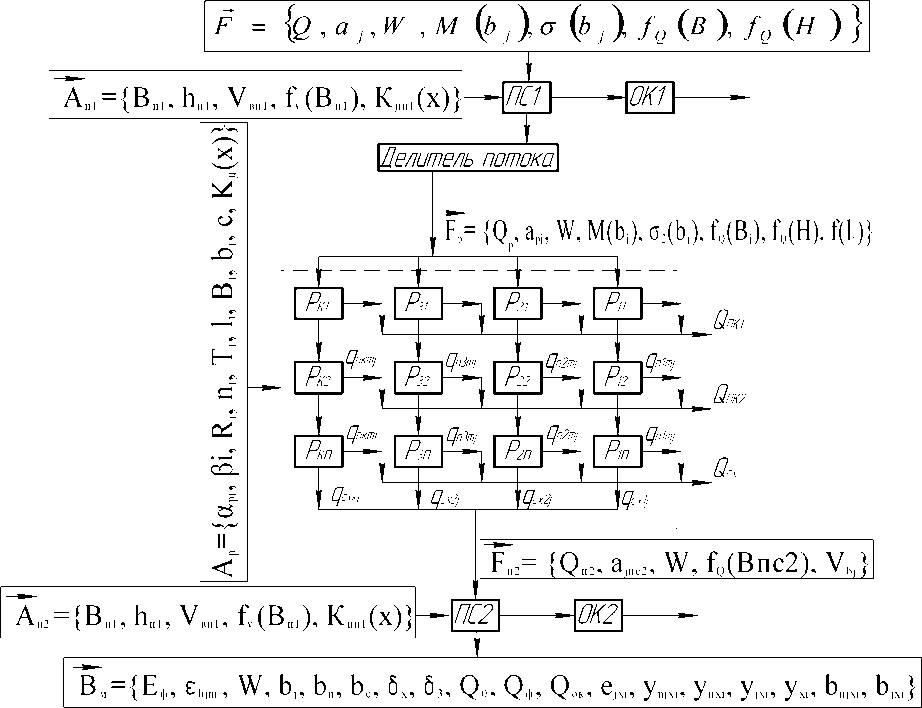
Рис. 1. Структурная схема воздушно-решётной зерноочистительной машины с многоярусными решётными модулями
Векторы входных и управляющих воздействий на пневмосепаратор F и AП 1, на решётный модуль — FР и AP , на пневмосепаратор № 2 — FП 2 и AП 2 показаны на рис. 1.
В формуле (1) X — набор технологических операций из GM ( x,и ) множества, реализуемых в K 6m функциональной схеме ВРЗОМ. G б { к б m ( х ) , Т б ( х ) } — функционал, определяющий показатели технологического процесса в ВРЗОМ (полнота выделения j -х компонентов, потери зерна, содержание в очищенном зерне других j -х компонентов), для принятой KЪт ( х ) -й её схемы.
Выходные показатели функционирования зерноочистительной машины определяются вектором ВM , независимые аргументы которого в вероятностно-статистическом смысле случайные величины:
В М = { Е ф , £ bj \i , W , b j , Ь пз , b c , ^ 3i ,^ з , Q o , Q ф , Q OK , £ jxi , y njxi , y nxi , y jxi , y xi , b njxi , b jxi } , (6)
где Еф — критерий эффективности реализации технологического процесса ВРЗОМ; εbjμ — полнота выделения из зернового материала отделяемых j-х компонентов; δзi, δз — потери зерна на xi-й операции и общие; Qo,Qф,Qок — масса выхода очищенного зерна, фуражных отходов и отходов разных категорий; ynjxi, ynxi — масса j-х и всех компонентов, содержащихся в зерновом материале после реализации xi-й операции; yjxi, yxi — масса j-х и всех компонентов, выделенных из зернового материала после реализации xi-й операции; bnjxi — содержание j-го компонента в массе очищаемого материала и в выделяемых фракциях bjxi ; εjxi — полнота прохода j-го компонента в очищаемый зерновой материал после выполнения xi -й операции.
|
Е - 1 - |
2 a j e j - j - 2 (7) |
—
|
ф |
l , () 2 a j j - 2 |
Функция цели
Е ф ^ max. (8)
В общем виде плотность вероятности распределения зернового материала по ширине В пневмоканала и решётного модуля — fQ ( B ) , а плотность вероятности распределения скорости воздушного потока в пневмоканале — fV ( В п ) . Тогда количество зернового материала Q p , попадающего на каждый p -й участок ( р = 1, 2, …, е ) k -й ширины рабочего органа,
p
J f (B ) dB
V = BV p к
p — 1
•------------------------------------------------------ e
J fv (B ) dB
p
Полнота выхода j -х компонентов зернового материала в очищенное пневмосепаратором зерно: e
2 Q p^ nkj Q p , V p )
e j - p - 1 Q.e —[ 1 + ( 1 — k j ) ] , (11)
где e n kj ( Q p , V p ) — действительная полнота выхода j-го компонента в очищенное пневмосепаратором зерно, для условий сепарации, определённых подачей Q p зернового материала и скоростью V p воздушного потока на р -м участке пневмосепаратора; k j — прогнозное увеличение полноты выделения j -го компонента в пневмосепараторе.
e nkj (Q p ,V p ) = f [Q p , W , a j o , M vj , f v (B ) , f Q (B ) , Brt , hrt , f ] , (12)
где M vj — математические ожидания средних скоростей витания j -х компонентов в исходном материале; В ni — ширина i -го пневмоканала; h ni — глубина i -го пневмоканала; f ni — условия ввода зернового материала в пневмоканал.
Конкретные математические модели, определяющие ε nkj , для вертикальных пневмоканалов, для пневмосепараторов с активным вводом зернового материала в вертикальный или наклонный пневмоканал определены [2].
При выполнении ограничений (1)‒(3) можно рассчитать показатели процесса пневмосепарации:
содержание сорных примесей ( j = 1, 2, …, с ) в очищенном зерне
2 a j E j
b e =
j = C
b ;
2 ajE пк j=1
полнота выделения ε bc пневмосепаратором в отходы сорных ( j = 1, 2, …, с ) примесей
E bc =
2 [ a j ( 1 - E пк
J = C
b
2 aj
j = 1
;
содержание j-х компонентов в очищенном зерне ajεCj bj b ;
2 ajEпк j=1
полнота выделения j- го компонента зернового материала в пневмосепараторе E b n = ( 1 - E пк ) ;
содержание j- го компонента bjO зернового материала в лёгких отходах
1 - E bjo = a .----------к-------; 2[aj (1 - Eпк )] j=1
масса QO отходов и масса очищенного в пневмосепараторе зерна
Q on = 2 Qa j ( 1 - E пк ) , кгям ' с); Q K n = Q - Q O , кг/(м - с). j = 1
Построенная математическая модель процесса пневмосепарации гетерогенной сыпучей среды адекватна. Ранее в [1, 3‒9] доказана адекватность отдельных элементов, входящих в эту систему. Это позволяет, используя известные методы параметрического и структурного синтеза, проводить многомерный анализ процесса и оценивать рациональные параметры пневмосепараторов для задаваемых условий и ограничений на показатели его функционирования [4].
Входное воздействие на рассматриваемый решётный модуль выражается вектором Fp, не- зависимые аргументы которого в вероятностно-статистическом смысле случайные величины:
F p = Q , a pj , W , M ( b j ) ,o 2 ( b j ) , f Q ( B i ) , f Q ( H ) , f ( l ) ] . (19)
Активные средства, определяющие эффективность функционирования решётного модуля, найдём вектором Ар :
А р = [ a pi , в i , R i , n i , T i , l i , В , , b i , c , Kv ( x ) ] ,
где все показатели определены [2, 10].
Различные базовые решётные модули, которые можно использовать в ВРЗОМ, математические модели, описывающие процессы функционирования базовых и комплексных (составленных из различных структур базовых модулей) решётных модулей определены [2, 10].
Рассмотрим в общем случае многоярусный решётный модуль ВРЗОМ (рис. 2) с неоднородными по длине (111, „., 11 n) и высоте (1, 2, „., k) решётами и с различными кинематическими па раметрами. В общем виде на ярусы решёт поступает q1 j, q2j, „., qnj, qRj количество j -го компо- нента сыпучего материала с их торцов, определяемое плотностью вероятности распределения fQ (H) случайной величины Q (подача сыпучего материала на ярусы (1, 2, ..., к решёт) по высоте H расстановки ярусов решёт: Q = Qк (см. выражение (18)), содержание j-х компонентов в сыпучем материале bj определяется из выражения (15)). Распределение случайной величины qδ по ширине Вр сепараторов в ярусах определяется плотностью вероятности f5 (B). В качестве допущения здесь и далее будем считать поступление сыпучих материалов на ярусы решёт постоянными по времени (процесс квазистатичный) и с равномерным распределением j -х компонентов в сыпучем материале (j = 1,2, ...).
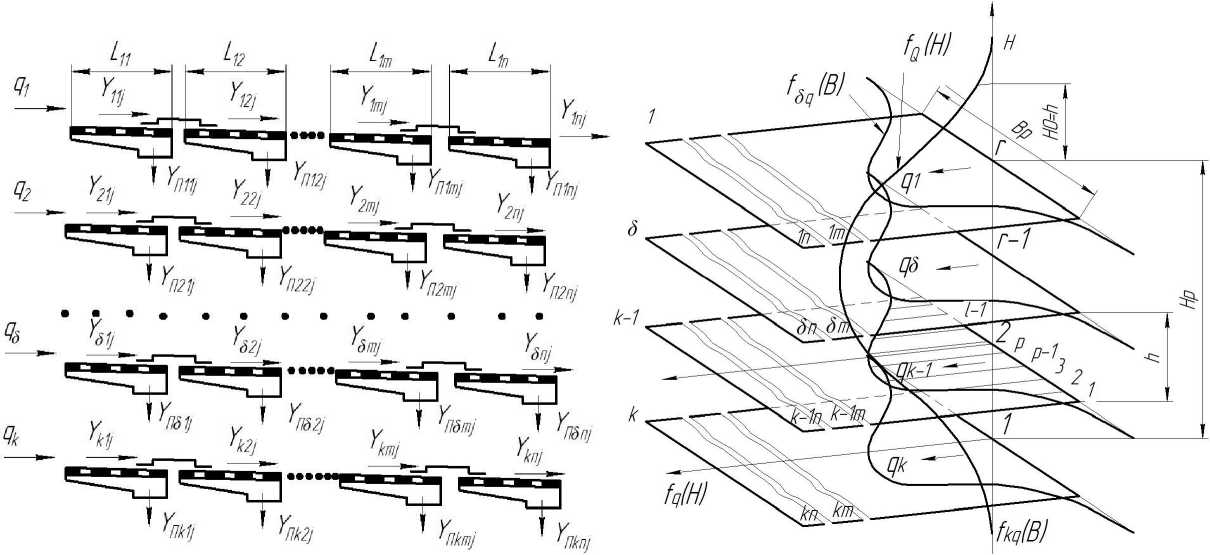
Рис. 2. Многоярусный решётный модуль. Плотность fQ ( H )
вероятности поступления зернового материала на к-е решётные ярусы и плотность вероятности f5q (B) его распределения по их ширине Bp
Полноту просеивания j -го компонента на δ -м решётном ярусе можно определить по известному выражению [2]:
| j fQ ( H ) dH j f 6 q ( B ) dB
Z Q • 1-- p --- a j « ■ £ « jp ( q » p )
p = 1 j f Q ( H ) dH j f , , ( В ) dB
= =______r =1____________ p =_________________________ (211
5j Zq^j где -» = £(n-1), + [1 - ", -1Wp ] ■ £6n,p ■
При известной полноте просеивания εδ j j -го компонента на отдельном ярусе решёт
(5 = 1,2, „., к) полнота просеивания j -го компонента на всех ярусах решётного модуля опреде- ляется из выражения
k
Z q 5 ■ a 5 j ■ £ б j
= 5 = 1 _______________
Q ■ aj ■ к где aδj — содержание j -го компонента в сыпучем материале, поступающем на δ-й решётный ярус.
Полнота просеивания j -го компонента на длине L δ m -го решета модуля определяется из выражения
l
Z q 6 mp " a 6 mj " ° 6 mj ( q 6 mp , L )
° 6 mJ =-------- P" = 1-r -------------------------------- . (23)
J f Q ( H ) dH m - 1
Z Q ■ a6j ■ -----------П(1 - =6ij ) ■ aj ■ l j J fQ (H ) dH i=0
6 = 1
Полнота просеивания j -го компонента εmj через все m-е решёта k ярусов определяется из выражения r k J fQ (H ) dH
° mj = Z ° 6 mj ■ r ------------ , (24)
' J f Q ( H ) dH
6 = 1
Полнота просевания j -го компонента εj через все n-е решёта k-ярусного решётного модуля определяется из выражения
° j = ° ( n -1 ) oj + [ 1 - ° ( n -1 ) 0 j ] ■ = nj , (25)
где e ( n - 1 ) o j — полнота просевания j -го компонента через все ( n - 1 ) последовательные решёта в k ярусах.
Полнота схода εCXδmj j -го компонента со всего δm -го решета составит г = p=1 ° СХ 6 mj
l
Z q δ mp a j ε СX δ mj ( q 6 mp )
Ох а / q δ m j
,
а со всех m -х решёт k -ярусного решётного модуля
k
° CXmj = Z P rQ ° OX> mj .
6 = 1
Полнота выделения j -го компонента ε bjp , сорных ε bcp и зерновых ε bпзp примесей из зернового материала на решётах решётного модуля составит
°bjp = ° j + °cxj ;
°bcp = Z °bjp ;
jС
°bn3p = Z °bjp .
j пз
Для модельного прогноза использовали построенную обобщённую математическую модель (1)‒(30) функционирования ВРЗОМ.
Одним из возможных путей оценки влияния роста эффективности пневмосепарации зернового материала на показатели работы ВРЗОМ является прогнозирование величины основного показателя функционирования операции пневмосепарации εПКj использованием вариации коэф- фициента kj прогнозного увеличения полноты выделения j-го компонента из зернового материала в отходы при реализации этой операции.
При каждом изменении прогнозных коэффициентов kj для оценки показателей функционирования всей ВРЗОМ проводился её параметрический синтез по программе SH –1– S .
Для прогнозирования показателей функционирования ВРЗОМ и оценки эффективности его функционирования аргументы вектора F (4), Fp (19) независимых управляющих входных воздействий имеют вид
2,22 < Q < 5,54 кг/с, t = 0,19 -кг- — подача зернового материала в ВРЗОМ; содержание j-х компонентов aj в зерно-Q м ■ с вом материале: а1 = 0,8738 — зерна пшеницы; а2 = 0,06 — щуплого зерна; а3 = 0,008 — мелких сорных примесей; а4 = 0,0001 — половы; а5 = 0,005 — соломистых примесей; а6 = 0,045 — крупных примесей; а7 = 0,001 — дроблёного зерна; а8 = 0,008 — семян сорняков; W = 14 % — влажность исходного зернового материала.
Размерные характеристики зерна пшеницы: ширина Ьш = 2,888 мм, оb = 0,475 мм; тол щина Ьт = 2,645 мм, оb = 0,153 мм; длина Ьз = 6,228 мм, оb = 0,640 мм; Y = 760-у — плот-bт bЗ 3
ность зернового материала.
Ограничение вектора A (5), Ap (20) управляющих факторов приняты с учётом известных технических характеристик ВРЗОМ: V р = 6 м/с — средняя скорость воздушного потока в пневмоканале; В = 1,0 м — ширина пневмоканала; B p = 0,98 м — рабочая ширина решёт; а = 6 ° — угол наклона решёт к горизонту; В П = 0,15 м — глубина пневмоканала; А = 0,008 м — амплитуда колебаний решёт; 7,17 < n < 8,0 кол/с; t n = 0,17 кол/с — частота колебаний решёт.
Для подсевных решёт P 41 , P 31 , P 21 , P 11 , P 42 , P 32 , P 22 , P 12 (рис. 2):
d 41 , d 31 , d 21 , d 11 = 1,7 мм; d 42 , d 32 , d 22 , d 12 = 2,0 мм.
Для зерновых решёт P 43 , P 33 , P 23 , P 13 (рис. 2):
3,0 < d з, d з, d s , d < 3,4 мм; t ; t ; t ; t = 0,2 мм. d 43 d 33 d 23 d 13
Ограничениями при моделировании процесса являются: потери зерна 5 з < 0,5%; выход зерна в фуражные отходы 5 а < 2 % ; содержание зерновых примесей в очищенном зерне 5 пз < 2 %; содержание сорных примесей в очищенном зерне 5 с < 1 %.
При параметрическом синтезе на ЭВМ определялись параметры аргументов вектора ВM (6) при обеспечении условий заданных ограничений и соответствующие им технологические показатели процесса очистки зерна пшеницы в ВРЗОМ.
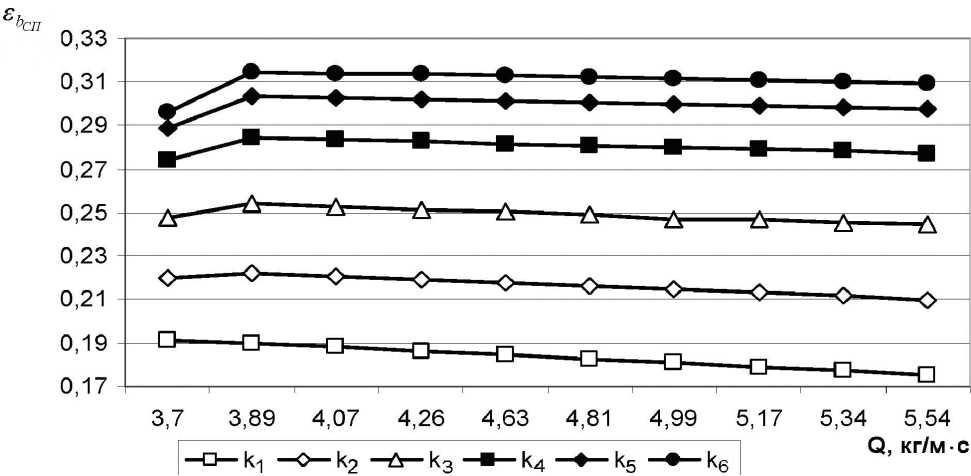
Результаты математического моделирования процесса функционирования исследуемой ВРЗОМ при вариации величины kj (табл. 1) прогнозного роста усреднённых показателей полноты выделения в пневмосепараторе j -х компонентов приведены на рис. 3‒6.
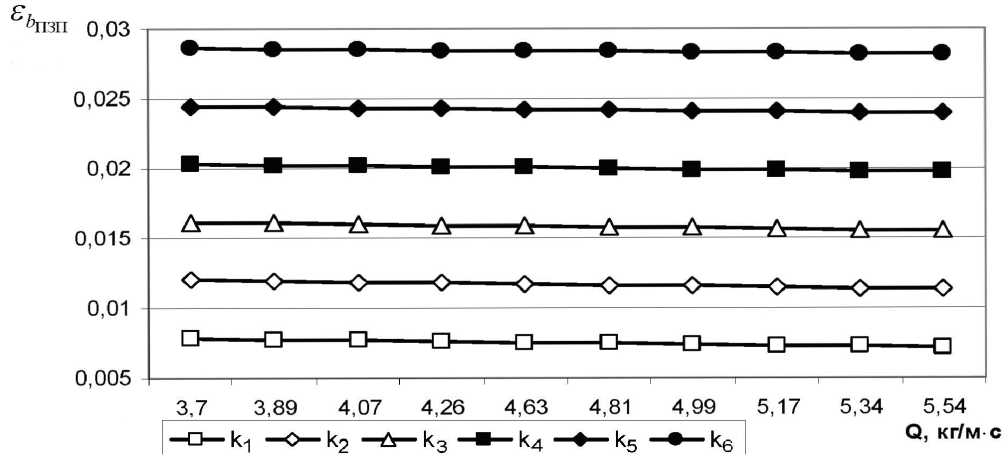
В результате анализа результатов моделирования, представленных в работе на рис. 3‒7, установлено наличие функциональной связи между прогнозируемым ростом эффективности выделения из зернового материала в пневмоканале ВРЗОМ сорных и зерновых примесей и показателями функционирования всей ВРЗОМ. Кроме этого по результатам моделирования можно установить пропорциональное увеличение полноты просеивания зерновых и сорных примесей на решётах ВРЗОМ. Для всех подач (от 3,7 кг/(м∙с) до 5,54 кг/(м∙с)) растёт полнота выделения сорных примесей на решётах и для минимальной подачи составляет от 0,8781 до 0,9202 для коэффици- ентов от k1 до k6 соответственно. Полнота выделения зерновых примесей, в зависимости от роста коэффициента kj эффективности пневмосепаратора, падает (рис. 4). Связано это с тем, что наряду с ростом полноты выделения компонентов, входящих в состав зерновых примесей, уменьшается содержание их в зерновом материале поступающем на решёта ВРЗОМ.
Таблица 1
Величины роста коэффициента k j эффективности пневмосепаратора для каждого компонента, входящего в состав исходного материала
|
Подача, Q , кг/(м∙с) |
Коэффициенты эффективности k j , безр. |
|||||
|
k 1 |
k 2 |
k 3 |
k 4 |
k 5 |
k 6 |
|
|
Зерно |
1 |
1 |
1 |
1 |
1 |
1 |
|
Зерновые примеси |
1 |
1,56 |
2,12 |
2,68 |
3,24 |
3,8 |
|
Мелкий сор |
1 |
1,27 |
1,53 |
1,8 |
1,92 |
1,92 |
|
Полова |
1 |
1,02 |
1,05 |
1,07 |
1,1 |
1,12 |
|
Соломистые примеси |
1 |
1,15 |
1,29 |
1,44 |
1,58 |
1,73 |
|
Крупные примеси |
1 |
1,1 |
1,19 |
1,29 |
1,38 |
1,48 |
|
Овсюг |
1 |
1,4 |
1,78 |
1,97 |
1,97 |
1,97 |
|
Дроблёное зерно |
1 |
1 |
1 |
1 |
1 |
1 |
|
Среднее |
1 |
1,25 |
1,49 |
1,71 |
1,87 |
2 |
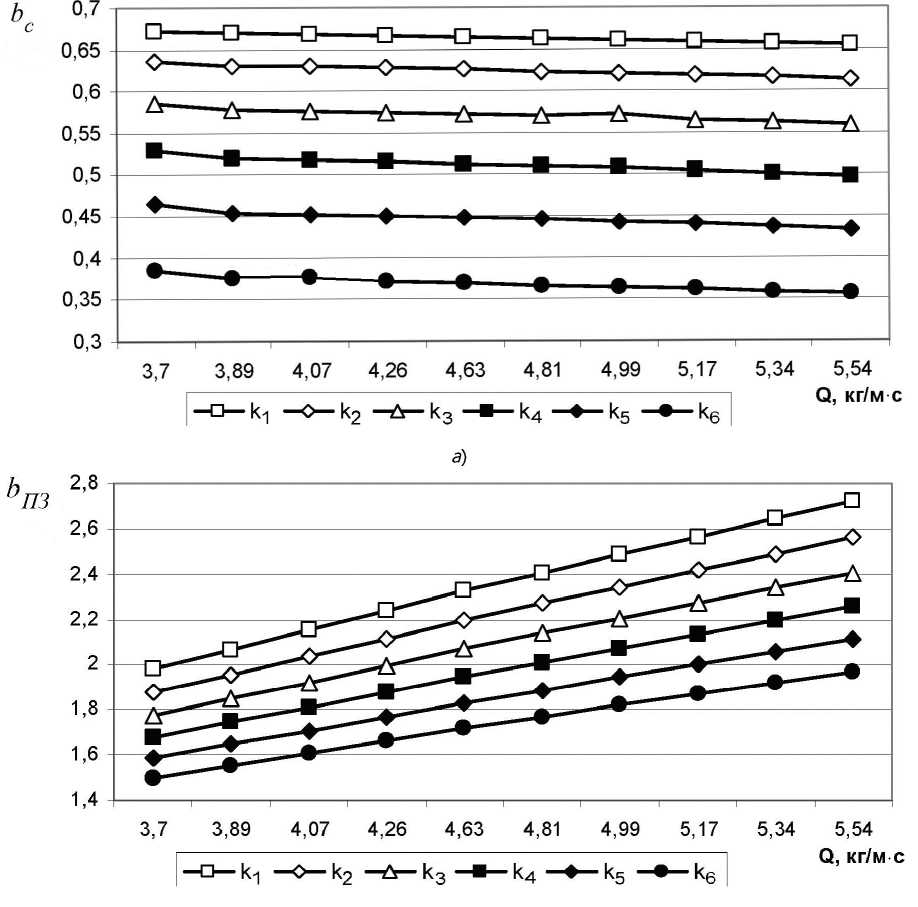
Анализ показывает, что рост эффективности выделения зерновых и сорных примесей в пневмосепараторе существенно сказывается на показателях работы всей ВРЗОМ. Так, потери зерна не удовлетворяют агротребованиям при подаче 3,7‒4,07 кг/(м∙с) для k 1 , а при k 2 на всех подачах 3,7‒5,54 кг/(м∙с) выполняются (рис. 6). Агротребования по содержанию сорных примесей в очищенном материале выполняются для всех значений k j , полученных при прогнозировании (рис. 7). Агротребования по содержанию зерновых примесей для k 1 выполняются при подаче 3,7 кг/(м∙с). С ростом эффективности функционирования пневмосепаратора агропоказатели выполняются при k 2 — 3,89 кг/(м∙с), k 3 — 4,26 кг/(м∙с), k 4 — 4,63 кг/(м∙с), k 5 — 4,99 кг/(м∙с) и k 6 — 5,54 кг/(м∙с) соответственно.
Прирост Δ Q производительности ВРЗОМ по сравнению с прототипом ( k 1 ) при росте k j приведён в табл. 2.
Таблица 2
Величина прироста Δ Q производительности воздушно–решётной зерноочистительной машины ОЗС 50/25 от величины роста эффективности функционирования её пневмосепаратора k j
|
Коэффициент эффективности k j |
k 1 |
k 2 |
k 3 |
k 4 |
k 5 |
k 6 |
|
кг |
0,3 |
0,58 |
1,08 |
1,48 |
1,84 * |
|
|
Прирост производительности Δ Q , м⋅с⋅% |
0 |
7,46 |
13, 49 |
22,5 |
28, 46 |
33,09 |
Анализ полученных результатов показывает, что для рассмотренных условий моделирования технологического процесса функционирования ВРЗОМ ОЗС–50/25 и принимая в качестве ограничений заданные агропоказатели, при увеличении коэффициента k j , наблюдаем существенное увеличение производительности и улучшение технологичических показателей функционирования ВРЗОМ.
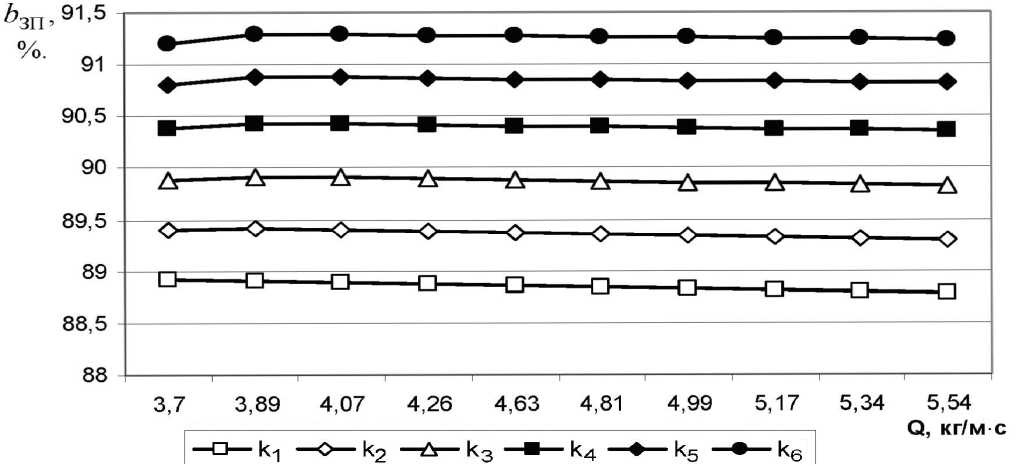
в )
Рис. 3. Зависимость полноты выделения сорных ε b ( а ), зерновых ε b ( б ) примесей из зернового материала и чистоты
bЗП ( в ) очищенного в пневмоканале ВРЗОМ в зависимости от подачи зерна Q и прогнозной величины
kj — роста эффективности функционирования пневмосепаратора
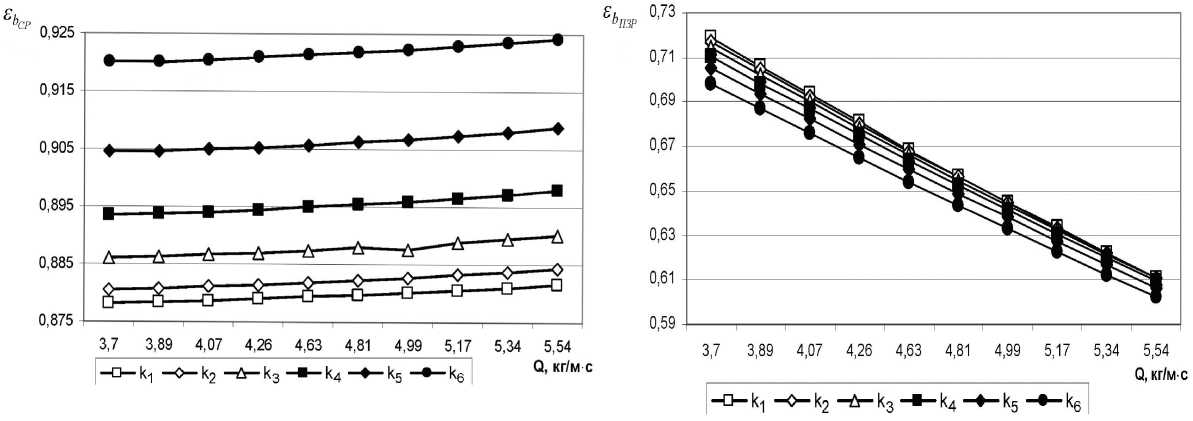
а ) б )
Рис. 4. Зависимость полноты выделения сорных εb (а) и зерновых εb (б) примесей из зернового материала на решётах ОЗС–50/25 в зависимости от подачи зерна Q и прогнозной величины kj — роста эффективности функционирования пневмосепаратора
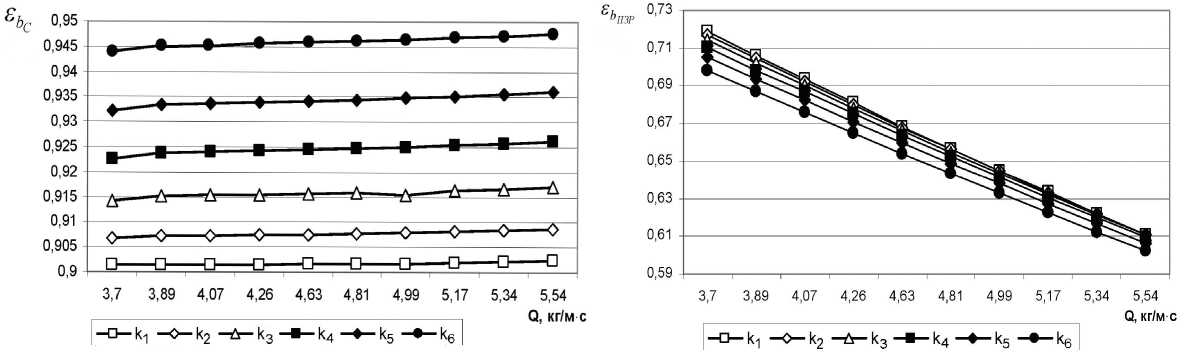
а ) б )
Рис. 5. Зависимость полноты выделения сорных εb (а) и зерновых εb (б) примесей из зернового материала в ОЗС-50/25 в зависимости от подачи зерна Q и прогнозной величины kj — роста эффективности функционирования пневмосепаратора
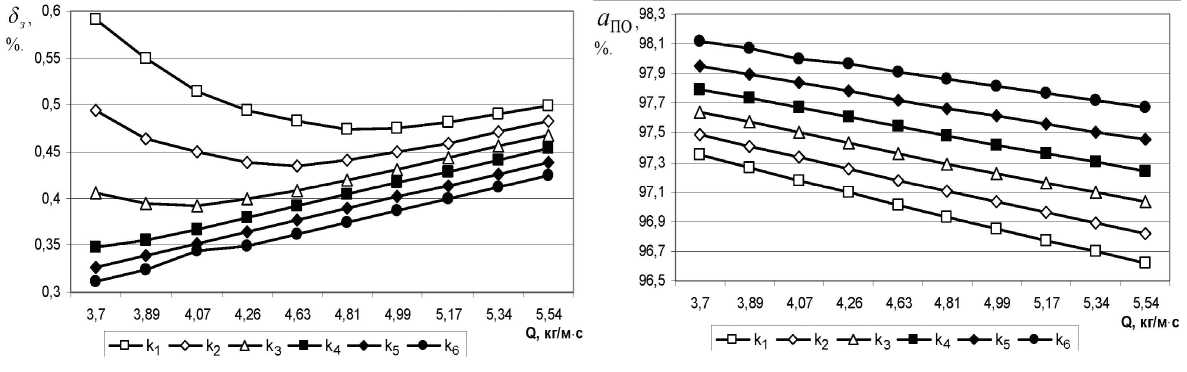
а ) б )
Рис. 6. Зависимость потерь зерна δз (а) и чистоты aПО (б) очищенного в ОЗС–50/25 в зависимости от подачи зерна Q и прогнозной величины kj — роста эффективности
б )
Рис. 7. Зависимость содержания сорных bc (а) и зерновых bПЗ (б) примесей в зерновом материале очищенном в ОЗС-50/25 в зависимости от подачи Q зерна и прогнозной величины kj — роста эффективности функционирования пневмосепаратора
Список литературы Модельное прогнозирование показателей функционирования воздушно-решётной зерноочистительной машины от роста эффективности операции пневмосепарации
- Ермольев, Ю. И. Интенсификация технологических операций в воздушно-решётных зерноочистительных машинах/Ю. И. Ермольев. -Ростов-на-Дону: Изд. центр ДГТУ, 1998. -494 с.
- Проектирование технологических процессов и воздушно-решётных и решётных зерноочистительных машин/Ю. И. Ермольев [и др.] -Ростов-на-Дону: Изд. центр ДГТУ, 2010. -638 с.
- Ермольев, Ю. И. Моделирование процесса сепарации зерна в воздушно-решёточной зерноочистительной машине/Ю. И. Ермольев, А. В. Бутовченко, А. И. Мартыненко//Вестник Дон. гос. техн. ун-та. -2008. -Т. 8, № 3 (38). -С. 324-333.
- Оценка основных закономерностей функционирования подсистемы «решётный ярус -пневмосепаратор воздушно-решётной зерноочистительной машины»/Ю. И. Ермольев [и др.]//Вестник Дон. гос. техн. ун-та. -2011. -Т. 11, № 4 (55). -С. 480-488.
- Бутовченко, А. В. Высокотехнологичный семяочистительный агрегат/А. В. Бутовченко//Вестник Дон. гос. техн. ун-та. -2012. -№ 3 (64). -С. 16-21.
- Моделирование процесса фракционной очистки зерна в зерноочистительном агрегате/Ю. И. Ермольев [и др.]//Вестник Дон. гос. техн. ун-та. -2010. -Т. 10, № 3 (46). -С. 386-396.
- Моделирование процесса сепарации зернового вороха в вертикальном пневмоканале/Ю. И. Ермольев [и др.]//Вестник Дон. гос. техн. ун-та. -2012. -№ 7 (68). -С. 90-98.
- Бутовченко, А. В. Повышение производительности семяочистительного агрегата/А. В. Бутовченко, А. А. Дорошенко//Известия Самарского научного центра РАН. -2013. -Т. 15, № 4 (2). -С. 503-506.
- Бутовченко, А. В. Фракционные технологии очистки биологических материалов в зерноочистительном агрегате/А. В. Бутовченко//Инновация, экология и ресурсосберегающие технологии (ИнЭРТ-2012): тр. X Междунар. науч.-техн. форума [Электрон. ресурс]/Дон. гос. техн. ун-т. -Ростов-на-Дону, 2012. -С. 737-742.
- Ермольев, Ю. И. Технологические основы интенсификации процесса сепарации зерна воздушно-решётными зерноочистительными машинами и агрегатами: дис. … д-ра техн. наук/Ю. И. Ермольев. -Ростов-на-Дону, 1990. -345 с.
