Морфология частиц гидроксиапатита и ее влияние на свойства биокомпозитных плазмонапыленных покрытий

Автор: Мельникова И.П., Лясникова А.В., Лясников В.Н.
Журнал: Саратовский научно-медицинский журнал @ssmj
Рубрика: Стоматология
Статья в выпуске: 3 т.9, 2013 года.
Бесплатный доступ
Цель; выявление закономерностей изменения свойств биосовместимого покрытия при модернизации его структуры путем изменения морфологии и кристалличности частиц исходного порошка гидроксиапатита (ГА) при агломерировании и последующем размоле. Материал и методы. Исследовали морфологию, степень кристалличности и внутренние напряжения в порошке ГА с размером частиц 40-90 мкм в исходном состоянии и после агломерирующей обработки и структуру плдазмонапыленных ГА-покрытий с применением методов рентгеновского анализа (РФА и РСА) на дифрактометре ДРОН-3, инфракрасной спектроскопии (ИК-Фурье спектрометр Nicolet 6700), оптической (МИМ-8) и атомно-силовой микроскопии (СММ-2000), лазерного микроанализа (Спектр-2000). Результаты. Изменение морфологии частиц ГА при агломерировании и последующем размоле приводит к повышению равномерности пористой структуры, ее кристалличности, снижению внутренних напряжений, развитию морфологии поверхности покрытия и его наноструктурированию. Заключение. Рекомендуется для улучшения характеристик пористой структуры (равномерности, прочности, адгезии) и морфологии поверхности имплантата использовать агломерирование исходных порошков и их последующий размол.
Агломерирование, адгезия, биосовместимое покрытие, гидроксиапатит, наноструктурирование, прочность, структура
Короткий адрес: https://sciup.org/14917760
IDR: 14917760
Текст научной статьи Морфология частиц гидроксиапатита и ее влияние на свойства биокомпозитных плазмонапыленных покрытий
1Введение. Гидроксиапатит (ГА) Ca10 (PO4) 6 (OH) 2 является основным неорганическим компонентом костной и зубной ткани человека и животных, поэтому возрастающий интерес к материалам на основе ГА обусловлен возможностями их использования в регенеративной медицине. Основным недостатком кальцийфосфатной керамики, обладающей наилучшими свойствами биосовместимости, является ее низкая механическая прочность. Поэтому при изготовлении имплантатов, предназначенных для замещения костных дефектов различной этиологии, гидроксиапатит используют в качестве покрытия на основе из других более прочных биосовместимых материалов, например титана марки ВТ1–00 [1, 2]. Согласно многочисленным исследованиям среди существующих методов нанесения ГА наиболее приемлемым, практичным, технически хорошо управляемым процессом является метод плазменного напыления [2–7]. Биоактивные покрытия имплантатов должны обладать развитой морфологией поверхности и открытой пористостью (при общей пористости 35-50%) с обязательным наличием пор размером 100–200 мкм, быть равномерными по структуре, прочными, активными в процессе остеоинтеграции имплантатов с костью [8, 9]. Когда размер пор керамики превышает 100 мкм, кость будет расти через взаимосвязанные поровые каналы [1]. В пористых материалах размер пор (Дп) связан с размерами частиц (Дч), из которых он состоит, и пористостью каркаса (П) по формуле Козени [10].
Для получения необходимой пористой структуры в настоящее время используется порошок ГА с размером частиц 40–90 мкм. Такой интервал размеров частиц достаточно велик для получения покрытия с равномерной пористой структурой. Но действия, направленные на его уменьшение (например, применение дополнительных сит), приводят к уменьшению выхода годного порошка и соответственно удорожанию технологии изготовления имплантатов в целом. Очевидно, что при таком интервале размеров частиц целесообразно работать над повышением равно-
Адрес: 410054, Саратов, ул. Политехническая, 77.
Тел.: (8452) 99-86-46.
мерности структуры и прочности применяемых покрытий.
Неравномерная пористость покрытий является одной из причин их низкой прочности. Другой причиной низкой прочности может являться значительное содержание аморфной фазы, которая обладает повышенным напряженным состоянием. Соотношение аморфной и кристаллической фаз определяет долговременную прочность покрытия [11]. Повышение равномерности пористой структуры покрытия и ее кристалличности будет способствовать увеличению его прочности. Для улучшения функциональных характеристик биосовместимых покрытий целесообразно введение в их структуру керамических частиц нанодиапазона. Кроме повышения прочности покрытий наночастицы, обладая повышенной поверхностной энергией и неупорядоченной структурой, проявят большую активность в различных физикохимических процессах, например в процессе остеоинтеграции имплантатов с костью.
Известно, что, управляя размерами, формой, напряженным состоянием используемых для напыления порошков, можно придавать материалам совершенно новые функциональные характеристики [12]. В порошковой металлургии для этого применяют процесс агломерирования порошков. При нагревании порошков ниже температуры плавления происходит спекание частиц между собой, что приводит к укрупнению частиц порошков, снятию напряжений, изменению их распределения по размерам. В работе [12] показано, что нанокристаллические порошки ГА размером 50 нм после агломерирования при температуре 700°С образуют глобулы с размерами порядка 100 нм, а при температуре 900°С частицы достигают размеров свыше 150 нм.
Цель : модернизация структуры и свойств биосов-местимого покрытия путем изменения морфологии и кристалличности частиц исходного порошка при агломерировании и последующем размоле.
В процессе высокотемпературного отжига при агломерировании мелкие, наиболее активные частицы исходного порошка припекаются друг к другу и к более крупным частицам, а при последующем размоле не отделяются в виде самостоятельных единиц. Конгломераты из крупных частиц, малоак- тивные при отжиге, легко разделятся в процессе размола на частицы исходного размера. Таким образом, предварительно отожженный и размолотый порошок становится менее полидисперсным, чем исходный, при этом средний размер частиц увеличивается [13, 14]. Подобная обработка исходных порошков может привести к повышению их кристалличности и получению при их использовании равномерной пористой структуры покрытий с пониженным уровнем внутренних напряжений и более развитой шероховатостью поверхности.
Изменение морфологии частиц исходного порошка позволило также предложить новый способ наноструктурирования биосовместимых покрытий внутрикостных имплантатов при сохранении необходимой пористой структуры и развитой морфологии в процессе плазменного напыления [15]. При напылении мелких частиц ~40 мкм и менее происходит их перегревание, в результате чего часть из них испаряется. Остальные частицы, обладая невысокой кинетической энергией, мало деформируются при ударе о подложку, и в конечном итоге прочность сцепления их с подложкой мала.
Создание комбинированных частиц иммобилизацией мелких частиц на крупных приводит в процессе плазменного распыления в высокотемпературной струе к теплоотводу от мелкой частицы к крупной, что сохраняет часть мелких закрепленных частиц от полного расплавления. При ударе о подложку комбинированная частица дробится с отрывом мелкой частицы от крупной. При этом можно предположить, что мелкая частица, имея кинетическую энергию крупной частицы, разобьется на частицы нанометрового размера.
Нами опробован способ выравнивания распределения частиц разного размера по объему изделий из алюмооксидной керамики путем агломерирования порошков оксида алюминия (Al2O3) и их смесей и последующего размола [14, 15]. Агломерирование порошков выполняли в интервале температур 1100– 1500°Сярк. Оценку качества обработки порошка Al2O3 выполняли двумя методами: определением прочности на сжатие спрессованных и спеченных из отожженных при разных температурах порошков пробных таблеток и выполнением термоциклирования изоляционных составов из Al2O3 подогревательных узлов при температуре 1470°Сярк. Агломерирование порошков при температуре 1200–1250°Сярк приводило к повышению прочности пробных таблеток не менее чем в 2 раза и увеличению количества циклов до появления усадки заливки с 450 (без отжига) до 800. Это указывает на то, что с помощью применяемой обработки достигнута равномерная и наиболее оптимальная укладка частиц. Предварительно отожженная и размолотая смесь порошков Al2O3 из частиц разного размера становится более равномерной по гранулометрическому составу, что связано с исчезновением ультрадисперсной фракции (~1 мкм и менее), которая после обработки порошков закреплена на макрогранулах.
Материал и методы. Образцы для исследований изготавливали из титана марки ВТ1–0, в качестве подслоя использовали порошки титана марки ПТС, внешние слои покрытий формировали на основе кальцийфосфатной керамики и ее композиций. Использовали порошок ГА с размером частиц 40–90 мкм, синтезированный химическим способом, фракционирование которого выполняли с применением сит. Кроме того, перед выполнением агломерирова- ния была изготовлена смесь порошков на основе ГА, содержащая 20% частиц алунда электровакуумного с размером частиц ~1–3 мкм по Ще0.027.000-ТУ. Поверхность образцов перед напылением покрытий подвергали абразивно-струйной обработке. Использовали аппарат «Чайка-20». Химическую обработку выполняли в ультразвуковой ванне ПСБ-ГАЛС. Плазменное напыление покрытий осуществляли на установке типа ВРЕС 744.3227.001 с плазменной горелкой ГН-5. Свойства порошков изучали с использованием оптической микроскопии (МИМ-8), рентгеновского анализа (РФА и РСА) на дифрактометре ДРОН-3, инфракрасной спектроскопии (ИК-Фурье спектрометр Nicolet 6700). В процессе выполнения рентгеноструктурного анализа оценивали степень кристалличности порошков ГА в исходном состоянии и после отжигов и размола по отношению площади рефлексов дифрактограмм к суммарной площади рефлексов и фона под ними в интервале углов 2θ от 39° до 44° и напряженное состояние по измерению уширения линии (211). Отжигали порошки в муфельной печи с контролем температуры термопарой при температурах 800°, 900° и 1000° С в течение 3 часов. Размол спека выполняли в керамическом барабане на валковой мельнице в течение 15 мин при соотношении порошка и керамических размольных шаров 2:1 в режиме «перекатывания» при скорости вращения барабана V=0,6Nкр, где Nкр — критическая частота вращения барабана, когда порошок и шары одновременно движутся по стенке барабана. Свойства покрытий изучали с использованием мультимикроскопа атомарного разрешения СММ-2000, лазерного микроанализа («Cпектр-2000»), оптической и сканирующей электронной микроскопии, профило-метрии (прибор завода «Калибр» 170011 и 170063). Морфология напыленных покрытий исследовалась на сканирующем электронном микроскопе (СЭМ) MIRA II LMU фирмы TESCAN (Чехия) c приставкой ЭДС Ynka Energy 350 при ускоряющем напряжении 20–30 кB. Для исследования на образцы наносился тонкий слой золота (10–20 нм) методом магнетронного напыления. Оценивали также величину открытого порового канала на тонких покрытиях толщиной ~30 мкм при помощи металлографического анализа поверхности в светлом поле по светящимся участкам подслоя из Ti-порошка. Адгезию покрытий определяли на разрывной машине МР-0,5. Для испытаний прочности на сдвиг использовали образцы размером 20×80×2 мм, длина нахлестки образцов составляла 20 мм. Образцы склеивали клеем марки ВК-9. Испытания выполняли в соответствии с ГОСТ Р 50578–93. Прочность покрытий определяли методом царапания путем сравнения ширины царапин. Царапина наносилась с помощью алмазной призмы при одинаковом усилии.
Результаты. Частицы исходного порошка ГА значительно различаются по размерам. Агломерирование и последующий размол приводят к изменению морфологии частиц. Частицы порошка ГА и смесей на его основе в результате иммобилизации мелких частиц на крупных становятся более округлыми и равномерными по размеру.
В процессе отжига при агломерировании порошков происходит повышение их кристалличности, что приводит к изменению ширины, высоты рефлексов и снижению фона дифрактограмм, тем большему, чем выше температура отжига. Изменение степени кристалличности с повышением температуры отжига отмечено также по увеличению ширины полосы по-
Результаты влияния температуры отжига при агломерировании после размола на свойства порошков ГА
|
Температура отжига, °С |
Степень кристалличности, % |
Ширина полосы поглощения, ν=1050 см-1 |
Наличие линии β-Са (РО ) с d=2,88 Å 3 (42θ2=39,5°) |
Наличие линии поглощения с ν=750 см-1 |
|
Без обработки |
33 |
4,5 |
нет |
нет |
|
800 |
39 |
5,0 |
нет |
нет |
|
900 |
45 |
6,2 |
нет |
нет |
|
1000 |
57 |
6,2 |
есть |
есть |
глощения инфракрасной спектроскопии на волновом числе ν=1050 см-1 (таблица).
При этом происходит значительное снижение внутренних напряжений в порошке.
Изменений в фазовом составе порошков при применении используемых режимов отжига практически не происходит. Однако в процессе отжига при 1000°С начинает появляться трикальцийфосфат, что определено по появлению одной слабой линии на дифрактограмме и небольшой полосы поглощения в спектре инфракрасной спектроскопии с ν=750 см-1.
Обсуждение. Применение порошков с модернизированным гранулометрическим составом после применяемой обработки приводит к получению плазмонапыленных покрытий с равномерной структурой (рисунок), что соответствует требованиям, предъявляемым к биосовместимым покрытиям.
Основываясь на результатах анализа шероховатости поверхности можно сделать вывод, что увеличение среднего размера частиц в обработанном порошке приводит к ее развитию. При этом процесс иммобилизации мелких активных частиц с развитой поверхностью замедлен при 800°С, а затем интенсифицируется с повышением температуры вплоть до 1000°С. Можно предположить, что иммобилизация происходит более активно на частицах в кристаллическом состоянии. Процесс агломерирования ГА и смеси ГА с оксидом алюминия целесообразно выполнять при температуре 850–900°С, так как при температуре отжига 800°С порошок еще достаточно аморфен, а при температуре 1000°С, несмотря на то что степень кристалличности значительно повышается, в структуре покрытия появляется трикальцийфосфат. С увеличением температуры отжига до 1000°С укрупнение частиц приводит к получению более развитой морфологии поверхности и повышению размеров открытых поровых каналов до 20–39 мкм, то есть крупных непокрытых участков поверхности. В покрытиях из необработанных порошков размер поровых каналов составляет 5–7 мкм, а из отожженных при 800°С — 7,8–19,6 мкм.
Мелкие частицы при плазменном напылении могут расплавиться и испариться. Проведенный лазерный микроспектральный анализ покрытия, напыленного плазменным методом из смеси порошков ГА + 20% AI 2 O 3 , подвергнутой агломерирующей обработке при температуре 1000°С, подтвердил наличие в нем оксида алюминия.
Проведенная атомно-силовая и сканирующая электронная микроскопия показали наличие частиц нанометрового диапазона размерами ~70 нм после агломерирующей обработки при 800°С и 100–130 нм после агломерирующей обработки при 900°С порошков ГА, а также нанообразований на частицах ГА из оксида алюминия размером ~20 нм и менее в структуре плазмонапыленного покрытия из модифицированных оксидом алюминия порошков ГА.
Прочность покрытий после агломерирующей обработки порошков ГА, оцененная по ширине царапины, увеличивается. Образование трикальцийфосфата в ГА при агломерирующей обработке при температуре 1000°С также приводит к повышению прочности покрытия. Введение оксида алюминия значительно упрочняет (более чем в 2 раза) биосов-местимое покрытие на основе ГА после обработки при 800°С. Анализ результатов измерения адгезии покрытий также показывает, что создание более равномерной пористой структуры покрытий приводит к ее повышению. Если при напылении покрытия на токах 420–450 А адгезия ГА-покрытия составляет 10,4 МПа, то после агломерирующей обработки с отжигом при 800°С она увеличивается на 25% и составляет 13,8 МПа, а в покрытиях из ГА, модифицированного оксидом алюминия, на 40% и составляет 17,6 МПа.
Заключение. Результаты исследований показали, что для повышения функциональных характеристик биосовместимых покрытий из ГА и композиций на основе оксида алюминия и ГА целесообразно использовать агломерирование исходных порошков и их последующий размол для выполнения процесса иммобилизации микрочастиц оксида алюминия и ГА на гранулах этих материалов с целью последующего
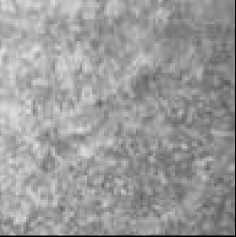
а

б
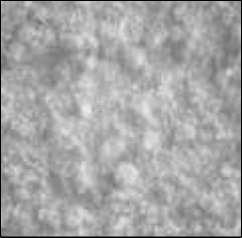
в
Внешний вид поверхности ГА-покрытия на титане с подслоем из титанового порошка при напылении ГА в исходном состоянии (а) и после агломерирующей обработки с отжигом при 800 ºС (б) и 1000 ºС (в), 200х наноструктурирования покрытий из них при плазменном напылении, а также улучшения характеристик пористой структуры (равномерности, прочности, адгезии) и морфологии поверхности имплантата.
Список литературы Морфология частиц гидроксиапатита и ее влияние на свойства биокомпозитных плазмонапыленных покрытий
- Ходоренко В.Н., Ясенчук Ю.Ф., Гюнтер В.Э. Биосовместимые пористые проницаемые материалы//Биосовместимые материалы и имплантаты с памятью формы. Томск, 2001. С. 9
- Лясникова А. В., Лепилин А. В., Бекренев Н. В., Дмитри-енко Д. С. Стоматологические имплантаты: исследование, разработка, производство и клиническое применение. Саратов: СГТУ, 2006. 254 с.
- Карлов А. В., Шахов В. П. Системы внешней фиксации и регуляторные механизмы оптимальной биомеханики. Томск: STT, 2001. 477 с.
- Калита В. И., Комлев Д. И. Плазменные покрытия с на-нокристаллической и аморфной структурой. М.: Лидер М, 2008. 388 с.
- Формирование двухслойного гидроксиапатитового покрытия на титановой подложке/В.Ф. Бочкарев, С. М. Бари-нов, В. В. Наумов [и др.]//Перспективные материалы. 2003. № 6. С. 55-60
- Клименов В. А. Формирование структуры плазменных порошковых покрытий при высокоэнергетических воздействиях: автор, дис.... д-ра техн. наук. Томск, 2000. 43 с.
- Воложин ГА. Улучшение остеоинтегративных свойств титановых имплантатов путем нанесения на их поверхность трикальцийфосфата//Материалы Третьего Рос. конгресса по патофизиологии (экспериментальная и клиническая патофизиология). М.: МГМСУ, 2004. С. 67-68
- Mu га Nth ran G., Ramesh S. The effects of sintering temperature on the properties of hydroxyapatite//Ceramics Int. 2000. Vol. 26. P. 221-230
- LeGeros R.Z. Properties of Osteoconductive Biomaterials: Calcium Phosphates//Clinical Orthopaedics and Related Research. 2002. Vol. 395. P. 81-98
- Белов С. В. Пористые материалы в машиностроении. М.: Машиностроение, 1976. 184 с.
- Ботаева Л. Б. Разработка технологии изготовления металлокерамических изделий для медицины на основе титана с оксидными и кальцийфосфатными покрытиями: авто-реф.... дис. канд. техн. наук. Томск, 2005. 23 с.
- Получение нанокристаллического гидроксиапатита методом химического осаждения с использованием биогенного источника кальция/Д.Л. Голощапов, В.М. Кашкаров, Н.А. Румянцева [и др.]//Конденсированные среды и межфазные границы. Т. 13, № 4. С. 427-441
- Способ изготовления металлопористых катодов: пат. SU 1634044/И. П. Мельникова, ДА. Усанов. 1992 г.
- Способ изготовления катодного узла электровакуумного прибора: пат. RU № 2003193/И. П. Мельникова, В. Г. Во-рожейкин, С. Ю. Бугрова, Д. А. Усанов. 1992 г.
- Способ изготовления внутрикостных имплантатов: пат. RU № 2443434/И. П. Мельникова, А. В. Лясникова, В.Н. Лясников. 2012 г.
