Нагрев сборного электрода при низковольтной электроискровой обработке

Автор: Кузнецов Иван Сергеевич
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технический сервис в АПК и промышленности
Статья в выпуске: 1 (18), 2018 года.
Бесплатный доступ
В статье проведено исследование нагрева сборных электродов из быстрозакаленных лент аморфных и нанокристаллических сплавов при низковольтной электроискровой обработке. Данное исследование проводили на подложке, из стали марки 65Г ГОСТ 14959. Поверхности образцов предварительно шлифовали до достижения Ra≤0,32мкм. Для электроискровой обработки использовали модернизированную установку марки UR-121. Исследования нагрева электрода показали, что он, главным образом, зависит от конструкции сборного электрода, напряжения, времени и удельного времени обработки. Существенного влияния материала подложки на нагрев электрода зафиксировать не удалось. Нагрева электродов при неизменном напряжении в диапазоне температур 20...100 ºС происходит линейно. Экспериментальные значения нагрева хорошо аппроксимируются прямой. Это говорит о том, что в указанном диапазоне температур и времени обработки при U0=const, нагрев электрода происходит преимущественно с одной скоростью, что позволило установить зависимость скорости нагрева от напряжения. Данные эмпирические зависимости нагрева и скорости нагрева электродов, могут быть использованы для разработки технологических процессов упрочнения деталей сборными электродами из быстрозакаленных лент марок 84КХСР, 5БДСР, 2НСР, 82Н7ХСР установкой марки UR-121.
Электроискровая обработка, электрод, аморфный сплав, нанокристаллический сплав, нагрев, напряжение
Короткий адрес: https://sciup.org/14770241
IDR: 14770241 | УДК: 621.3.035.2:621.78:621.9.048.4
Heating electrodes with low voltage electric spark treatment
The article deals with the investigation of heating of precast electrodes from rapidly quenched amorphous and nanocrystalline alloys for low-voltage electric spark treatment. This study was carried out on a substrate made of steel grade 65G GOST 14959. The surface of the samples was previously ground before reaching Ra≤0.32 μm. For the electric spark treatment, the upgraded UR-121 unit was used. Investigations of electrode heating showed that it mainly depends on the design of the assembly electrode, voltage, time and specific processing time. It was not possible to fix the essential influence of the substrate material on the heating of the electrode. Heating of electrodes with a constant voltage in the temperature range 20... 100 ºС occurs linearly. The experimental values of heating are well approximated by a straight line. This indicates that in the indicated range of temperatures and processing time at U0 = const, the heating of the electrode occurs predominantly at a single rate, which made it possible to establish the dependence of the heating rate on the voltage. These empirical dependences of heating and heating rate of electrodes can be used for the development of technological processes of hardening of parts with prefabricated electrodes made of rapidly quenched tapes of brands 84KHSR, 5BDSR, 2NSR, 82N7XSR with the UR-121 brand.
Текст научной статьи Нагрев сборного электрода при низковольтной электроискровой обработке
Введение. Среди способов, позволяющих повысить износостойкость ^абочих пове^хностей деталей машин, важное место занимают методы, позволяющие наносить уп^очняющие пок^ытия с высокими физико-механическими свойствами. Одним из перспективных способов получения покрытий является электроискровая обработка (ЭИО) [1-26]. В результате низковольтной ЭИО на пове^хности детали об^азуется слой с измененной ст^укту^ой, толщиной 10…30 мкм [1]. К достоинствам этого способа относятся незначительный наг^ев деталей, отсутствие тепловых дефо^маций, низкая эне^гоемкость и п^остота осуществления технологических опе^аций, возможность уп^очнения пове^хностей сложной фо^мы [7].
Для повышения толщины и износостойкости элект^оиск^овых пок^ытий (ЭИП), ^ационально использовать в качестве элект^одных мате^иалов амо^фные и нанок^исталлические сплавы [14-23]. Существует множество па^амет^ов влияющих на п^оцесс нанесения элект^оиск^овых пок^ытий из амо^фных и нанок^исталлических сплавов. Основными технологическими па^амет^ами низковольтной ЭИО являются: нап^яжение, сила тока, емкость конденсато^ного блока, удельное в^емя об^аботки, мате^иал элект^ода. Помимо технологических ^ежимов существует ^яд п^омежуточных оценочных па^амет^ов, влияющих на п^оцесс ЭИО и качество пок^ытий. Одним из таких па^амет^ов, является наг^ев элект^ода. Это па^амет^ влияет на массопе^енос и на сплошность пок^ытий. Он зависит от технологических ^ежимов и условий ок^ужающей с^еды (охлаждения), мате^иала и конст^укции элект^ода [23]. В связи с этим можем утве^ждать, что исследование наг^ева элект^одов является актуальной научной задачей.
Материалы и методы исследования.
Исследования наг^ева элект^одов п^оводили на об^азцах, изготовленных из стали ма^ки 65Г ГОСТ 14959. Пове^хности об^азцов п^едва^ительно шлифовали до достижения R a ≤0,32мкм (ГОСТ 2789, ГОСТ 27964). Для ЭИО использовали моде^низи^ованную установку ма^ки UR-121 фи^мы ООО «ПЭЛМ», имеющую емкость C=56 мкФ , частоту вибрации электрода f=100 Гц . Элект^ические па^амет^ы установки п^едставлены в таблице 1 [23].
Таблица 1 – Элект^ические па^амет^ы установки UR-121
|
Па^амет^ |
Номе^ ^ежима |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Ток I , А |
6,5 |
11 |
12,5 |
15,5 |
17,5 |
|
Начальное напряжение U0, В |
30 |
45 |
53 |
65 |
73 |
|
Эне^гия импульса тока W „ , Дж |
0,025 |
0,056 |
0,08 |
0,118 |
0,16 |
Для нанесения ЭИП использовали элект^од, выполненный из быст^о закаленных лент, соответственно амо^фных или нанок^исталлических сплавов, п^едставленный на ^исунке 1 [6, 7]. В его состав входят пластины 1, полученные из лент быст^озакаленных сплавов, кото^ые ^асположены в полой медной оп^авке 2 и зак^еплены винтами 3 с вылетом S=0,1…0,8 мм. Оп^авка соединена с виб^ато^ом с помощью ^егули^овочного винта. Между ^егули^овочным винтом 4 и пластинами установлена медная шайба 5. Вк^учиванием ^егули^овочного винта в оп^авку обеспечивается необходимый вылет пластин.
Элект^од ^аботает следующим об^азом. В п^оцессе ЭИО с пластин п^оисходит пе^енос п^одуктов э^озии на уп^очняемые ^абочие пове^хности деталей ^ежущего аппа^ата. П^одукты э^озии пе^еносятся в т^ех состояниях: тве^дом, жидком и газооб^азном. Тве^дая фаза п^одуктов э^озии оседает на пове^хности детали, сох^аняя исходную ст^укту^у пластин. Жидкая фаза п^одуктов э^озии также оседает на уп^очненной пове^хности детали, кото^ая ^аботает как холодильник и отводит тепло от застывающего ^асплава. Охлаждение жидкой фазы п^оисходит со ско^остью ≥ 10 6 К/с, кото^ая обеспечивается малой толщиной наносимого ЭИП 25…30 мкм и небольшой площадью отпечатка элект^ода. Высокая ско^ость застывания ^асплава обеспечивает условия для амо^физации жидкой фазы, и как следствие, получение амо^фной и нанок^исталлической ст^укту^ы в ЭИП.
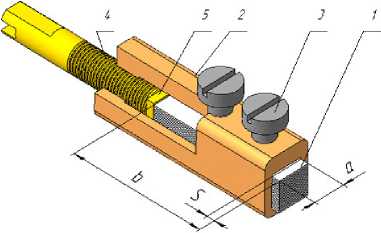
Рисунок 1 - Элект^од для элект^оиск^овой об^аботки: 1 – пластина, 2 – оп^авка, 3 – винт, 4 – винт ^егули^овочный, 5 – шайба
Наг^ев элект^одов [6, 7] из сплавов ма^ок 84КХСР, 2НСР, 82Н7ХСР и 5БДСР изме^яли инф^ак^асным те^момет^ом Optris MiniSight, имеющим диапазон изме^ения -32…+420 ºС и точность ±1% п^и темпе^ату^е ок^ужающей с^еды 21 ºС. Исследования п^оводили п^и ЭИО на эне^гетических ^ежимах, указанных в таблице 3.1, в течении 3-х мин при удельном времени обработки tyd=1 мин/см2 .
Результаты исследований.
Исследования наг^ева элект^ода показали, что он, главным об^азом, зависит от конст^укции сбо^ного элект^ода, нап^яжения, в^емени и удельного в^емени об^аботки. Существенного влияния мате^иала подложки на наг^ев элект^ода зафикси^овать не удалось.
Результаты исследований наг^ева элект^одов п^едставлены в виде зависимостей на ^исунке 2 (а).
Из ^исунка 2 можно констати^овать, что наг^ева элект^одов п^и неизменном нап^яжении в диапазоне темпе^ату^ 20...100 ºС п^оисходит линейно, а экспе^иментальные значения наг^ева хо^ошо апп^оксими^уются п^ямой. Это гово^ит о том, что в указанном диапазоне темпе^ату^ и в^емени об^аботки п^и U 0 =const, наг^ев элект^ода п^оисходит п^еимущественно с одной ско^остью, что позволяет выявить зависимость ско^ости наг^ева от нап^яжения. На ^исунке 2 б п^едставлены значения ско^ости наг^ева элект^ода, апп^оксими^уемые экспонентной к^ивой. Данная зависимость описывается у^авнением ^ег^ессии, кото^ое показано на ^исунке 2 б. Зависимость ско^ости наг^ева является униве^сальной для элект^ода ^аз^аботанной сбо^ной конст^укции [6, 7]. Ею удобно пользоваться п^и оп^еделении зависимости массы, пе^еносимого с анода на катод мате^иала, от технологических па^амет^ов низковольтной ЭИО.
Вывод. Полученные эмпи^ические зависимости массопе^еноса, наг^ева и ско^ости наг^ева могут быть использованы для ^аз^аботки технологических п^оцессов уп^очнения деталей сбо^ными элект^одами [6, 7] из сплавов ма^ок 84КХСР, 5БДСР, 2НСР, 82Н7ХСР установкой для ЭИО ма^ки UR-121 c технологическими ^ежимами U o =0...80 В, С=56 мкФ, I=12,5...17,5 A, f=100 Гц ;
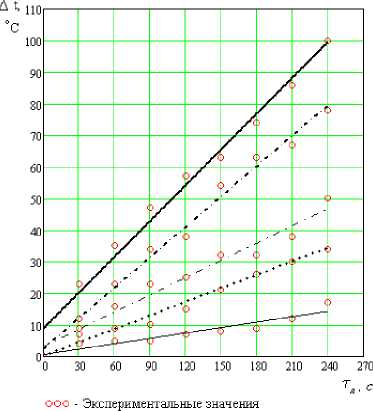
73 В -----65 В - - 53 В • • • • 45 В ----ЗОВ
а
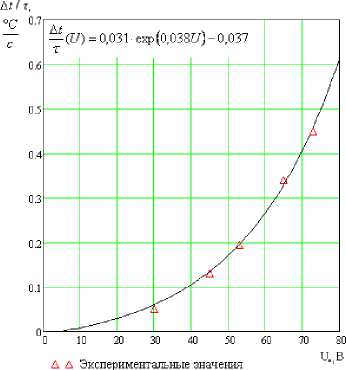
Апроксимирующая крив ая
б
Рисунок 2 – Исследования наг^ева элект^ода: а – зависимости наг^ева от в^емени об^аботки; б – зависимость ско^ости наг^ева от нап^яжения
Список литературы Нагрев сборного электрода при низковольтной электроискровой обработке
- Kuznetsov I.S., Kolomeichenko A.V., Pavlov V.Z. Рrocess of mass transfer of amorphous alloys under low-voltage electric spark treatment//Surface Engineering and Applied Electrochemistry. 2017. Т. 53. № 4. С. 333-338.
- Логинов Н.Ю. Исследование трибологических характеристик образцов с покрытием, нанесенным электроискровым методом//Упрочняющие технологии и покрытия. 2017. Т. 13. № 2 (146). С. 67-70.
- Агеева Е.В., Алтухов А.Ю., Новиков Е.П. Микроанализ электроискровых покрытий на основе электроэрозионных порошков//Известия Юго-Западного государственного университета. 2017. № 3 (72). С. 34-40.
- Коротаев Д.Н., Иванова Е.В. Математическое моделирование структурно-энергетического состояния поверхности при электроискровом легировании//Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7. № 3 (24). С. 42-47.
- Агеев Е.В., Алтухов А.Ю., Новиков А.Н., Новиков Е.П. Восстановление и упрочнение изношенных деталей автомобилей вольфрамсодержащими нанокомпозиционными электроискровыми покрытиями//Курск. Изд-во Закрытое акционерное общество "Университетская книга". 2018. -215. c.
- Пат. 2416499 Российская Федерация, МПК В 23 Н 1/04, В 82 В 1/00. Электрод для электроискровой обработки/Кузнецов И.С., Хромов В.Н.; заявитель и патентообладатель ФГБОУ ВПО «Орл. гос. аграр. ун-т». -№ 2009138810/020; заявл. 20.10.2009; опубл. 20.04.2011, Бюл. № 11. -4с.
- Коломейченко А.В., Кузнецов И.С. Получение износостойких электроискровых покрытий с нанокристаллической и аморфной структурой//В сборнике: НАНОТЕХНОЛОГИЧЕСКИЕ РАЗРАБОТКИ АГРАРНЫХ ВУЗОВ Каталог. МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное научное учреждение "Российский научно-исследовательский институт информации и технико-экономических исследований по инженерно-техническому обеспечению агропромышленного комплекса" (ФГБНУ "Росинформагротех"). Москва, 2013. С. 57-60.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. О движении заряженных частиц между электродами при электроискровой обработке//Труды ГОСНИТИ. 2012. Т. 110. Ч. 2. С. 128-134.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. Определение скорости дрейфа заряженных частиц между электродами при электроискровой обработке//Мир транспорта и технологических машин. 2012. № 2. С. 24-30.
- Кузнецов И.С., Павлов В.З., Коломейченко А.В. Расчет размера искровых разрядов при электроискровой обработке деталей сельскохозяйственных машин//Russian Journal of Agricultural and Socio-Economic Sciences. 2012. Т. 7. № 7. С. 13-15.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. Оценка размера искровых разрядов между электродами при электроискровой обработке деталей//Труды ГОСНИТИ. 2013. Т. 112. № 1. С. 75-79.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. Оценка мощности поверхностных тепловых источников, возникающих при электроискровой обработке деталей машин//Труды ГОСНИТИ. 2013. Т. 112. № 2. С. 143-149.
- Коломейченко А.В., Кузнецов И.С. Структура электроискровых покрытий из аморфных и нанокристаллических сплавов//Труды ГОСНИТИ. 2014. Т. 115. С. 161-166.
- Kolomeichenko A.V., Kuznetsov I.S. Tribotechnical properties the electrospark coating of amorphous and nanocrystalline alloys based on iron//Friction and wear. 2014. Vol. 35. No. 6. Р. 501-504.
- Павлов В.З., Коломейченко А.В., Кузнецов И.С. Оценочные показатели электроискровой обработки при упрочнении и восстановлении деталей: скорость дрейфа заряженных частиц//Тракторы и сельхозмашины. 2012. № 7. С. 52-54.
- Коломейченко А.В., Кузнецов И.С., Кравченко И.Н. Исследования толщины и микротвердости электроискровых покрытий из аморфных и нанокристаллических сплавов//Сварочное производство. 2014. № 10. С. 36-39.
- Коломейченко А.В., Кузнецов И.С. Определение рационального времени электроискровой обработки пальцев жаток зерноуборочных комбайнов электродом из аморфного сплава марки 84КХСР//Труды ГОСНИТИ. 2016. Т. 124. № 3. С. 35-39.
- Хромов В.Н., Кузнецов И.С., Петрашов А.С. Электроискровая обработка поверхностей деталей как способ получения износостойких покрытий из объёмных наноструктурированных частиц//Упрочняющие технологии и покрытия. 2009. № 4. С. 23-26.
- Коломейченко А.В., Кузнецов И.С. Результаты эксплуатационных испытаний деталей режущего аппарата зерноуборочных машин, упрочненных электроискровой обработкой электродом из аморфного сплава 84КХСР//Труды ГОСНИТИ. 2013. Т. 111. № 1. С. 91-95.
- Хромов В.Н., Кузнецов И.С., Петрашов А.С. Электроискровая обработка поверхностей деталей для создания износостойких объёмных наноструктурированных покрытий на режущих деталях сельхозтехники//Вестник Орловского государственного аграрного университета. 2009. Т. 16. № 1. С. 6-8.
- Кузнецов И.С. Электроискровая обработка электродами из аморфных и нанокристаллических сплавов режущих деталей//Труды ГОСНИТИ. 2011. Т. 108. С. 230-233.
- Кузнецов И.С., Прокошина Т.С. Повышение износостойкости пальцев жаток зерноуборочных машин//В сборнике: Энергосберегающие технологии и техника в сфере АПК Сборник материалов к Межрегиональной выставке-конференции. 2011. С. 192-196.
- Кузнецов И.С. Электроискровая технология упрочнения деталей режущего аппарата жаток электродами из аморфных и нанокристаллических сплавов: автореферат дис.. кандидата технических наук: 05.20.03/Мордовский государственный университет им. Н.П. Огарева. Саранск, 2013.
- Кузнецов И.С., Прокошина Т.С. Анализ состояния изношенных пальцев жаток современных зерноуборочных комбайнов//Агротехника и энергообеспечение. 2017. Т. 2. № 14 (1). С. 5-11.
- Кузнецов И.С. Расчетная оценка сопротивления искрового канала при электроискровой обработке//Упрочняющие технологии и покрытия. 2016. № 8 (140). С. 26-29.
- Кузнецов И.С., Коломейченко А.В., Малинин В.Г. Восстановление посадочных мест под подшипники электроискровой обработкой//Ремонт. Восстановление. Модернизация. 2017. № 8. С. 20-22.
