Нанесение клея валичным способом на поверхность рулонных материалов

Автор: Кулаженко Елена Леонидовна, Ольшанский Валерий Иосифович
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 4 (18), 2011 года.
Бесплатный доступ
Выполнен комплексный анализ взаимодействия клея с материалом основы при валичном способе нанесения. Определены основные кинематические и конструктивные параметры клеенамазного устройства, учитывающие физические свойства клея в условиях ламинарного режима движения капельных жидкостей.
Многослойные материалы, клей, клеенамазной валик, плоская поверхность, формирование клеевой пленки, дифференциальные уравнения эйлера, давление, зона контакта
Короткий адрес: https://sciup.org/148185954
IDR: 148185954 | УДК: 687.1.072
Drawing gluing the platen on the surface of rolled materials
The complex analysis of interaction of glue with a basis material is made at a way of drawing by the platen. The cores kinematic and the design data of the smearing device considering physical properties of glue in the conditions of a laminar mode of movement of drop liquids are defined.
Текст научной статьи Нанесение клея валичным способом на поверхность рулонных материалов
Одним из этапов технологического процесса производства рулонных многослойных материалов с различным покрытием (например – волокнистого материала) является нанесение связующего состава на поверхность основы для закрепления волокнистых частиц. Поэтому при проектировании клеевого узла с целью получения определенной толщины клеевой пленки необходимо установить его основные параметры, а именно радиус и скорость вращения клеенамазного валика, давление валика на клеевой слой в зоне контакта с основой.
Рассмотрим схему нанесения клея на плоскую поверхность материала основы непрерывно вращающимися валиками (рис.1).
Обозначим глубину погружения клеенамазного валика в резервуар с клеем h ; уровень клея в резервуаре H . Клее-намазной валик и верхний транспортирующий валик имеют одинаковые радиусы R 1 =R 2 =R , ширину в и вращаются с одинаковыми угловыми скоростями W 1 =W 2 .
При исследовании процесса нанесения клея примем следующие допущения и условия:
- движение основы и нанесенного клеевого слоя являются плоскопараллельным;
- движение основы, валиков и клеевого слоя установившееся;
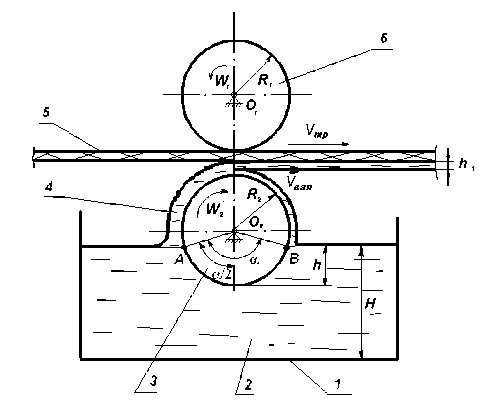
Рисунок 1. Схема нанесения клея валиками: 1 – резервуар с клеем, 2 – клей, 3 – клее-намазной валик, 4 – слой наносимого клея, 5 – основа, 6 – верхний транспортирующий валик
- клей рассматривается как вязкая ньютоновская жидкость;
-
- для предотвращения проскальзывания линейная скорость основы V тр и валиков V вал равны между собой;
-
- уровень клея H и глубина погружения клеенамазного валика h не изменяются.
Исходя из принятых обозначений и расчетной схемы, угол контакта клее-намазного валика с клеем равен h arccos(1 ) . (1)
Зависимость величины угла контакта клеенамазного валика с клеем от величины погружения представлена на рисунке 2.
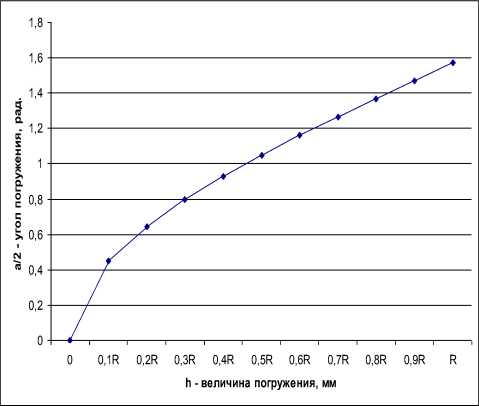
Рисунок 2 . Зависимость угла контакта от величины погружения
Длина дуги контакта валика с кле- ем, определяется из отношения:
kjA В = 2 R arccos( 1 - h ) . (2)
R
Определим величину радиуса кле- енамазного валика из условия ламинарного режима движения вязкой жидкости из условия, что критерий Рейнольдса – Re для поверхностей, отличающихся от круглого сечения равен Re =580 [1, с.148].
Критерий Рейнольдса определяется по известной в механике жидкости и газа формуле:
Vd
Re = — - ,
где ν – кинематическая вязкость клея, м2/с; V – линейная скорость клеенамазно-го валика, м/с, V Vвал Vтр ; dэ – экви- валентный диаметр, м, dэ 4Rгидр , или
Тогда,
2 Vl в
Re =----abb .(4)
( loAB + в )v
Длина дуги контакта
Re v e
AB 2Vв Re
Учитывая соотношение (2), полу- чим h.Re
2R arccos(1 ) = (6)
R 2 Vв Re . ()
При максимальном погружении валика в резервуар, т.е. h=R , получим для реального технологического процесса изготовления многослойных материалов с использованием текстильных отходов. Принимаем (по данным предприятия – изготовителя) в= 0,5м , V= 2м/с , ν= 12·10-4м2/с.
Re v e
л( 2Ve - Rev )
580-12-10-4-0 , 5 ( 2-2-0 , 5-580-12-10"4 ) 3 , 14
= 0 , 0849,
м. (7)
Следовательно, диаметр клеена-мазного валика D 2R 170мм. Угловая скорость клеенамазного валика W, опре деляется из условия V V : тр вал
2 V
W = —тр =---- «23 , 5 , с-1. (8)
D 0 . 17
Движение клея в зазоре между клеенамазным валиком и основой имеет ламинарный характер
нольдса, определяемых с. 190].
Re< 30
D h1 ,
для чисел Рей-неравенством [2, (9)
где h 1 – толщина клеевой пленки, м.
> 0 . 46-10 3, м.
. D- 900 0 . 17-900
h 1
Re 2 580 2
Для практических расчетов принимаем h 0.5 10 3 м или h 0.5 мм.
Клеенамазной валик, равномерно вращаясь в вязкой среде, испытывает сопротивление, обусловленное вязким жидкостным трением. Сила жидкостного трения Т определяется по известной фор- муле
*
dV
TS dh
,
где μ – динамическая вязкость клея, Па·с, μ ≈ 1,5; S – площадь трущихся слоев жидкости, м2; dV/dh – градиент скорости, с-1.
Для ламинарного режима движения жидкости градиент скорости dV/dh можно заменить отношением V/h 1 , тогда
T *S* V h1
.
Площадь трущихся слоев жидко- сти можно определить, зная длину дуги контакта l AB и известной ширине валика вк:
S * l ABвк 2arccos(1 h ) вк
R . (12)
При максимальной дуге контакта l AB R , площадь равна
S * Rв
.
После подстановки в формулу по- лучим
V
T * Rв h1 . (14)
Момент силы жидкостного трения будет равен
M тр ТR * R 2вк V h1 . (15)
Необходимый крутящий момент
MМ
М кр должен быть кр тр .
С учетом потерь на работу сил трения, фактический крутящий момент на клеенамазном валике Мкр ф равен
* R 2 в V
M крф к h1
,
где – к.п.д.
Необходимая мощность определяется по условию N ф = М кр ф W , Вт.
Определим закон распределения давления валика на клеевой слой в зоне контакта с основой. Считаем, что вся масса жидкости движется с линейной скоростью, равной скорости транспортирования основы и относительного сдвига частиц клея не происходит. Такое движение клея можно рассматривать как относительное равновесие, для которого справедливо уравнение равновесия капельной жидкости Эйлера [1, с.49]
dP р( Xdx^Ydy^Zdz ) , (10) где dP – дифференциал давления, н/м2; ρ – плотность, кг/м3; Х,У,Z – единичные массовые силы в проекциях на координатные оси.
На рисунке 3 представлена расчетная схема процесса в плоской координатной системе.
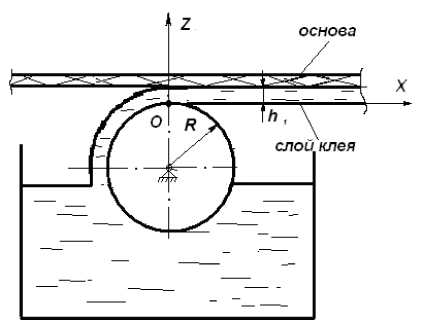
Рисунок 3. Расчетная схема процесса нанесения клея
В проекции на координатные оси единичные массовые силы равны
Z W 2 R g
X
.
dzh 1
Y 0
Тогда дифференциальное уравнение (10) примет вид dV dP = p (W2R-g)dz-p----dx .
dzh 1
В виду малой толщины клеевого слоя, dV dz
градиент скорости можно заменить по толщине
отношением
V I h 1 , тогда:
V
V dP = p (W2R-g)dz-p--dx ; (13)
h 1
P W 2 Rh 1 h 1 V X , (14) h 1 2
где g – удельный вес клея, н/м3; μ – динамическая вязкость клея, Па·с, ц« 1 . 5.
Максимальное давление на клеевой слой Р ma x будет в зоне контакта клеена-мазного валика с клеем при х=0 . Тогда
P nax = W 2 2 Rh 1~ h h l (15)
давление валика на клей, Па
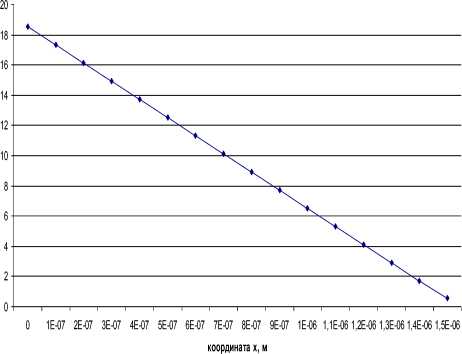
Рисунок 4. Зависимость давления валиков от координаты х
Минимальное давление Р min =0
происходит на некотором расстоянии х 0 определяемом из условия:
V
W 2 Rh h x 0 ; (16)
h 1 2
x0
(W 2 Rph1- yh1) h1 _
V
_ h1 ( W 2 Rp -y)
V
, м ;
x 0
0 . 0005- ( 23 . 5 2 -0 . 0849-1000-9800 )
1 . 5-2
= 1 . 5-10"6, м.
Численное значение максимального давления на клеевой слой в зоне контакта клеенамазного валика с клеем при х=0 рассчитанное по формуле (15) равно
18,5 Па; минимального – при x 1.5 10 6, м – 0,5 Па.
Полученная теоретически зависимость давления валиков от координаты х согласно формулы 14 представлена на рисунке 4. Она построена с помощью программы Maple 9.5 при заданных показателях: ρ = 1000 кг/м3 , W= 23,5 с-1, R= 0,0849 м , h 1 = 0,0005 м , γ = 9800 Н/м3, μ = 1,5Па·с , V= 2 м/с.
Из графика видно, что при увеличении расстояния от точки соприкосновения клеенамазного валика с поверхностью основы давление на клеевой слой уменьшается.
Выводы.
Выполнен комплексный анализ взаимодействия клея с материалом основы при валичном способе нанесения. Установлена зависимость длины зоны контакта валиков с конструктивными параметрами клеенамазного устройства. Определены основные кинематические и конструктивные параметры клеенамазно-го устройства, учитывающие физические свойства клея в условиях ламинарного режима движения капельных жидкостей. Для установившегося режима движения жидкости решены дифференциальные уравнения Эйлера, определены значения давления и зоны контакта, соответствующие качественному процессу формирования клеевой пленки. Полученные на базе теоретических исследований результаты хорошо согласуются с параметрами устройств для нанесения клея валичным способом, установленных на промышленных предприятиях.
