Нанесение оптически черного светопоглощающего покрытия на сплавы алюминия и титана

Автор: Михеев А.Е., Савельев Д.О., Раводина Д.В., Гирн А.В.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 т.23, 2022 года.
Бесплатный доступ
В работе приведен анализ способов получения оптически черного светопоглощающего покрытия методом микродугового оксидирования на сплавах вентильных металлов. Выявлена рецептура универсального электролита и режимы обработки для формирования оптически черного покрытия на сплавах алюминия и титана. Установлены зависимости параметров режимов обработки на свойства покрытий. Полученный оксидный слой обладает высокой степенью черноты и имеет однородную структуру. Результаты исследования могут быть применены для нанесения оптически черного МДО-покрытия на изделия ракетно-космической техники.
Электролит, микродуговое оксидирование (мдо), оптически черное покрытие, светопоглощающее покрытие, режим обработки
Короткий адрес: https://sciup.org/148324811
IDR: 148324811 | УДК: 620.197 | DOI: 10.31772/2712-8970-2022-23-2-305-314
Application of optically black light-absorbing coating on aluminum and titanium alloys
The paper presents an analysis of methods for obtaining an optically black light-absorbing coating by microarc oxidation on valve metal alloys. The formulation of a universal electrolyte and processing modes for the formation of an optically black coating on aluminum and titanium alloys are revealed. The dependences of the parameters of the processing modes on the properties of coatings are established. The resulting oxide layer has a high degree of blackness and has a homogeneous structure. The results of the study can be applied to the application of optically black MDO coating on products of rocket and space technology.
Текст научной статьи Нанесение оптически черного светопоглощающего покрытия на сплавы алюминия и титана
В аэрокосмической промышленности основную долю конструкционных материалов составляют алюминиевые и титановые сплавы. Это обусловлено их высокими удельными характеристиками, а также технологичностью. Летательный аппарат в космическом пространстве подвержен воздействию ряда факторов: потоков ионов высокой энергии, плазмы, солнечной энергии, тепловых потоков, метеорных частиц и т. д. В результате их воздействия в материалах космического аппарата (КА) могут возникать процессы, вызывающие изменение начальных свойств материала или аппаратуры КА. На этапе выведения КА испытывает значительные вибрационные и термические нагрузки. Исходя из этого, большой интерес представляет улучшение характеристик применяемых конструкционных материалов.
Одним из таких способов является микродуговое оксидирование (МДО). МДО - это электрохимический процесс модификации поверхности вентильных металлов, который сопровождается воздействием плазменных разрядов на обрабатываемое изделие. Отличительной особенностью микродугового оксидирования является участие в процессе формирования покрытия поверхностных микроразрядов, оказывающих весьма существенное и специфическое воздействие на формирующееся покрытие, в результате которого состав и структура получаемых оксидных слоев существенно отличаются, а свойства значительно повышается по сравнению с обычными анодными пленками [1-3].
Свойства МДО-покрытий определяются структурой и составом покрытия, которые, в свою очередь, зависят от материала основы, состава электролита и режима обработки. При описании характеристик покрытия руководствуются следующими параметрами: толщиной, микротвердостью, пробойным напряжением, теплостойкостью, коррозионной стойкостью, износостойкостью, пористостью и др.
Покрытия, получаемые при микродуговом оксидировании, обладают уникальными физикомеханическими свойствами, но на практике исследователи сталкиваются с проблемой получения такого покрытия с определенной цветовой гаммой для ракетно-космической отрасли. Так, например, изделия с МДО-покрытием черного цвета могут применяться для кейсов бортовых систем КА или в системе терморегулирования для поддержания необходимой рабочей температуры элементов КА за счет свойства черного цвета поглощать весь видимый спектр света.
Однако получение покрытия определенного цвета связано с рядом факторов, влияющих на конечный результат. Во-первых, состав электролита оказывает значительное влияние на цвет формируемого покрытия. Авторами различных трудов неоднократно отмечалось, что ключевую роль на формирование определенного цвета МДО-покрытия оказывает содержание в электролите солей переходных металлов [1-6]. В данной работе рассмотрены электролиты для формирования покрытия черного цвета.
Во-вторых, легирующие и основные компоненты сплавов металлов вступают в реакцию с компонентами электролита, образуя покрытие на поверхности образца, поэтому цвет МДО-покрытия меняется на различных сплавах одного вентильного металла. Так, например, если в слабощелочном электролите обработать два разных сплава алюминия, один из которых содержит 5 % марганца, то он будет иметь белый оттенок, другой сплав алюминия с содержанием меди равной 5 % после обработки будет иметь зеленоватый оттенок. Аналогичный результат наблюдается при обработке различных вентильных металлов и их сплавов.
В-третьих, параметры обработки, такие как продолжительность, плотность тока, соотношение анодной и катодной составляющих тока и другие, имеют важность при получении покрытия с определенным оттенком цвета и физико-механическими характеристиками.
Целью работы является определение состава, концентрации компонентов электролита и режимов обработки МДО алюминиевых и титановых сплавов для получения оптически черного светопоглощающего покрытия с высокими физико-механическими характеристиками.
Анализ литературы
Был рассмотрен и проанализирован способ формирования оптически черных защитных покрытий на вентильных металлах [6]. Способ реализуется с использованием электролита, содержащего дигидрофосфат натрия, ферроцианид калия, вольфрамат или молибдат натрия. Покрытие получают в гальваностатическом режиме при плотности постоянного тока 5 А/дм2 и напряжении 90–150 В для сплавов алюминия и 60–100 В для сплавов титана. Недостаток способа заключается в ограничение по толщине наносимого покрытия (не более 12 мкм), обусловленное применением гальваностатического режима с постоянным током. Кроме того, этот режим нанесения покрытий требует больших энергозатрат. Получаемые покрытия могут применяться только в декоративных целях.
Другим способом является микродуговое оксидирование вентильных металлов и их сплавов в электролите, содержащем тринатрийфосфат, тетраборат натрия и вольфрамат натрия. Покрытие получают при постоянной плотности тока до 10 А/дм2 и напряжении до 350 В в течение до 10 мин. Покрытие получается тонким (до 5 мкм) и серым [6].
Также описывается способ получения цветных оксидных покрытий в электролите, состоящем из: фторида натрия, гидрофосфата натрия, бромида натрия, фторида аммония, ферроцианида калия. Обработка изделия постоянным током при плотности тока до 30 А/дм2 в течение 10 мин и конечном напряжении до 720 В. Недостатком процесса является выделение вредных паров, а также высокий расход красящей добавки в виде ферроцианида калия.
Способ МДО при плотности тока до 10 А/дм2 и времени до 20 мин включает в себя электролит, содержащий дигдрофосфат натрия, ферроцианид калия, вольфрамат или молибдат натрия. Недостатком является обработка при постоянном токе, что ограничивает толщину покрытий (до 12 мкм), а также сопровождается отсутствие у покрытия защитных свойств [6].
Электролит для получения черных слоев содержащий тирнатрийфосфат 12-водный, тетраборат натрия 10-водный, вольфрамат натрия 2-водный характеризуется высокой стоимостью компонентов, вредностью образуемых в процессе газов, а также неустойчивостью во время эксплуатации [7].
Способ получения декоративной пленки в электролите с ферроцианидом калия, гидрофосфатом натрия, фторидом натрия, бромидом натрия отличается токсичностью компонентов в высоких концентрациях [8].
В работе [8] описан способ МДО в импульсном анодном или анодно-катодном режиме с частотой импульсов тока 50–2500 Гц и длительностью 70–1000 мкс при плотности анодного тока 70–300 А/дм2, катодного тока 50–120 А/дм2 в водном растворе цитрата железа 3 и дигидрофосфата натрия. Получаемое покрытие имеет толщину до 10 мкм и обладает низкой адгезией к материалу подложки.
Проанализирован способ получения оптически черного МДО-покрытия в трех водных растворах электролитов при последовательном оксидировании в каждом растворе. Все электролиты содержат тетраборат натрия, бихромат калия, вольфрамат натрия, аммония парамолибдат, оксид вольфрама, гидроксид натрия, метасиликат натрия. Каждый раствор имеет индивидуальное соотношение компонентов. Покрытие формируется в импульсном анодно-катодном режиме с длительностью анодных импульсов 50 мс, катодных 40 мс, паузами 10 мс. Недостатками способа является сложность и стадийность процесса, токсичность компонентов электролита [9].
Авторы патента [10] описывают электролит для нанесения покрытий на вентильные металлы и сплавы, состоящий из гексаметафосфата натрия и метаванадата натрия или аммония. МДО проводится в гальваностатическом режиме при плотности тока до 15 А/дм2 в течение 15 мин при конечном напряжение до 250 В. Недостатком способа является неоднородное распределение структурных элементов по толщине, которая составляет 15 мкм.
В работе [11] описан способ МДО в электролите с жидким стеклом, хроматом натрия и гидроксидом натрия при плотности тока до 25 А/дм2, продолжительностью до 90 мин. Электролит является неустойчивым в процессе работы и имеет ограниченный температурный режим работы.
Формирование черных покрытий методом МДО также проводят в электролите содержащем дигидрофосфат натрия, силикат натрия, молибдат натрия, ферроцианид калия при плотности тока 14 А/дм2 и напряжении до 700 В [12].
Анализ литературы и предварительные эксперименты показали, что электролит, указанный в работе [12] имеет экономическую и экологическую обоснованность для получения оптически черных светопоглощающих покрытий. А именно: добавление фосфатосодержащих веществ обусловлено стабилизирующим эффектом на электролит. Авторами работы [13] было обнаружено влияние фосфатов на улучшение эксплуатационных свойств электролита, а также повышение микротвердости получаемых в нем покрытий. Силикат натрия вводится в электролит для улучшения сцепления покрытия с материалом подложки. В то время как молибдат натрия служит для повышения скорости формирования покрытия и повышения работоспособности электролита. Добавка ферроцианида калия обеспечивает окрашивание покрытия и повышение износостойкости [1; 12].
Методика исследований
Для выявления концентрации реактивов электролита была проведена серия экспериментов, которая заключалась в проведении МДО образцов площадью 0,3 дм2 из сплава В-1461 и ВТ1-0 в электролитах с шагом изменения концентраций реактивов в 5 г/л. Для оценки влияния концентрации реактивов процесс проводили при постоянных параметрах режима МДО, а именно: время оксидирования 210 секунд, плотность тока I = 25 А/дм2, соотношение катодной и анодной составляющей I k /I a = 1 при температуре электролита 25–30 ºС. В первую очередь при оценке покрытия руководствовались отсутствием видимых дефектов покрытия, а также сравнением степени черноты образцов. В случае идентичности результатов проводилось сравнение косвенных параметров, таких как шероховатость, толщина и устойчивость к механическим повреждениям.
Для описания свойств покрытия были проведены следующие исследования: измерения толщины покрытия, шероховатости, адгезии покрытия к подложке, структуры и химического состава.
Химический состав покрытия регистрировали с помощью рентгенофлоуресцентного анализа на спектрометре ARL QUANTX EDXRF.
Толщину покрытия определяли с помощью вихретокового толщиномера. Среднее значение принимали исходя из измеренной толщины в пяти различных областях образца.
Профилометром TR110 исследовали шероховатость поверхности. Также принимали среднее значение на основе измерений пяти различных областей образца.
Адгезию покрытий с основным металлом образцов контролировали методом рисок. Для этого режущим инструментом наносят сетку рисок, состоящую из квадратов со стороной 2 мм. Риски прорезают до основного металла и осматривают отслоения внутри квадратов.
Контроль внешнего вида покрытия проводился в соответствии с ГОСТ 9.302 (раздел 2), путем сплошного осмотра поверхности образцов с учетом их предварительной обработки.
Структуру МДО-покрытия исследовали с помощью электронного микроскопа Neophot-32.
Установка МДО ИАТ-М позволяет варьировать различные электрические составляющие процесса. В качестве основополагающих параметров процесса является плотность тока, соотношение катодной и анодной составляющей тока, напряжение, время оксидирования, а также форма выходного импульса тока.
Образцы предварительно обезжиривались. Закреплялись в электролитической ванне на титановом или алюминиевом подвесе в медных зажимах. Оксидирование проводилось в аноднокатодном режиме.
Электролитическая ванна имеет активную площадь анодной поверхности равной 16,2×104 мм2. Имеет водяной контур охлаждения объемом 225×104 мм3. Рабочий объем ванны не более 250×104 мм3.
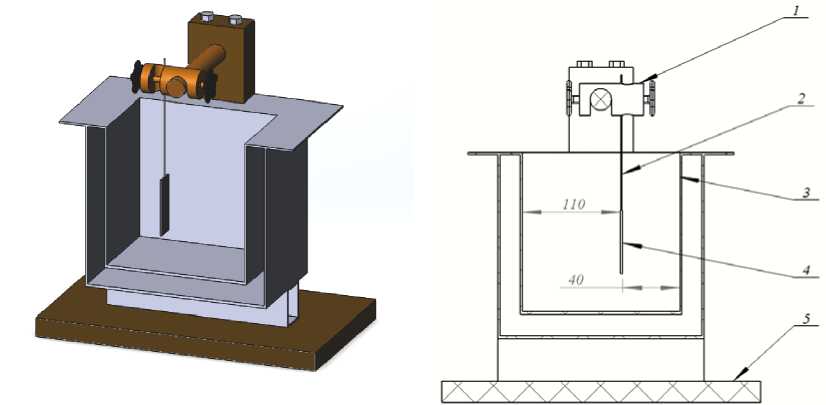
Образец закрепляли параллельно активным поверхностям ванны на расстояние 40 мм и 110 мм соответственно двум сторонам образца. Схема расположения образца в электролитической ванне представлена на рис. 1.
б
Рис. 1. Расположение образца в электролитической ванне:
а – трехмерная модель с разрезом; б – чертеж-схема электролитической ванны:
1 – крепление для фиксации токоподвода; 2 –токоподвод; 3 – рабочая анодная поверхность электролитической ванны; 4 – рабочий электрод; 5 – диэлектрическая платформа крепления
-
Fig. 1. Location of the sample in the electrolytic bath:
a – three-dimensional model with a cut; b – drawing-scheme of the electrolytic bath:
-
1 – mount for fixing the current lead; 2 – current lead; 3 – working anode surface of the electrolytic bath;
-
4 – working electrode; 5 – dielectric mounting platform
Для определения зависимости между свойствами покрытия и режимом обработки были выбраны следующие диапазоны параметров:
– плотность тока (j) 20–30 А/дм2;
-
– соотношение катодной и анодной составляющей (I k /I a ) от 0,5 до 1;
-
– время оксидирования (τ) 300–900 сек;
-
– форма следования импульсов трапецеидальная или синусоидальная;
– конечное напряжение (U) 220–410 В.
В качестве образцов были применены сплавы В-1461 и ВТ1-0. Площадь образцов 0,3 дм2. Температура электролита 25–30 ºС. Обработка сплавов алюминия и титана проводилась в идентичных электролитах раздельно.
Результаты и обсуждение
Исследование влияния концентрации компонентов показало, что электролит со следующим составом: NaH 2 PO 4 ·2H 2 O – 20 г/л, Na 2 SiO 3 – 5 г/л, K 3 [Fe(CN) 6 ] – 10 г/л, Na 2 MoO 4 – 5 г/л способствует формированию оптически черного светопоглощающего покрытия с высокими физикомеханическими характеристиками как на сплавах титана так и алюминия.
В ходе исследования был установлен характер зависимости выбранных показателей покрытия от параметров оксидирования, по которым затем были сформированы рекомендуемые режимы обработки для сплавов алюминия и титана (табл. 1 и 2).
Выбор режима обработки, прежде всего, связан с назначением покрытия. Если покрытие применяется в декоративных целях, то внешний вид имеет первостепенное значение. А значит, минимальная шероховатость, максимальная степень черноты для светопоглощения, равномер- ность тона цвета и прочно сцепления покрытия со сплавом являются приоритетными показателями качества покрытия.
Для формирования функционального покрытия применяемого для склеивания с композиционными материалами необходимо выбрать правильное соотношение между шероховатостью, толщиной и адгезионной прочностью.
Износостойкое покрытие характеризуется твердостью покрытия, что в условиях данной работы обусловлено химическим составом и однородностью покрытия.
Таблица 1
Режимы обработки сплавов титана в универсальном электролите для формирования оптически черного покрытия
|
Назначение покрытия |
Плотность тока, i, А/дм2 |
Соотношение катодной и анодной составляющей, I k /I a |
Время обработки, τ, сек |
Форма следования импульсов |
Конечное напряжение, U, В |
|
Декоративное |
20 |
0,8 |
180–1200 |
Синусоидальная |
220–290 |
|
Функциональное |
20–25 |
0,8 |
600–1800 |
Трапецеидальная |
230–305 |
|
Износостойкое |
25–30 |
0,8 |
600–1800 |
Трапецеидальная |
230–320 |
Таблица 2
Режимы обработки сплавов алюминия в универсальном электролите для формирования оптически черного покрытия
|
Назначение покрытия |
Плотность тока, i, А/дм2 |
Соотношение катодной и анодной составляющей, Ik/Ia |
Время обработки, τ, сек |
Форма следования импульсов |
Конечное напряжение, U, В |
|
Декоративное |
20 |
1 |
180–1200 |
Синусоидальная |
280–340 |
|
Функциональное |
25–30 |
0,5 |
600–1800 |
Синусоидальная |
300–370 |
|
Износостойкое |
30 |
0,5 |
600–1800 |
Трапецеидальная |
320–410 |
В составе МДО-покрытия на алюминиевом сплаве при каждом режиме обработки выявлено содержание химических элементов: Fe более 70 %, Al более 20 %, Mo более 4 % и в меньшей степени Si. На сплаве титана при каждом режиме обработки было обнаружено: Ti более 60 %, Fe более 33 %, Mo более 2 % и Si более 2 %. В работе [1] установлено наличие в аналогичном по компонентам электролите шпинелей Al 2 O 3 ·Fe 3 O 4 ·MoO 3 , Al 2 O 3 и AlPO 4 на алюминии и его сплавах и Al2O3·TiO2 – на титане и его сплавах. Также описаны химические процессы, проходящие на алюминиевом аноде, с образованием FeAl2O4, что обеспечивает покрытию черный цвет. Аналогичные процессы протекают на титановом аноде.
На рис. 2 представлены образцы из сплава ВТ1-0. Сформированные покрытия имеют равномерный и насыщенный тон черного цвета по всей площади образца. При изменении технологического режима удалось получить МДО-покрытие толщиной от 6 до 51 мкм и шероховатостью от 2,1 до 4,7 мкм без ухудшения адгезии покрытия к материалу подложки.
На алюминиевом сплаве В-1461 (рис. 3) были получены покрытия толщиной от 10 до 70,8 мкм и шероховатостью от 1,2 до 4,03 мкм. В случае изменений параметров режима обработки возможно получение покрытий оттенков черного.
При изучении поперечного шлифа образцов МДО-покрытия на сплавах алюминия отмечено размытие границы функционального слоя МДО-покрытия и подслоя, что говорит об однородности и функциональности по всей толщине (рис. 4).
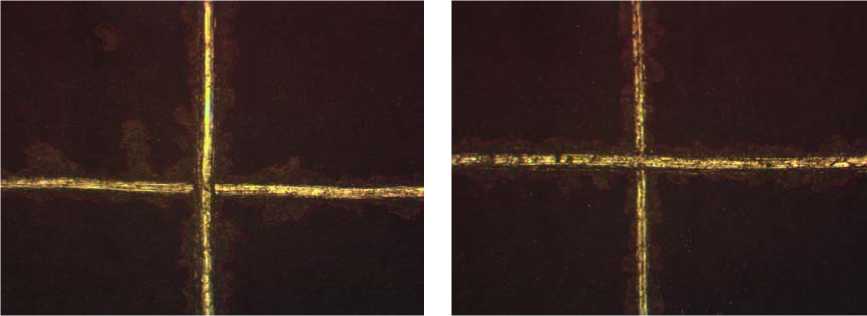
В ходе исследования было установлено, что при трапецеидальном следовании импульсов тока прочность сцепления покрытия с подложкой значительно выше. Об этом можно судить по фотографиям поперечных рисок на МДО-покрытие (рис. 5). На образцах, которые обрабатывались при трапецеидальной форме следования импульсов, площадь отслоившегося покрытия вблизи пересечения рисок в 2 раза меньше чем на образцах при обработке синусоидальной формой импульсов тока.

Рис. 2. Оксидированные образцы титанового сплава ВТ1-0
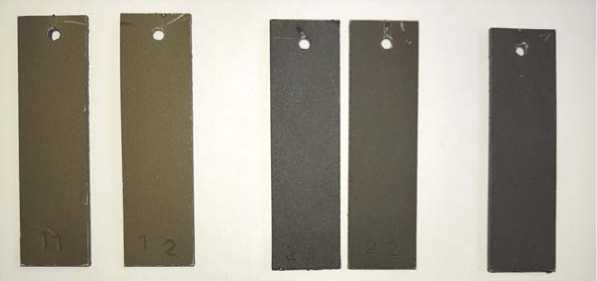
Рис. 3. Образцы из сплава В-1461 с МДО-покрытием
Fig. 3. Samples from V-1461 alloy with MAO coating
Fig. 2. Oxidized samples of titanium alloy VT1-0
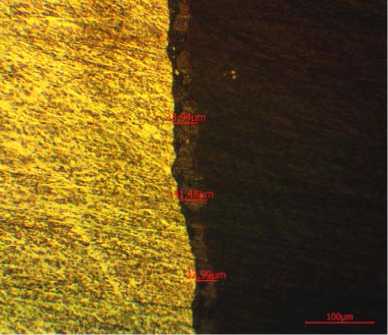
Рис. 4. Фотография поперечного шлифа образца из сплава В-1461 с МДО-покрытием
Fig. 4. Photograph of a transverse section of a sample made of V-1461 alloy with an MAO coating
а
б
Рис. 5. Фотографии пересечения рисок на МДО-покрытие образцов из титанового сплава в 6-кратном увеличении: а – при синусоидальной форме импульсов; б – при трапецеидальной форме импульсов
Fig. 5. Photographs of the intersection of scratches on the MAO coating of titanium alloy samples at a 6-fold increase: a – with a sinusoidal pulse shape; b – with a trapezoidal shape of pulses
Заключение
Средняя скорость роста покрытия составляет 3,3 мкм/мин на обоих сплавах. Шероховатость покрытия увеличивается и в среднем составляет 2,49 мкм. При нанесении покрытий сложных пространственных изделий наблюдалось равномерное покрытие по толщине и цвету, в том числе и внутренних поверхностей. В сравнении с прототипами данная методика отличается универсальностью применения электролита для сплавов алюминия и титана без изменения концентрации компонентов, а также полифункциональность получаемого МДО-покрытия, которая являются актуальной темой для изучения цветных электрохимических покрытий. К недостаткам метода относится ограниченная толщина получаемого покрытия до 70 мкм, а также температурный режим эффективности и годности электролита до 50 ºС. Особенностью технологического режима является применение импульсов трапецеидальной формы, что позволяет формировать покрытия с наилучшим сцеплением с материалом подложки.
В данной работе был определен состав, концентрации компонентов электролита, а также исследована и описана технология получения покрытий из неорганических оксидных слоев методом МДО на поверхностях вентильных металлов и их сплавов, которые могут применяться для получения декоративных, теплостойких, оптически черных, износостойких и коррозионностойких покрытий, прежде всего в аэрокосмической промышленности на алюминиевых и титановых сплавах.
Список литературы Нанесение оптически черного светопоглощающего покрытия на сплавы алюминия и титана
- Влияние технологических параметров на элементный состав микродугового оксидирования покрытий на алюминиевых и титановых сплавах / А. Е. Михеев, А. В. Гирн, Д. В. Орлова и др. // Вестник СибГАУ. 2012. № 4 (44). С. 168-172.
- Суминов И. В. Плазменно-электролитическое модифицирование поверхности металлов и сплавов. М. : Техносфера, 2011. 512 с.
- Федоров В. А., Белозеров В. В., Великосельская Н. Д Формирование упрочненных поверхностных слоев методом микродугового оксидирования в различных электролитах и при изменении токовых режимов // Физика и химия обработки материалов. 1991. № 1. С. 87-93.
- Исследование процесса формирования оптически черных оксидно-керамических покрытий на поверхности алюминиевого сплава 1160 / Ж. И. Беспалова, И. Н. Паненко, В. В. Дубовсков и др. // Известия вузов. Северо-Кавказский регион. Естественные науки. 2012. № 5. С. 63-66.
- Михеев А. А., Вахтеев Е. В., Орлова Д. В. Анализ способов окрашивания покрытий, получаемых при микродуговом оксидировании на алюминиевых сплавах // Решетневские чтения : материалы XIV Междунар. науч. конф. (10-12 ноября 2010, г. Красноярск) : в 2 ч. / под общ. ред. Ю. Ю. Логинова ; Сиб. гос. аэрокосмич. ун-т. Красноярск, 2010. С. 9-10.
- Пат. 2096534 Российская Федерация, МПК С 25 Б 11/14, С 25 Б 11/02. Способ получения оптически черных защитных покрытий на вентильных металлах / Яровая Т. П., Руднев В. С., Гордиенко П. С., Недозоров П. М. № 96114575/02; заявл. 18.07.96; опубл. 20.11.97.
- Пат. 2263136 Российская Федерация, МПК С 25 Б 11/02. Способ плазменно-электролитического оксидирования вентильных металлов и их сплавов / Руднев В. С., Яровая Т. П., Недозоров П. М. № 2004123494/02; заявл. 30.07.2004; опубл. 27.10.2005. Бюл. № 30.
- Пат. 2285066 Российская Федерация, МПК С 25 Б 11/02. Электролит для получения черного керамического покрытия на вентильных металлах и их сплавах, способ его получения и покрытие, полученное данным способом / Мамаев А. И., Хохряков Е. В., Бутягин П. И. № 2005114806/02; заявл. 14.05.2005; опубл. 10.10.2006, Бюл. № 28.
- Пат. 2459890 Российская Федерация, МПК С 25 Б 11/02, С 25 Б 15/00. Способ получения оптически черного оксидно-керамического покрытия на поверхности алюминия и его сплавах / Беспалова Ж. И., Паненко И. Н. № 2011130828/02; заявл. 22.07.2011; опубл. 27.08.2012, Бюл. № 24.
- Пат. 2061107 Российская Федерация, МПК С 25 D 11/06. Способ микродугового получения защитных пленок на поверхности металлов и их сплавов / Руднев В. С., Гордиенко П. С., Курносова А. Г., Орлова Т. И. № 5004969/02; заявл. 17.07.91; опубл. 27.05.96.
- Пат. 2238352 Российская Федерация, МПК С 25 D 11/02. Способ получения покрытий / Казанцев И. А., Скачков В. С., Розен А. Е., Кривенков А. О. № 2003126876/02; заявл. 02.09.2003; опубл. 20.10.2004.
- Пат. 2607875 Российская Федерация, МПК С 25 D 11/14. Способ нанесения керамического черного покрытия на вентильные металлы методом микродугового оксидирования и покрытие, полученное этим способом / Бутягин П. П., Болыпанин А. В., Сафронова С. С. № 2015111777; заявл. 31.03.2015; опубл. 20.01.2017, Бюл. № 2.
- Пат. 2070622 Российская Федерация, МПК С 25 D 11/02, С 25 D 11/04, С 25 D 11/06, С 25 D 11/26. Способ нанесения керамического покрытия на металлическую поверхность микродуговым анодированием и электролит для его осуществления / Большаков В. А., Шатров А. С. № 93033138/02; заявл. 24.06.93; опубл. 20.12.96.
