Наноэкструзионная технология изготовления конструкционных алюминиевых профилей

Автор: Крушенко Генрих Гаврилович, Решетникова Светлана Николаевна, Двирный Гурий Валерьевич
Журнал: Космические аппараты и технологии.
Рубрика: Новые материалы и технологии в космической технике
Статья в выпуске: 1-2 (15-16), 2016 года.
Бесплатный доступ
Одной из важных задач космического машиностроения является максимально возможное снижение массы при одновременном обеспечении требуемых механических характеристик как основных деталей и узлов космического аппарата (КА), так и средств запуска, в состав которых входит вспомогательный узел - адаптер, предназначенный для механического соединения КА с ракетой-носителем. И снижение его массы решалось разными средствами. Например, адаптер ракеты-носителя «Ариан-5» собирали из сегментов, заполненных алюминиевой пеной. При этом выигрыш в применении пенозаполненного адаптера заключался как в уменьшении массы по сравнению с массой адаптера из листового материала, так и в повышении его сопротивления деформации и вибрации. Следующий шаг на пути к облегчению массы адаптера - изготовление его из композитной анизогридной «сетки». Такие адаптеры пришли на смену металлическим. Возможен еще один вариант изготовления адаптеров и других сетчатых конструкций с применением алюминиевых профилей с волокнистым внутренним строением, которые получают путем прессования (экструзии) композиции, состоящей из частиц алюминия и нанопорошков (НП) химических соединений. Волокнистая структура профилей обеспечивает их высокие механические свойства, включая прочность на изгиб, а также способность к погашению вибрации
Космический аппарат, адаптер: цельнометаллический, пенозаполненный, анизогридный, волокнистый
Короткий адрес: https://sciup.org/14117376
IDR: 14117376 | УДК: 621.762
Nanoextrusions the technology of manufacture of structural aluminium profiles
One of the important tasks of space engineering is a maximum weight reduction while ensuring the required mechanical characteristics as the main parts of the spacecraft (SC) and launcher, which includes an auxiliary host adapter designed for mechanical connection of the SC with the launch vehicle. And the reduction of its mass were solved by different means. For example, the adapter of the launch vehicle «Ariane-5» was assembled from segments filled with aluminum foam. In this case, the gain was how to reduce the weight compared to the weight of the adapter from the sheet material and to increase its resistance to deformation and vibration. The next step on the way to the relief of the mass of the adapter is the manufacture of composite anisakidae «grid». These adapters replaced the metal. There is one more option of making adapters and other mesh designs with the use of aluminum profiles with a fibrous internal structure, which are obtained by extrusion (extrusion) of the composition consisting of particles of aluminum and nanopowder (NP) chemical compounds. Fibrous structure of the profiles ensures their high mechanical properties, including bending strength, and the ability to repay vibration
Текст научной статьи Наноэкструзионная технология изготовления конструкционных алюминиевых профилей
Одной из проблем, связанной с космическим машиностроением, является максимально возможное снижение массы как основных деталей и узлов собственно космического аппарата (КА), так и средств запуска, в состав которых входит вспомогательный узел - адаптер, предназначенный для механического соединения КА с ракетой-носителем.
Пенозаполненный адаптер
В работе [1] с целью уменьшения массы адаптера (Сone 3936 – Конус 3936), одного из компонентов ракеты-носителя «Ариан-5» (длина – 59 м, диаметр – 5,4 м), его собирали из сегментов, заполненных алюминиевой пеной ( aluminium foam sandwiches ). Технология изготовления сегментов включала следующие последовательные операции. Контейнер из листового металла заполняли потошковым сплавом состава (6,0 % Si; 10,0 % Cu;
Al – ост.), легирующими элементами и порошком гидрида титана TiH2 с последующим уплотнением. Полученный компактный продукт (прекурсор) помещали между алюминиевыми листами толщиной 1,5 мм и подвергали его прокатке, затем нагревали до расплавления металлических компонентов и разложения TiH2 с выделением водорода, который и образовывал пенопористую структуру, фиксирующуюся при последующем охлаждении. Толщина сэндвича составляла 25 мм.
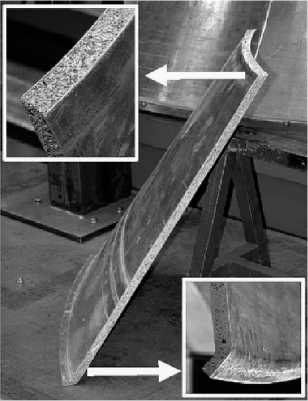
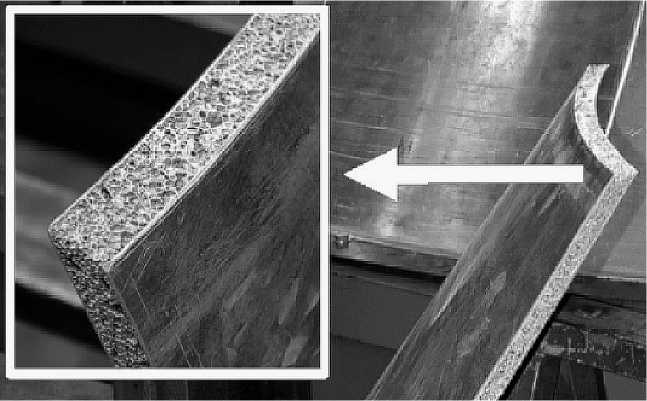
Для придания сэндвичу требуемой толщины и устранения деформации поверхности, вызванной образованием пены, его подвергали повторному прессованию. Полученные заготовки резали лазером до нужных размеров. Сегмент с требуемой криволинейной геометрией получали путем прессования заготовок с помощью специального штампа, а конечные его размеры получали обработкой резанием. На рис. 1 показан готовый сегмент с хорошо видимой пенопористой структурой.
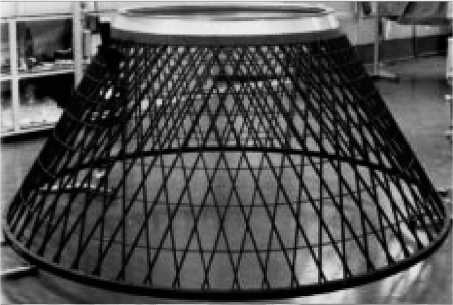
Отдельные сегменты собирали в конструкцию конического адаптера с помощью сварки плавлением. Адаптер, собранный из 12 пеноалю-миниевых сегментов (рис. 2), показан на рис. 3.
а
Наноэкструзионная технология изготовления конструкционных алюминиевых профилей
б
Рис. 1. Пеноалюминиевый сегмент: а – общий вид; б – увеличенный фрагмент [1]
Диаметр верхней его части составляет 2,6 м, нижней - 3,9 м, высота 0,8 м, масса 200–210 кг.
Выигрыш в применении пенозаполненного адаптера можно показать на примере применения пены в авиации при изготовлении крыльев самолета. На рис. 4 показан фрагмент передней кромки крыла самолета [2], изготовленного из листового деформируемого алюминиевого сплава, до (а) и после (б) заполнения полости пеной сплава Al - 10 % Si (р = 0,90 г/см3). В качестве порофо-ра применяли гидрид титана TiH2. Толщина листа пустотелой кромки стандартной конструкции составляла 2,5 мм, а в результате заполнения пено- сплавом ее уменьшили до 1,5 мм. Испытания на удар показали, что деформация пустотелой кромки составляет 9,8 ± 0,4 %, тогда как заполненной пеносплавом – 2,5 ± 0,1 % (меньше ~ в 4 раза). Очевидно, такими же преимуществами обладает и пенозаполненный адаптер.
Анизогридные конструкции. В различных отраслях техники, в строительной индустрии и в других областях широко применяются металлические детали, длина которых значительно превышает размеры профильного сечения. Из таких деталей создают ажурные пустотелые объемные конструкции, такие, например, как Эйфелева баш-
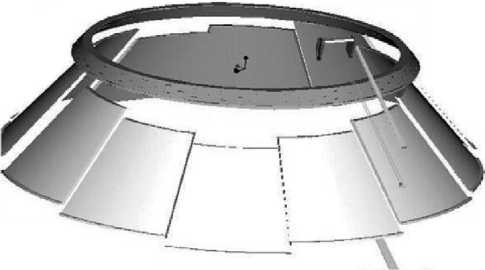
Рис. 2. Конструкция конуса, состоящего из 12 сегментов, собранных между верхним кольцом и нижним фланцем [1]

Рис. 3. Собранный адаптер [1]
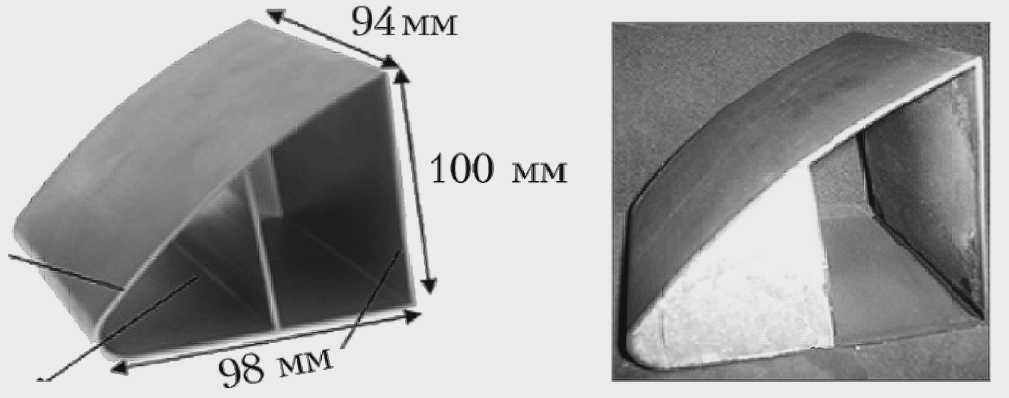
Рис. 4. Передняя кромка крыла самолета: до ( а ) и после ( б ) заполнения пеносплавом Al - 10 % Si [2]

■_■ ИССЛЕДОВАНИЯ
Havko-
Ж ГРАДА

а
Рис. 5. Металлический ( а ) и сетчатый композитный ( б ) адаптеры [3]
б
ня и многие объемные конструкции российского инженера В. Г. Шухова, из которых хорошо известна телевизионная башня на Шаболовке. К таким конструкциям относятся и анизогридные сетчатые конструкции, широко применяемые в космической технике [3] для изготовления различных объемных трубчатых и конических конструкций, включая «переходный отсек» (адаптер), обеспечивающий механическое соединение космического аппарата с ракетой-носителем. Такие адаптеры пришли на смену металлическим адаптерам (рис. 5).
Алюминиевые профили с волокнистой структурой. При этом возможен еще один вариант изготовления адаптеров и других сетчатых конструкций с применением алюминиевых профилей с волокнистым внутренним строением, которые получают путем прессования (экструзии) композиции, состоящей из частиц алюминия и нанопорошков (НП) химических соединений. Следует отметить, что этому новому классу материалов в последнее время уделяется большое внимание. НП представляют собой сверхмелкозернистые образования с размерами частиц, не превышающими 100 нм (1 нм = 10-9 м) [4], которые обладают уникальными физико-химическими и механическими свойствами, существенно отличающимися от свойств материалов того же химического состава в массивном состоянии [5], которые могут в определенной степени передаваться получаемым из них или с их участием изделиям. Причина уникальности свойств НП заключается в том, что количество атомов в их поверхностном слое и в объеме оказывается соизмеримым [6]. Наночастицы обладают существенно искаженной кристаллической решеткой, что влияет на энергию активации большинства процессов, в которых они участвуют, меняя их привычный ход и последовательность.
Обладающие специфическими свойствами НП при их применении в технике могут обеспечить получение новых материалов с заданными характеристиками [7], что было нами установлено на целом ряде чугунов, сталей и алюмини-

Рис. 6. Типичные профили с волокнистой структурой, отпрессованные из алюминиевого деформируемого сплава Д1 и нанопорошка нитрида титана TiN.
Для оценки размеров профилей -см. в левом верхнем углу фотографии – показаны две цилиндрические технологические пробы ∅ 72 мм
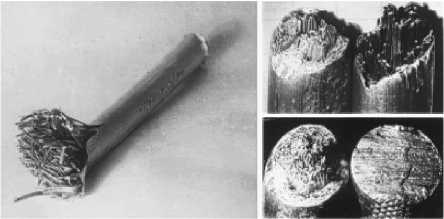
Рис. 7. Пруток, отпрессованный из алюминиевых гранул и НП евых сплавов в виде повышения механических свойств литых изделий в результате введения в расплав различных НП (нитриды, карбиды, оксиды и др.) [8].
Технология получения профилей. В тонкостенный алюминиевый контейнер засыпали плакированные нанопорошком частицы алюминия или конструкционных алюминиевых деформируемых сплавов. Затем отверстие в контейнере закрывали
Наноэкструзионная технология изготовления конструкционных алюминиевых профилей алюминиевой крышкой и производили ее заваль-цовку. Контейнер помещали в контейнер гидравлического пресса и с усилием прессования 100.. .120 тс со скоростью 3,5 см/с производили прессование прутков диаметром от 5 до 9,5 мм. В результате получали профили, геометрия которых определялась геометрией отверстия фильеры (рис. 6).
Полученные таким способом профили имели тонкостенную оболочку (десятые доли мм) и внутреннее волокнистое строение, что видно на примере прутка (рис. 7). Это объясняется тем, что из-за нахождения на поверхности гранул частиц НП в процессе экструзии гранулы деформировались изолированно друг от друга, что подтверждается результатами микроскопического изучения поверхности как плакированных частиц алюминия, так и волокон.
В прутках диаметром 9,5 мм насчитывалось от 1100 до 1200 волокон сечением 0,005…0,075 мм2. Расчет показал, что длина таких волокон в зависимости от размера гранул находилась в диапазоне 400…3200 мм.
При испытании механических свойств профилей, отпрессованных из гранул алюминиевых деформируемых сплавов, были получены:
ав = 98,1 МПа, а0 , 2 = 48,1 МПа и 5 = 42,8 мм, тогда как при прессовании таких же профилей из гранул + НП BN σв повышается до 113,8 МПа (больше на16,0 %), σ0,2 до 56,9 МПа (больше на 18,3 %) и 5 до 43,2 (больше на 0,9 %), а из гранул + НП TiCN – σв до 121,6 МПа (больше на 24,0 %), σ0,2 до 59,9 МПа (больше на 22,5 %) и δ до 43,9 (больше на 2,6 %).
В процессе проведения экспериментов (большая часть исследований выполнена в производственных условиях) было установлено, что независимо от химического состава НП, их кристаллической системы и класса, элементов симметрии, пространственной группы, структурного типа, периода решетки, плотности, температуры плавления и других рассмотренных параметров все они создавали близкий рост механических свойств изделий.
Заключение
На основании полученных результатов можно считать, что профили с волокнистой структурой могут найти применение для изготовления сетчатых конструкций.
Список литературы Наноэкструзионная технология изготовления конструкционных алюминиевых профилей
- Schwingel D. et al. Aluminium foam sandwich structures for space applications // Acta Astronautica. 2007. V. 61. Issue 1-6. P. 326-330.
- Reglero J. A. Rodriguez-Perez M. A., Solуrzano E. et al. Aluminium foams as a filler for leading edges: Improvements in the mechanical behavior under bird strike impact tests // Materials and design. 2011. Vol. 32, № 2. P. 907-910.
- Васильев В. В., Барынин В. А., Разин А. Ф., Петровский С. А., Халиманович В. И. Анизогридные композитные сетчатые конструкции - разработка и приложение к космической технике // Композиты и наноструктуры. 2009. № 3. С. 38-50.
- Морохов И. Д., Трусов Л. И., Чижик С. П. Ультрадисперсные металлические среды. М.: Атомиздат, 1977. 264 с.
- Характерные особенности ультрадисперсных сред / И. В. Тананаев, В. Б. Федоров, Л. В. Малюкова и др. // ДАН СССР. 1985. Т. 283, № 6. С. 1364-1367.
- Зубов В. И. Об особенностях термодинамики ультрадисперсных систем // Физикохимия ультрадисперсных систем: материалы IV Всерос. конф. М.: МИФИ, 1998. С. 23-26.
- Гусев А. И. Эффекты нанокристаллического состояния в компактных металлах и их соединениях // УФН. 1998. Т. 168, № 1. С. 55-83.
- Нанопорошковые технологии в машиностроении / В. В. Москвичев, Г. Г. Крушенко, А. Е. Буров и др. Красноярск: Сибирский федеральный университет, 2013. 186 с.
