Наномодифицирование - эффективный способ формирования мелкозернистой структуры металла шва. Часть I. Факторы, определяющие стойкость сварного шва против охрупчивания

Автор: Болдырев Александр Михайлович, Сизинцев Сергей Валерьевич, Санников Владимир Геннадьевич, Першин Владимир Федорович
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Применение нанотехнологий и наноматериалов
Статья в выпуске: 3 т.12, 2020 года.
Бесплатный доступ
Металлические конструкции являются важнейшими объектами строительной отрасли. Основным способом соединения отдельных элементов и узлов таких конструкций является сварка плавлением (электродуговая, плазменная, электронно-лучевая). Одной из главных проблем металлоконструкций является их склонность к хрупким разрушениям, возникающим внезапно, без заметных предшествующих деформаций, часто при отрицательных температурах и нагрузках ниже расчетных. При этом 70-80% таких разрушений связано со сваркой. Характер разрушения зависит не только от температуры, но и от типа кристаллической решетки. Металлы с объемно-центрированной кубической (ОЦК) решеткой (вольфрам, молибден, α-железо) пластичны при относительно высокой температуре, но становятся хрупкими при отрицательной. А металлы с гранецентрированной кубической (ГЦК) решеткой (алюминий, никель, медь и γ-железо) пластичны даже при температурах, близких к абсолютному нулю. С понижением температуры уменьшается подвижность дислокаций и вакансий, возрастает предел текучести os, то есть снижается пластичность металла...
Хрупкое разрушение сварных конструкций, кристаллизация сварочной ванны, получение мелкозернистой структуры сварного шва
Короткий адрес: https://sciup.org/142223768
IDR: 142223768 | УДК: 621.791.042 | DOI: 10.15828/2075-8545-2020-12-3-160-165
Nanomodification is an effective way of forming a fine-grained structure of a weld metal. Part I. Factors determining the stability of the weld seam against embrittlement
Steel constructions are the most important objects of the construction industry. The main method of connecting individual elements and assemblies of such structures is fusion welding (electric arc, plasma, electron beam). One of the main problems of metal structures is their tendency to brittle fractures that occur suddenly, without noticeable previous deformations, often at below zero temperatures and loads. In this case, 70-80% of such damage is associated with welding. The nature of the destruction depends not only on temperature, but also on the type of crystal lattice. Metals with a body-centered cubic (bcc) lattice (tungsten, molybdenum, α-iron) are plastic at a relatively high temperature, but become brittle when negative. And metals with a face-centered cubic (fcc) lattice (aluminum, nickel, copper and γ-iron) are plastic even at temperatures close to absolute zero. With decreasing temperature, the mobility of dislocations and vacancies decreases, the yield strength os increases, that is, the ductility of the metal decreases...
Текст научной статьи Наномодифицирование - эффективный способ формирования мелкозернистой структуры металла шва. Часть I. Факторы, определяющие стойкость сварного шва против охрупчивания
Металлические конструкции являются важнейшими объектами строительной отрасли. Основным способом соединения отдельных элементов и узлов таких конструкций является сварка. Переход от клепаных конструкций к сварным обеспечил повышение производительности труда, снижение трудовых и материальных затрат. Это привело к увеличению номенклатуры и объемов производства ме-
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ таллических конструкций. Почти 70% мирового потребления металлоконструкций приходится на производство сварных изделий, конструкций и сооружений. Объемы производства сварных конструкций во всем мире составляют сотни миллионов тонн [1].
Одной из главных проблем сварных металлоконструкций является их склонность к хрупким разрушениям, которые возникают внезапно без заметных предшествующих деформаций, часто при отрицательных температурах и нагрузках ниже расчетных.
Согласно статистике, 70–80% всех фиксируемых отказов металлоконструкций связано со сваркой [2, 3]. Впервые многочисленные случаи таких отказов зафиксированы в США, когда было налажено массовое производство сварных кораблей и нефтеналивных танкеров [4]. К сожалению, случаи подобных разрушений и у нас, и за рубежом имеют место быть [5]. Чаще такие разрушения происходят при отрицательной температуре окружающей среды.
В связи с интенсификацией освоения северных и восточных территорий России проблема повышения стойкости сварных металлоконструкций против хрупких разрушений при отрицательных температурах приобретает особую актуальность [6]. В настоящей статье рассмотрены основные причины охрупчивания металла шва как одного из основных источников зарождения и развития трещин в сварном соединении.
МЕТОДЫ И МАТЕРИАЛЫ
Механика хрупкого разрушения металлов
А.Ф. Иоффе, исходя из представлений о двух типах разрушения – срезом (пластическое разрушение) и сколом (хрупкое) – предложил схему перехода твердого тела от вязкого разрушения к хрупкому (рис. 1) [7].
Согласно этой схеме, сопротивление разрыву межатомных связей в кристаллической решетке σв (хрупкая прочность) определяется природой вещества – строением атомов и типом кристаллической решетки. Поэтому σв мало зависит от температуры. А сопротивление срезу σS (пластическая прочность) характеризует способность материала к деформациям без разрыва атомных связей. В поликристалли-ческих телах деформация при нагружении происходит по плоскостям скольжения – по границам зерен и двойников за счет скопления и перемещения дислокаций в этих зонах. С понижением температуры количество и подвижность дислокаций уменьшаются, а сопротивление деформации (предел текучести σs) возрастает. При температуре ниже Ткр для деформации материала необходимы напряжения σs, превышающие прочность межатомных связей (σs>σв), поэтому в этом случае наступает хрупкое разрушение. Таким образом, пластичность является главным фактором, определяющим стойкость металла против охрупчивания. Характер разрушения металлов в зависимости от температуры тесно связан с типом кристаллической решетки. Металлы с объемно-центрированной кубической решеткой (W, Mo, α-Fe) и с гексагональной плотноупакованной (Zn, Be) пластичны при относительно высокой температуре, становятся хрупкими при отрицательной. А металлы с гранецентрированной кубической решеткой (Al, Ni, Cu и γ-Fe в высоколегированных аустенитных сталях) пластичны даже при температурах, близких к абсолютному нулю. У них нарастание предела текучести с понижением температуры происходит менее интенсивно, чем у металлов с ОЦК-решеткой (кривая 2 на рис. 1). Строительные металлоконструкции изготавливаются в основном из сравнительно дешевых низкоуглеродистых низколегированных сталей, содержащих более 90% α-железа с объемно-центрированной кубической решеткой. Поэтому с понижением температуры окружающей среды возрастает опасность хрупких разрушений таких конструкций. Эта опасность обусловлена не только высокой чувствительностью низколегированных сталей к отрицательным температурам, но и образованием в шве в процессе кристаллизации сварочной ванны де-
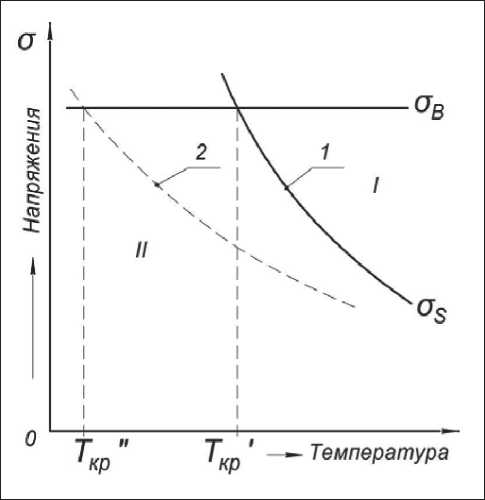
Рис. 1. Схема перехода вязкого разрушения (I) к хрупкому (II) при понижении температуры [7]: 1 – металлы с объемно-центрированной кубической решеткой; 2 – металлы с гранецентрированной кубической решеткой
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ фектов в виде пор, микротрещин и неметаллических включений. Такие инородные включения являются концентраторами напряжений и очагами зарождения трещин. Величина возрастания напряжений в зоне дефекта зависит от его размера и формы. Вблизи эллипсовидного включения напряжения σ* по сравнению со средним σ увеличиваются на 2σ [8]:
ст * = а (1 + 2 ^ / ) = ст + к , (1)
где a и r – длина дефекта и радиус закругления наиболее острой его части; k = 2σ – коэффициент интенсивности напряжений. То есть, чем больше размер дефекта и меньше радиус наиболее острой его части, тем больше коэффициент интенсивности напряжений, тем опаснее этот дефект.
Если коэффициент k превысит критическую величину, то дефект становится зародышем трещины, которая в результате слияния с другими микродефектами развивается в магистральную трещину.
Отсюда следует, что для повышения стойкости металла сварных швов против охрупчивания необходимо исключить появление или свести к минимуму количество и размеры таких дефектов. Следует также иметь в виду, что наиболее благоприятной формой дефекта с минимальной концентрацией напряжения является сфера. Это необходимо учитывать при введении в сварочную ванну дополнительных центров кристаллизации (модификаторов). Практика обследования состояния эксплуатируемых и разрушенных сварных металлоконструкций показала, что сварные швы, массовая доля которых в конструкции не превышает 1%, являются главными поставщиками опасных дефектов и источниками зарождения трещин. Следовательно, надежность и долговечность сварных металлоконструкций в значительной степени зависит от качества металла шва. При знакопеременных или пульсирующих нагрузках усталостная трещина зарождается в шве, в зоне дефекта или по месту перехода от шва к основному металлу. Дальнейшее ее развитие завершает разрушение сварного соединения или всей конструкции.
Специфика кристаллизации сварочной ванны
Формирование сварного соединения осуществляется в сварочной ванне, которая образуется в результате плавления кромок соединяемых элементов, электродной проволоки, флюса или электродного покрытия. Все эти компоненты в расплавленном состоянии взаимодействуют друг с другом и с газовой фазой. По мере движения дуги вдоль шва в хвостовой части сварочной ванны осуществляется процесс кристаллизации, фиксирующий неразъемное соединение элементов конструкции.
Впервые тип структуры, формирующейся при кристаллизации металлического расплава в условиях литейного производства, описан русским ученым-металлургом Д.К. Черновым (1839–1921 г.) [9]. Условия кристаллизации металла в сварочной ванне значительно отличаются от условий кристаллизации отливок. При литье кристаллизация расплава после заливки в форму протекает в условиях непрерывного охлаждения, без подвода тепла. Выделяющаяся при этом скрытая теплота плавления замедляет рост кристаллов, а непрерывный теплоотвод приводит к переохлаждению расплава, способствующее эндогенному зарождению новых кристаллов в центральной части отливки. Перегрев расплава в сварочной ванне значительно выше, чем при литье. В сварочную ванну, объем которой существенно меньше отливки, непрерывно вводится тепловая энергия электрической дуги. Температура столба дуги более 6000 К, а в активных пятнах (анод, катод) металл нагревается до температуры кипения. Граница ванны представляет собой изотермическую поверхность с температурой, равной Тпл, из частично оплавленных зерен. Эта поверхность является активным инициатором роста новой фазы. В результате такого температурного перепада и наличия активных центров роста твердой фазы, препятствующих зарождению новых кристаллов в расплаве, кристаллы в ванне растут от ее границы к центру (рис. 2).
Поэтому в металле шва формируются крупные столбчатые дендриты. Такая грубая структура в сочетании с дефектами, образующимися в процессе кристаллизации (поры, неметаллические включения, микротрещины и др.), обусловливает низкую пластичность металла шва. Вместе с тем, легирование металла шва для повышения его пластичности, как правило, приводит к уменьшению предела прочности σв. Единственным средством повышения пластичности металла без существенного уменьшения прочности является формирование мелкозернистой структуры [10]. В этом случае, при сохранении вну-тризеренной прочности, за счет увеличения количества плоскостей скольжения и площади межзеренных границ возрастает возможность деформирования металла без его разрушения.
Параметры кинетики кристаллизации, определяющие размеры зерна
Под зерном в металловедении подразумевают кристалл, выросший в процессе кристаллизации расплава из одного зародыша.
Математический анализ процесса кристаллизации расплава в ограниченном объеме показал, что диаметр сферического зерна d пропорционален объ-
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ
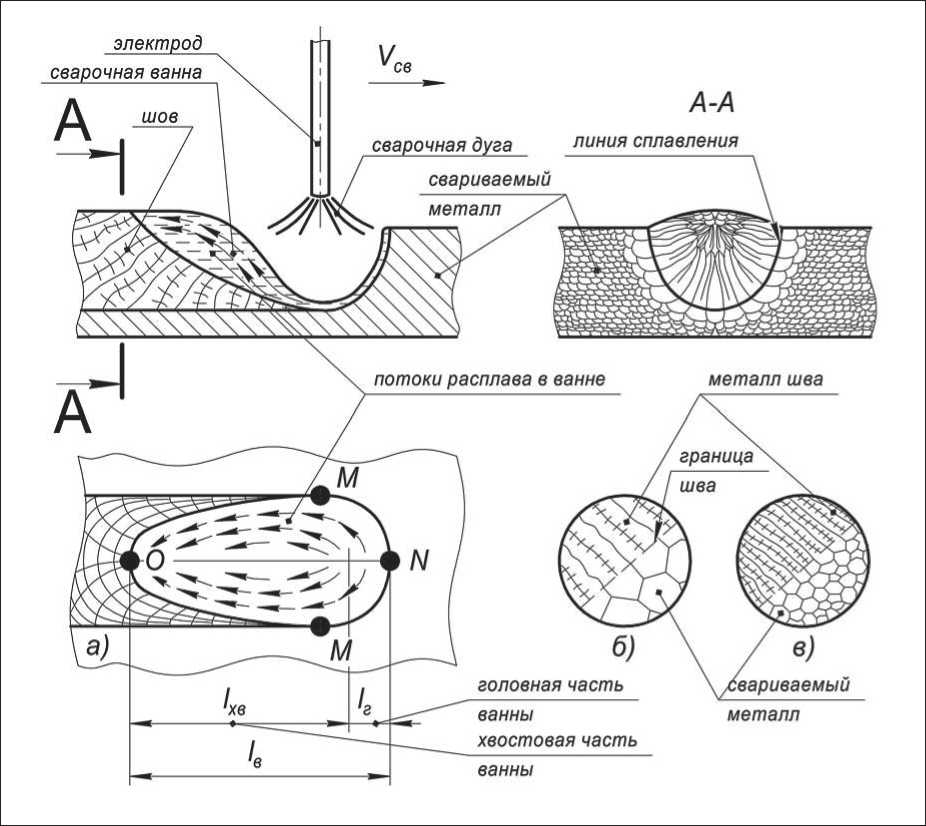
Рис. 2. Схема образования шва дуговой сварки (а), формирование структуры шва при сварке аустенитной стали с крупным (б) и (в) мелким зерном: lг, lхв, lв – длина головной части, хвостовой и общая длина сварочной ванны; Vсв – направление движения сварочной дуги; MNM – и MOM – фронт плавления и кристаллизации; стрелками обозначены потоки расплава в ванне
емной скорости роста кристаллических зародышей R и обратно пропорционален скорости их возникновения в расплаве n [11].
d = k • 6 -, (2) n где R [м3•с–1]; n[м3•с–1]; k – коэффициент, зависящий от формы растущего кристалла.
Из (2) следует, что для формирования мелкозернистой структуры необходимо уменьшать скорость роста кристаллов и увеличивать скорость образования зародышей. Когда расплав охлаждается без притока тепла извне (как при литье), с течением времени скорость роста кристаллов уменьшается, и, если отсутствуют тугоплавкие примеси, кристаллизация происходит при температуре Тр ниже равновесной Ткр: ∆Т = Ткр – Тр (∆Т – переохлаждение). При достижении переохлаждения некоторой критической величины ∆Ткр в расплаве в зоне переохлаждения происходит спонтанное гомогенное зарождение новых кристаллов, и формируется мелкозернистая структура.
При сварке, когда в ванну непрерывно вводится тепловая энергия, такое переохлаждение получить невозможно. Поэтому основным направлением в решении проблемы получения мелкозернистой структуры металла шва в условиях сварки плавлением является изыскание способов увеличения скорости зародышеобразования кристаллов в сварочной ванне ( n ).
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ
Скорость образования устойчивых зародышей твердой фазы в расплаве зависит от количества энергии, затрачиваемой на преодоление потенциального барьера при переходе атома из жидкой фазы в твердую, т.е. на образование поверхности раздела между жидкой и твердой фазами. С уменьшением высоты этого барьера вероятность такого перехода и, следовательно, скорость образования зародышей возрастает [12]. Наличие примесей снижает высоту потенциального барьера, поэтому зарождение кристаллов в неочищенном от примесей расплаве происходит при очень малом переохлаждении, практически при равновесной температуре кристаллизации.
Установлено, что не все примеси способствуют зарождению кристаллов в жидкой фазе, а только те, тип и параметры кристаллической решетки которых в наибольшей степени соответствуют параметрам кристаллизующегося вещества (правило П.А. Данкова о структурном и размерном соответствии [13]).
Влияние тугоплавких примесей объясняется уменьшением работы образования границы раздела жидкость – кристалл. Величина этого энергетического выигрыша зависит также и от степени смачиваемости примесной частицы расплавом. Несмачиваемые частицы не влияют на энергию образования, кроме того, из-за слабых сил взаимодействия таких частиц матрицей они являются очагами зарождения трещин. При полном смачивании частиц энергии на преодоление потенциального барьера при переходе атомов из жидкой фазы в твердую не требуется. Такие частицы становятся активными центрами кристаллизации и не являются концентраторами напряжений в металле шва.
Способам воздействия на процесс кристаллизации сварочной ванны с целью получения мелкозернистой структуры шва посвящено большое количество работ. Это активация существующих или вводимых в расплав тугоплавких частиц, дробление растущих кристаллов с помощью низкочастотных и ультразвуковых колебаний, изменение условий возникновения переохлаждения расплава перед фронтом кристаллизации за счет периодических температурных колебаний в зоне кристаллизации и др. [14, 15].
В настоящее время общепризнано, что наиболее эффективным способом увеличения скорости зародышеобразования твердой фазы в сварочной ванне является введение в расплав тугоплавких частиц наноразмерного порядка (наномодифицирование), которое можно применять в сочетании с другими способами воздействия на сварочную ванну.
ВЫВОДЫ ПО ЧАСТИ I
-
1. Хладноломкость и стойкость металла шва против хрупкого разрушения определяется его пластичностью и типом кристаллической решетки.
-
2. Внутренние дефекты в виде скопления дислокаций, микротрещин, инородных включений, пор и др. являются концентраторами напряжений.
-
3. Основным поставщиком опасных дефектов и источником зарождения трещин в сварном соединении является металл шва.
-
4. Специфика кристаллизации сварочной ванны обусловливает формирование крупнозернистой столбчатой структуры металла шва с более низкой, чем у основного металла, пластичностью. Поэтому проблема получения металла шва с ультрамелким зерном, обладающего высокой стойкостью против хрупкого разрушения при отрицательных температурах, является весьма актуальной.
-
5. Модификация кристаллизующегося металла путем введения в сварочную ванну тугоплавких частиц наноразмерного порядка является одним из эффективных способов измельчения структуры металла шва, повышения его пластичности и вязкости.
Список литературы Наномодифицирование - эффективный способ формирования мелкозернистой структуры металла шва. Часть I. Факторы, определяющие стойкость сварного шва против охрупчивания
- Патон Б.Е. Современные направления исследований и разработок в области сварки и прочности конструкций // Автоматическая сварка. -2003. - № 10/11. - С. 7-13.
- Патон Б.Е. Современные направления повышения прочности и ресурса сварных конструкций // Автоматическая сварка. -2000. - № 9/10. - С. 3-9.
- Холл В., Кихара Х., Зут В., Уэллс А.А. Хрупкие разрушения сварных конструкций. - Нью-Йорк, 1967. (Рус. Изд.: Холл В., Кихара Х., Зут В., Уэллс А.А. Хрупкие разрушения сварных конструкций. - Москва: Изд. Машиностроение, 1974. - 320 с.).
- Либовиц Г. Разрушение. Том 1. Микроскопические и макроскопические основы механики разрушения. -Нью-Йорк и Лондон, 1968. (Рус. Изд.: Либовиц Г. Разрушение. Том 1. Микроскопические и макроскопические основы механики разрушения. - Москва: Изд. Мир, 1973. - 616 с.).
- Еремин К.И. [и др.] Реестр аварий зданий и сооружений 2001-2010 годов // Российская акад. архитектуры и строит. наук [и др.] - Москва: [б.и.], 2011. - 318 с.
- Горынин И.В., Ильин А.В. Теоретические и экспериментальные исследования сопротивляемости хрупким разрушениям сварных конструкций для шельфа Арктики // Автоматическая сварка. - 2008. -№ 11. - С. 24-29.
- Иоффе А.Ф., Кирпичева М.В., Левитская М.А. Деформация и прочность кристаллов // Журнал русского физико-химического общества. Часть физическая. - 1924. - Вып. 56. - С. 489-503.
- Нотт Дж. Ф. Основы механики разрушения. - Лондон, 1978. (Рус. Изд.: Нотт Дж. Ф. Основы механики разрушения - Москва: Изд. Машиностроение, 1978. - 256 с.).
- Чернов Д.К. Наука о металлах. - Москва: Изд. Металлургиздат, 1950. - 556 с.
- Петч Н. Металлографические аспекты разрушения // Разрушение: в 6 томах. Том 1. Микроскопические и макроскопические основы механики разрушения. - Москва: Изд. Мир, 1973. - 616 с.
- Колмогоров А.Н. К статической теории кристаллизации металлов // Известия АН СССР. Серия математическая. - 1957. - № 3.
- Уманский Я.С., Скаков Ю.А. Физика металлов. Атомное строение металлов и сплавов. - Москва: Атомиздат, 1974. - 352 с.
- Данков П.А. Кристаллохимический механизм взаимодействия поверхности кристалла с чужеродными элементарными частицами // Физическая химия. - 1946. - № 8. - С. 853-867.
- Болдырев А.М., Дорофеев Э.Б., Антонов Е.Г. Управление кристаллизацией металла при сварке плавлением // Сварочное производство. - 1971. - № 6. - С. 35-37.
- Болдырев А.М., Григораш В.В. Проблемы микро- и наномодифицирования швов при сварке строительных металлоконструкций // Нанотехнология в строительстве. - 2011. Том 3, № 3. - С. 42-52. -URL: http://nanobuild.ru/ru_RU/journal/Nanobuild_3_2011_RUS.pdf (дата обращения: 22.11.2016).
