Наномодифицирование - эффективный способ формирования мелкозернистой структуры металла шва. Часть II. Повышение эффективности наноинокуляторов в сварочной ванне

Автор: Болдырев А.М., Сизинцев С.В., Санников В.Г., Першин В.Ф.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Применение нанотехнологий и наноматериалов
Статья в выпуске: 4 т.12, 2020 года.
Бесплатный доступ
Кратковременность существования расплава в сварочной ванне и его перегрев, большой градиент температуры вблизи межфазной границы и двухмерные центры кристаллизации в виде оплавленных зерен на границе сварочной ванны уменьшают вероятность и скорость образования центров кристаллизации в жидкой фазе. Это обусловливает формирование крупнозернистой столбчатой структуры металла шва, которая в сочетании с дефектами, возникающими в процессе кристаллизации, менее пластична, чем свариваемый мелкозернистый металлопрокат, и часто является причиной хрупкого разрушения конструкции. Поэтому получение мелкозернистой структуры металла шва является постоянной проблемой сварочного производства. В настоящее время общепризнано, что наиболее эффективным способом получения мелкозернистой структуры металла шва является модифицирование сварочной ванны. При этом в сварочную ванну извне, в качестве готовых центров кристаллизации, вводят микро- или наночастицы тугоплавких металлов или их химических соединений (инокуляторы). В перегретом расплаве скорость образования центров кристаллизации, из-за дезактивации частиц, снижается. Увеличить ее можно двумя способами: торможением процесса дезактивации и увеличением числа модифицирующих частиц, вводимых в сварочную ванну. В работе дан анализ факторов, определяющих модифицирующую активность инокуляторов и способов сохранения этой активности в сварочной ванне. Для обеспечения высокой активности инокулятора необходимо сокращать время его пребывания в высокотемпературной зоне сварочной ванны, материал инокулятора должен иметь высокие значения температуры и теплоты плавления, но более низкие значения тепло- и температуропроводности. Уменьшение скорости нагрева и плавления частиц инокулятора достигается введением их в сварочную ванну, минуя столб дуги и высокотемпературную зону ванны, в комплексе с металлическими макрочастицами, выполняющими роль микрохолодильников и средств транспортировки инокулятора в хвостовую часть ванны. Инокуляторы наноразмерного порядка обладают высоким термодинамическим потенциалом и связанной с этим высокой зародышеобразующей активностью. Включения оксидов, карбидов и нитридов, на базе которых формируются центры кристаллизации, в затвердевшем металле имеют прочные межатомные связи с матрицей, а в силу того, что коэффициенты их термического расширения на порядок меньше, чем матрицы, после охлаждения металла испытывают всестороннее сжатие. Поэтому такие включения не опасны, не являются концентраторами растягивающих напряжений и очагами зарождения трещин. В работе экспериментально показано, что введение в сварочную ванну углеродных нанотрубок с удельной поверхностью более 270 м2/г способствует получению мелкозернистой структуры металла шва.
Наномодифицирование металла шва, сохранение модифицирующей активности инокуляторов в сварочной ванне, модифицирование наноуглеродными трубками
Короткий адрес: https://sciup.org/142225531
IDR: 142225531 | УДК: 621.791.042 | DOI: 10.15828/2075-8545-2020-12-4-197-203
Nanomodification is an effective method for forming the structure of the weld metal. Part II. Increasing the efficiency of nanoinoculators in the welding bath
The short-term existence of the melt in the weld pool and its overheating, a large temperature gradient near the interface and two-dimensional crystallization centers, in the form of fused grains at the weld pool boundary, reduce the probability and rate of formation of crystallization centers in the liquid phase. This leads to the formation of a coarse-grained columnar structure of the weld metal, which, in combination with defects arising during crystallization, is less ductile than the fine-grained rolled metal being welded, and often causes brittle fracture of the structure. Therefore, obtaining a fine-grained structure of the weld metal is a constant problem in the welding industry. It is now generally accepted that the most effective way to obtain a fine-grained weld metal structure is to modify the weld pool. At the same time, micro- or nanoparticles of refractory metals or their chemical compounds (inoculators) are introduced into the weld pool from the outside, as ready-made crystallization centers. In a superheated melt, the rate of formation of crystallization centers, due to the deactivation of particles, decreases. It can be increased in two ways: by slowing down the decontamination process and by increasing the number of modifying particles introduced into the weld pool. The paper analyzes the factors that determine the modifying activity of inoculators and methods for maintaining this activity in the weld pool. To ensure high activity of the inoculator, it is necessary to reduce the time of its residence in the high-temperature zone of the weld pool; the material of the inoculator should have high values of temperature and heats of fusion, but lower values of thermal and thermal diffusivity. A decrease in the rate of heating and melting of the inoculator particles is achieved by introducing them into the weld pool, by passing the arc column and the high-temperature zone of the bath, in combination with metal particulates that act as microcoolers and means of transporting the inoculator to the tail of the bath. Nanoscale inoculators have a high thermodynamic potential and the associated high nucleating activity. Inclusions of oxides, carbides and nitrides, on the basis of which crystallization centers are formed, in the solidified metal have strong interatomic bonds with the matrix, and due to the fact that the coefficients of their thermal expansion are an order of magnitude lower than those of the matrix, after cooling the metal, they experience all-round compression. Therefore, such inclusions are not dangerous, are not concentrators of tensile stresses and centers of crack initiation. It is experimentally shown in this work that the introduction of carbon nanotubes with a specific surface area of more than 270 m2/g into the weld pool contributes to the formation of a fine-grained structure of the weld metal.
Текст научной статьи Наномодифицирование - эффективный способ формирования мелкозернистой структуры металла шва. Часть II. Повышение эффективности наноинокуляторов в сварочной ванне
О собенности условий кристаллизации сварочной ванны: перегрев расплава, большой градиент температуры вблизи межфазной границы и двухмерные центры кристаллизации в виде полуоплав-ленных зерен на границе ванны – уменьшают вероятность образования центров кристаллизации в жидкой фазе и обусловливают формирование в металле шва крупнозернистой столбчатой структуры. Такая структура в сочетании с дефектами, возникающими в процессе кристаллизации, менее пластична, чем свариваемый мелкозернистый металлопрокат, и часто является причиной хрупкого разрушения конструкций. Поэтому получение мелкозернистой структуры металла шва является постоянной проблемой сварочного производства. В настоящее время общепризнано, что наиболее эффективным и экономичным способом получения мелкозернистой структуры металла шва является модифицирование сварочной ванны [1].
Модифицирование – это процесс введения в сварочную ванну незначительного количества модификаторов-веществ, которые, не меняя химический состав, замедляют рост кристаллов (ингибиторы) или в качестве готовых центров кристаллизации увеличивают скорость зародышеобразования (инокуляторы).
Ингибиторы – поверхностно-активные вещества (ПАВ), которые, осаждаясь на гранях растущего кристалла, замедляют или приостанавливают его рост на некоторое время, за которое вследствие непрерывного теплоотвода происходит переохлаждение расплава и спонтанное эндогенное зарождение новых кристаллов. Модифицирование сварочной ванны ингибиторами пока не нашло применения в сварочном производстве из-за опасности возникновения горячих трещин по адсорбированным межзеренным прослойкам. Поэтому для получения мелкозернистой структуры металла в условиях сварки плавлением (дуговая, электронно-лучевая, лазерная) в основном применяют тугоплавкие инокуляторы. Однако из-за специфики условий кристаллизации сварочной ванны модифицирование металла при этом оказалось менее эффективным, чем при литье. Это объясняется тем, что при литье расплав перед заливкой обычно перегрет всего на 5–8% выше температуры ликвидус. А теория модифицирования и практика литейного производства показали, что с увеличением перегрева расплава в отливке формируется более крупное зерно, потому что вводимые в расплав инокуляторы с повышением температуры теряют зародышеобразующую способность (дезактивируются) [2, 3]. В условиях сварки перегрев расплава в сварочной ванне в 2–3 раза больше, чем при литье (16–20% от температуры ликвидус). В связи с этим, одной из главных проблем получения мелкозернистой структуры сварного шва является проблема сохранения модифицирующей активности инокуляторов в сварочной ванне.
Факторы, определяющие активность инокулятора в сварочной ванне
Не все частицы инокулятора, введенные в сварочную ванну, становятся центрами кристаллизации. Это зависит от температуры сварочной ванны, времени пребывания частицы в опасной высокотемпературной зоне, степени структурного и размерного соответствия ее кристаллизующемуся металлу. Поэтому к вопросу зародышеобразования новых зерен при введении инокуляторов в расплав необходим вероятностный подход.
Если в единицу объема расплава за одну секунду вводится N частиц инокулятора, а вероятность того, что они могут стать зародышами новых зерен равна PN , то скорость зародышеобразования n в этом случае будет равна произведению этих величин [1/м3•с]:
n = N • PN . (1)
Отсюда следует, что увеличить скорость зародышеобразования в сварочной ванне можно двумя путями:
1 – увеличением числа модифицирующих частиц N , вводимых, например, за 1 сек. в ванну; 2 – повышением или сохранением модифицирующей активности этих частиц, т.е. увеличением вероятности PN (0 ≤ PN ≤ 1).
Модифицирование кристаллизующегося металла, в отличие от легирования, не изменяет химический состав кристаллизующегося сплава. Поэтому для увеличения числа модифицирующих частиц N при неизменности химического состава сплава необходимо уменьшение их размеров. При этом увеличивается не только число возможных центров кристаллизации в единице объема жидкой фазы, но и в связи с увеличением удельной поверхности частицы возрастает вероятность PN того, что частица станет активным зародышем нового зерна. Например, при введении в расплав керамических частиц радиусом 0,05 мкм (50 нм) в отливках из стали получают зерно в 1,5–2 раза мельче, чем в отливках без модификатора. А применение частиц с радиусом порядка 0,005 мкм (5 нм) обеспечивает измельчение структуры в 4–8 раз [4].
Модифицирующая частица на пути в зону кристаллизации, перемещаясь из головной части ванны с потоками расплава, проходит участки с различной температурой. Некоторое время τМ она находится в опасной зоне lМ , где температура расплава пре-
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ вышает температуру плавления частицы ТМ и где энергично протекают дезактивационные процессы, в результате которых уменьшается поверхностная энергия частицы. При полном расплавлении частицы исчезает межфазная граница и полностью утрачивается ее модифицирующая роль. Время τМ определяется длиной lМ, скоростью потоков расплава из головной части ванны в хвостовую VР и скоростью сварки VСВ (рис.):
τ M = l M / V СВ + V Р . (2)
Время дезактивации частицы τД упрощенно можно представить как сумму трех последовательных процессов [1]:
τД = τ 1 + τ 2 + τ 3,
где τ 1 – время нагрева модифицирующей частицы от начальной температуры T 0 до температуры плавления инокулятора ТМ ; τ 2 и τ 3 – время ее плавления и растворения в расплаве.
Очевидно, что для сохранения модифицирующей активности частицы необходимо, чтобы время ее пребывания в опасной зоне τМ было меньше времени дезактивации τД :
τM < τД
На основании анализа времени нагрева, плавления и растворения сферической модифицирующей частицы радиусом r в расплаве с температурой ТР время дезактивации частицы можно выразить следующим образом:
кх^Ум-Т.) ! кгггЬмрм «м'Мм Мм-Х„
,
где k 1, k 2, k 3 – безразмерные коэффициенты; LМ , ρМ , λМ , αМ , Т 0 и ∆ ТМ – соответственно, теплота плавления, плотность, тепло- и температуропроводность, начальная температура и перегрев модификатора; СМ и СПР – концентрация и предельная растворимость модификатора в расплаве.
Если принять, что частица нерастворима в расплаве, а начальная температура частицы Т 0 = 0, то условие (4) принимает следующий вид:

Из неравенства (6) следует, что активность модифицирующей частицы в сварочной ванне зависит от технологических параметров процесса сварки (ле-
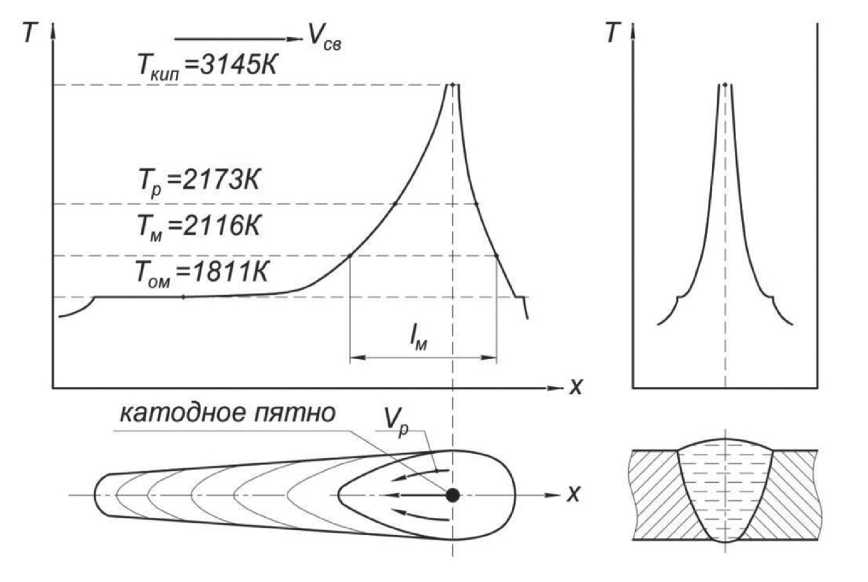
Рис. Изменение температуры расплава по оси сварочной ванны при сварке низкоуглеродистой стали с металлохимической присадкой (модификатор TiO2): Tкип , Тр , Тм и Том – температура кипения основного металла, средняя температура расплава, температура плавления модификатора и температура плавления основного металла; lм – длина зоны перегрева модификатора
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ вая часть) и от природных ее свойств (правая часть неравенства). Для повышения активности модификатора в сварочной ванне необходимо стремиться к уменьшению левой и увеличению правой частей неравенства.
К технологическим параметрам , с помощью которых можно сократить время пребывания частицы в опасной зоне расплава, относятся: скорость сварки и движения частицы в хвостовую часть ванны VСВ и VР ; длина опасной перегретой зоны lМ и температура расплава ТР , определяющая величину перегрева ∆ ТМ = ТР – ТМ . Из неравенства (6) следует, что для уменьшения времени пребывания частицы инокуля-тора в перегретой зоне необходимо сварку производить на максимальной скорости и принимать меры о сокращении длины lМ и перегрева ∆ ТМ .
Скорость движения частицы с потоками расплава VР возрастает пропорционально скорости сварки, кроме того ее можно увеличивать с помощью внешнего воздействия на сварочную ванну (пульсация тока, внешнее магнитное поле, колебания дуги и др.).
Длина зоны lМ с температурой, превышающей температуру плавления частицы, зависит от способа и точки ввода частицы в ванну. Введение инокулято-ра в хвостовую часть сварочной ванны, минуя столб дуги, сокращает до минимума величину lМ и время его пребывания в опасной зоне τМ .
Выше отмечено, что уменьшение размера частицы и связанное с этим повышение термодинамического потенциала резко увеличивает ее зародышеобразующую активность. Но, с другой стороны, время нагрева и плавления частицы, согласно с (5), пропорционально квадрату размера этой частицы. А это означает, что чем мельче частица, тем выше скорость ее нагрева и плавления, тем быстрее исчезнет вероятность появления в расплаве нового центра кристаллизации. Кроме того, высокая поверхностная энергия мелких частиц способствует комкованию, а малый удельный вес, характерный для оксидов, карбидов и нитридов, используемых при модифицировании сталей, приводит к их всплытию и препятствуют равномерному распределению в расплаве. Поэтому непосредственное введение инокулятора в сварочную ванну малоэффективно.
Для обеспечения высокой модифицирующей активности частиц инокулятора предложено их вводить в сварочную ванну в комплексе с макрочастицами из металла того же или близкого состава, что и свариваемый металл. Такие макрочастицы выполняют роль микрохолодильников, служат средством доставки инокулятора в зону кристаллизации, понижают температуру расплава, препятствуют комкованию и всплытию модифицирующих наночастиц [5]. Эта идея получила развитие и практическое применение при сварке под флюсом, с так называемой метал- лохимической присадкой (МХП) [6]. МХП – это гранулированная присадка из проволочной крошки (гранулята), прошедшей совместно с частицами инокулятора механосинтез в высокоэнергетической планетарной мельнице. В результате такой обработки увеличивается доля частиц наноразмерного порядка, и за счет прочных химических связей улучшается теплоотдача в гранулы. Сварка стыковых швов производится по слою МХП, засыпаемой в зазор стыка, что обеспечивает ввод модифицирующих частиц в сварочную ванну, минуя столб дуги.
Хорошие результаты модифицирования металла шва получены при введении инокулятора через дополнительную горячую проволоку (ДГП) в хвостовую часть сварочной ванны [7].
Способы ввода инокуляторов, минуя столб дуги, хотя и позволяют получить сварные соединения с высокими показателями пластичности и вязкости металла шва, но имеют и ряд недостатков. Сварку по слою МХП невозможно выполнять в других пространственных положениях, кроме нижнего, а введение инокуляторов через ДГП требует наличия двух источников электрической энергии и двух механизмов подачи проволоки. Кроме того, для большой точности точки ввода дополнительной проволоки в ванну необходима высокая синхронность работы механизмов подачи проволоки и движения сварочной головки. Рассогласование приведет к обгоранию или «примерзанию» проволоки.
По нашему мнению, дальнейшие исследования следует сосредоточить на изыскании способов модифицирования металла шва через электродную проволоку. Одним из перспективных направлений в решении этой задачи является использование современных цифровых инверторных источников питания с широкими возможностями управления процессом переноса электродного металла и сохранения модифицирующей активности инокулято-ров. Программа работы таких источников позволяет сбрасывать с электрода одиночные или серию капель заданного размера через заданные промежутки времени, регулировать температуру и время пребывания капель на электроде, скорость и время их пролета через дугу и др. [8].
Природные свойства модификатора определяют время сохранения его активности в сварочной ванне. Их необходимо учитывать при выборе модификатора. В первую очередь, должна быть изоморфность кристаллических решеток модификатора и основного металла (правило Данкова о структурном и размерном соответствии). Преимущество имеют модификаторы с одинаковым типом и близкими размерными параметрами решеток. Кроме того, критериями пригодности модификатора должны быть его теплофизические свойства. Модификато-
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ ры с высокими значениями температуры и теплоты плавления, но с более низкими тепло- и температуропроводностью дольше сохраняют модифицирующую активность в сварочной ванне и, следовательно, предпочтительны.
Введенные в сварочную ванну инокуляторы, являясь центрами кристаллизации, остаются в шве в виде неметаллических включений, которые, с точки зрения механики разрушения, являются концентраторами напряжений и очагами зарождения трещин. Поэтому все инородные включения в шве до недавнего времени считались вредными. Сейчас к оценке роли включений в металле подходят избирательно.
Безусловно, включения, нарушающие сплошность металла (частицы шлака, газовые полости и поры) или уменьшающие силы межатомных связей на границах зерен, такие как S и P , являются вредными. А включения – центры кристаллизации в настоящее время рассматриваются как один из рычагов управления формированием оптимальной микроструктуры кристаллизующегося металла [9, 10]. Во-первых, вследствие малых размеров частиц инокулятора включения, образовавшиеся на их базе, менее опасны как концентраторы напряжений. Во-вторых, изоморфность их кристаллических решеток с матрицей обеспечивает высокий уровень сил взаимодействия на межфазной границе. А в связи с тем, что коэффициент термической усадки оксидов, карбидов, нитридов и др. неметаллических включений в разы меньше, чем у матрицы, в остывшем металле они будут испытывать всестороннее сжатие. Поэтому при растягивающих напряжениях разрыв на межфазной границе менее вероятен.
Перспективы наномодифицирования сварных швов углеродными нанотрубками
Новым направлением оксидной металлургии в борьбе с хрупкими разрушениями строительных металлоконструкций может стать наномодифицирование сварочной ванны углеродными нанотрубками (УНТ). Уникальные свойства УНТ, такие как фантастически огромная удельная поверхность (до 2000 м2/г), свидетельствует о колоссальной их адсорбционной способности и тугоплавкости (до 3000–4000оС), обеспечивающей наличие границы раздела УНТ-расплав [11], позволяют предположить о возможности использования УНТ в качестве активных инокуляторов в сварочной ванне.
В настоящее время в государственных технических университетах Воронежа (ВГТУ) и Тамбова (ТГТУ) проводятся совместные исследования модифицирования металла шва углеродными нанотрубками при дуговой сварке сталей. В качестве иноку-ляторов применяли разработанные и производимые в ООО «НаноТехЦентр» при ТГТУ углеродные нанотрубки серии «Таунит-М» (внешний и внутренний диаметры, соответственно 10–30 и 5–15 нм, длина ≥2 мкм, удельная поверхность ≥270 м2/г, насыпная плотность 0,025–0,06 г/см3).
Модифицирующую активность УНТ «Таунит-М» сравнивали с активностью известных инокуляторов, применяемых при сварке сталей: TiO2 – средний размер частиц 374 нм, температура плавления 1843оС, плотность 4,05 г/см3 и Al2O3 – средний размер частиц 141,8 нм, температура плавления 2050оС, плотность 4,23 г/см3.
Образцы 300×250×10 мм из стали 09Г2С сваривали встык за один проход автоматической сваркой под флюсом АН-47. Пластины собирали с зазором 6+2 мм. В зазор засыпали гранулированную металлохимическую присадку (МХП) из проволочной крошки ∅ 2,5×1,5 и исследуемого инокулятора, синтезированных в планетарной мельнице. Режимы сварки: сварочный ток постоянный, полярность обратная – 650-750 А; напряжение на дуге 36–38 В; скорость сварки 18 м/ч; скорость подачи электродной проволоки Св08ГА ∅ 4 мм – 85 м/ч.
Оценку эффективности инокуляторов в измельчении зерна давали на основе подсчета количества зерен на фотографиях микроструктуры металла в центре поперечного сечения шва. Подсчет зерен производили в соответствии с ГОСТ 5639-82 на площади шлифа, ограниченной окружностью ∅ 0,798 мм, что при увеличении ×100 на фотографии соответствовала окружности ∅ 79,8 мм. Подсчитывали количество целых зерен внутри окружности n 1 и пересеченных ее границей n 2. Вычисляли общее количество зерен на контролируемой площади n ∑ = n 1+ n 2/2; средний размер зерна dСР и относительные величины измельчения зерна в шве по количеству n ∑/ n 0 и среднему размеру dСР / d 0 зерен ( n 0 и d 0 – количество зерен и их средний размер в шве, выполненном без модификатора).
Результаты измерений и вычислений представлены в табл.
Полученные результаты свидетельствуют о том, что TiO2, Al2O3 и Таунит-М, введенные в сварочную ванну, являются активными модификаторами, почти в 2 раза увеличивающими количество центров кристаллизации. Наибольший модифицирующий эффект получен при введении в сварочную ванну Al2O3. Таунит-М и диоксид титана по модифицирующей активности показали примерно одинаковые результаты.
Необходимо заметить, что приведенная сравнительная количественная оценка активности инокуля-торов является весьма грубой, так как не выдержано равенство условий их взаимодействия с расплавом (неравенство размеров частиц и концентрации, сил
ПРИМЕНЕНИЕ НАНОТЕХНОЛОГИЙ И НАНОМАТЕРИАЛОВ
Таблица
ВЫВОДЫ
-
1. Наномодифицирование сварочной ванны на сегодняшний день является наиболее эффективным способом получения мелкозернистой структуры сварного шва при заводской и монтажной сварке крупногабаритных конструкций, не подвергающихся последующей термической обработке.
-
2. Для сохранения модифицирующей активности частиц инокулятора необходимо сокращать время их пребывания в высокотемпературной зоне, а материал частиц должен иметь высокие значения температуры и теплоты плавления, но более низкие тепло- и температуропроводность.
-
3. Включения оксидов, карбидов и нитридов, на базе которых формируются центры кристаллизации, в затвердевшем металле имеют прочные межатомные связи с матрицей, а в силу того, что коэффициенты их термического расширения на порядок меньше, чем матрицы, после охлаждения металла испытывают всестороннее сжатие. Поэтому такие включения не опасны, не являются концентратами растягивающих напряжений и очагами зарождения трещин.
-
4. Экспериментально показано, что введение в сварочную ванну УНТ в качестве инокуляторов способствует получению мелкозернистой структуры металла шва.
Часть 1 статьи Болдырева А.М., Сизинцева С.В., Санникова В.Г., Першина В.Ф. «Наномодифицирование – эффективный способ формирования структуры металла шва» опубликована в номере 3/2020 журнала «Нанотехнологии в строительстве».
Список литературы Наномодифицирование - эффективный способ формирования мелкозернистой структуры металла шва. Часть II. Повышение эффективности наноинокуляторов в сварочной ванне
- Boldyrev A.M., Grigorash V.V. Problems of micro- and nano-modification of seams during welding of building metal structures. Nanotechnologies in Construction. 2011; 3(3): 42-52. Available from: http://nanobuild.ru/ru_RU/ journal/Nanobuild_3_2011_RUS.pdf [Accessed 14th August 2020]. (In Russian).
- Balandin G.F. Formation of the crystal structure of castings. Moscow: Mechanical engineering; 1973. (In Russian).
- Dankov P.A. Crystal-chemical mechanism of interaction of the crystal surface with foreign elementary particles. Physical chemistry. 1946;8: 853-867. (In Russian).
- Kalinina A.P., Cherepanov A.N., Poluboyarov V.A., Korotaeva Z.A. Mathematical model of nucleation in liquid metals on ultradispersed ceramic particles. Journal of Physical Chemistry. 2001; 75(2): 275-281. (In Russian).
- Boldyrev A.M., Petrov A.S., Dorofeev E.B. Method ofelectric arc welding. Invention certificate USSR No. 584996 Cl V 23 K 9/00, 17.04.76. (In Russian).
- Boldyrev A.M., Grigorash V.V., Gushchin D.A., Grebenchuk V.G. Investigation of the adhesion strength of particles in a modifying additive for submerged arc welding of bridge structures. Nano-technologies in Construction. 2012;4(2): 56-69. Available from: http://nanobuild.ru/ru_RU/journal/Nanobuild_2_2012_RUS.pdf. [Accessed 14th August 2020]. (In Russian).
- Aleshin N.P., Yakushin B.F., Kobernik N.V., Kilev V.S. Improvement of the process of cold-resistant steels by optimizing the balance of thermal energy of an arc source. Welding production. 2018;10: 3-13. (In Russian).
- Fedyukin S.V., Karasev M.V., Kolodyazhny D.Yu., Zhuk V.V. A new generation of industrial import-substituting inverter welding machines for mechanized gas-shielded metal electrode welding of a standard type and with separation of the arc and short circuit phase control. Welding and Diag-nostics. 2017;5: 49-53. (In Russian).
- Golovko V.V., Boldyrev A.M., Gushchin D.A., Kuznetsov V.D., Fomichev S.K., Smirnov I.V. Peculiarities of distribution and the role of nonmetallic inclusions in the weld metal when nano-oxides are introduced into the weld pool. Welding and diagnostics. 2015;6: 25-29. (In Russian).
- Ma, Z.T., Janke D. Oxide metallurgyits purposes and practical approaches. Acta Metall. 1998;11(2): 79-86.
- Davydov S.V. Nanomodifier as a tool for genetic engineering of the structural state of cast iron melt. Collection of reports of the Foundry Council No. 1 "Modification as an effective tool for improving the quality of cast iron and steels". Chelyabinsk: Chelyabinsk House of Press; 2006. (In Russian).
