Нанотехнологии получения перспективных высококачественных сталей, основанные на управлении наноразмерными выделениями избыточных фаз часть 1

Автор: Шахпазов Е.Х., Гордиенко А.И., Зайцев А.И., Родионова И.Г., Крылов-олефиренко В.В., Шапошников Н.Г.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Статья в выпуске: 3 т.1, 2009 года.
Бесплатный доступ
Быстрый рост требований к уровню и стабильности технологических, механических, физико-химических характеристик металлопродукции различного назначения обусловил необходимость использования принципиально новых методов их достижения. При этом ключевая роль в обеспечении необходимого фазового состава и структурного состояния металла отводится наноразмерным неметаллическим выделениям, формирование которых должно происходить в строго регламентированных условиях на определенных стадиях обработки стали.
Нанотехнологии, массовые высококачественные стали, наноразмерные частицы, металлургия, наноструктурная составляющая, фаза, неметаллические включения
Короткий адрес: https://sciup.org/14265454
IDR: 14265454 | УДК: 541.11
The use of nanotechnologies for obtaining high-quality steels, based on the control over nanosized extractions of excess phases part 1
Rapid growth of requests to the level and stability of technological, mechanical, physicochemical characteristics for metal production of different aims has lead to the necessity to use absolutly new methods for their realization. At the same time the key role to provide the proper phase composition and structural state of metal belongs to nanosized non-metal extractions which formation is to occur under strictly regulated conditions at the certain steel processing stages.
Текст научной статьи Нанотехнологии получения перспективных высококачественных сталей, основанные на управлении наноразмерными выделениями избыточных фаз часть 1
Например, представленная в таблице динамика роста требований к основным служебным характеристикам (штампуемости, прочности, коррозионной стойкости) автолистовых сталей свидетельствует об их увеличении в несколько раз. Аналогичная тенденция имеет место для второй, не менее значимой группы массовых высококачественных сталей – штрипсового металла для труб большого диаметра.
Отмеченная тенденция привела к необходимости поиска новых, принципиально отличных методов достижения высоких технологических, механических физико-химических характеристик металла. Если раньше обеспечение многих необходимых показателей достигалось в основном за счет изменения концентрации углерода в стали, то в настоящее время для этой цели используют, как правило, сложные системы микролегирующих добавок при четко выраженной тенденции постоянного снижения концентрации углерода в металле.
Такой прогрессивный путь развития металлургии можно образно представить как движение в направлении перехода от сталей к сплавам железа. При этом ключевая роль в достижении необходимого фазового состава и структурного состояния металла отводится наноразмерным неметаллическим выделениям, формирование которых должно происходить в строго регламентированных условиях на определенных стадиях обработки металла.
Развитие металлургии и материаловедения стали в указанном направлении можно отнести к области нанотехнологий, поскольку, согласно современному пониманию, нанотехнологии – это производственные процессы, в которых необходимые служебные характеристики материала достигаются путем управления наноразмерными объектами. В зависимости от используемого метода и параметров ведения процесса возможно получение как полной или преобладающей, так и малой доли наноструктурной составляющей объемного материала.
К наиболее перспективным направлениям реализации нанотехнологического подхода в массовом металлургическом производстве относится развитие технологий, которые базируются на управлении типом, дисперсностью, морфологией, количеством и распределением выделений избыточных неметаллических фаз или, другими словами, на инженерии неметаллических включений. В целом такого рода образования могут оказывать экстремально большие, как положительные, так и отрицательные, воздействия на служебные характеристики готовой металлопродукции [1, 2]. Технологии, построенные на принципе управ-
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1
|
о и ф я я Ф Ф м К в * о № д 8 >> и о ф 8 о и 8 >5 И |
Й s =s Я у Ф Ей й Ф Ф О Ф В « S ф о к я ° X о в в Я о ф Й У и 5 В у X у й ф В s Я X д ф g Я Ф § 8 в 5 ® м Ф Я В ч § g о Я 2 § о S я S ф я |
- X 1 з s s И « § S S О и о ■§' « И л у Щ О я Ф в S х 2 § а О S з 2 я ф 2 § я л 2 в н Д У Я В Я й 2 В . у Я Я В В Я 2 в £ а Й в =>8 Я j 8 д Я ф h я 2 о g я Ф щ " ф О я о 2 5 к я о Я В А ф я к, ВТ в в ^ О Й В S н мт 8 Я Я & Я Я н g В Я ф я 2 в ч & S о Ф 3 о Я м ,В з Я м § о ф ф Я В о н g О о g и я в В О ф >> Я S Я Я |
в s L я s у к 2 х О В д Ф 2 о Я § ф о Я в S Я Е К =к § в 5 ч ф Я н В 2 у Ч го ” - В 8 8g О ’В cd У в о д ф 2 й в ф д Ч я у О В о 2 о я « ф О Ф д « Ф ф В 5 8 Ф ВЙфВуяВВ фМОдВсоДф -ЯОуЙВячя’Я вядящ^ яд в22ыФоВД^ ёиЕ|§8аёЭ HgsS^sSeS . Д S у .О .о НДХСНСМКГОВ |
|
|
=s В я я я о хе а Я Я 8 2 ч о я m |
ф ф 3" и |
ю см" со см" |
л 5 s |
|
|
ф ф я о я ф И |
см см" о см" |
о со |
я в ч я ч Я Я Я и ХО & н в я |
|
|
ф о я В о а И |
о см" Ю |
о со VI |
||
|
я я ф ф я д го у в 5 |
я я я о я д 1 ° 1 s “ а о 5 я 2 ф =я й § О ф д я в я 5 Я -& о н со Я моя Я я в я |
ф S я < я щ S ^ ф е> а ф я у 1 я Ф в S о й 8 |
в Ф& ы м *2 ф 5 S ® ’В В В д В й В g В О в 2 у го го О g R о У Вч ф 1 8 18 |
|

Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1 ления наноразмерными частицами избыточных фаз на разных этапах (переделах) стали, в настоящее время могут стать ключевым инструментом прорывного повышения комплекса свойств массовой металлопродукции.
Результаты многочисленных детальных исследований показывают, что важнейшее влияние на структуру и свойства холоднокатаного проката оказывают неметаллические частицы, образующиеся на различных этапах технологии. Причем влияние включений, которые можно наблюдать в оптическом микроскопе, как правило, несущественно.
Основное воздействие на формирование структуры и свойств оказывают более мелкие частицы сульфидов, карбидов, нитридов, карбонитридов, формирование которых происходит в твердой стали в процессе различных технологических переделов. С уменьшением размеров частиц, особенно при переходе в наноразмерную область (менее 0,1 мкм), их влияние на структуру и свойства, как правило, усиливается: измельчается зеренная структура, повышаются прочностные характеристики и твердость, снижается штампуемость, достигаются экстремальные значения ряда физических и физико-химических свойств, в частности, магнитной индукции насыщения, коррозионной стойкости, причем влияние проявляется и в горячекатаном подкате, и в холоднокатаном прокате.
Создание условий для формирования определенного типа, количества и размеров частиц является важнейшим инструментом, позволяющим воздействовать на комплекс механических характеристик различных видов металлопродукции, в том числе автолистовых сталей («мягких» углеродистых типа 08Ю, сверхнизкоуглеродистых повышенной штампуемости (IF), термоупрочняемых или сталей с ВН-эффек-том, высокопрочных низколегированных – HSLA и др.), производство и использование которых приобретает все большее значение. Для одних сталей требуется повышение прочности, что позволяет уменьшить массу автомобиля, обеспечить законодательные требования по безопасности, снизить расход топлива, улучшить экологию, для других – увеличение штампуемости.
Хотя «мягкая» низкоуглеродистая сталь типа 08Ю разработана давно и на первый взгляд кажется хорошо изученной, на проблемах ее производства следует остановиться по целому ряду причин. Прежде всего, потому, что объем мирового производства подобных материалов исчисляется величинами в десятки миллионов тонн в год. Кроме того, в
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1
последнее время на многих металлургических предприятиях возникли проблемы, связанные с обеспечением требуемого комплекса свойств, обусловленные не только повышением уровня требований, но и изменениями в технологиях сталеплавильного и прокатного переделов. Важно, что многие подходы, применяемые при оптимизации технологии производства стали 08Ю, имеют универсальное значение и могут быть использованы и для повышения комплекса свойств сталей других марок, в том числе низколегированной повышенной прочности (HSLA).
Из анализа механизмов упрочнения автолистовых углеродистых и низколегированных сталей следует, что к основным относятся:
– твердорастворное упрочнение;
– упрочнение измельчением зерна;
– дисперсионное твердение (упрочнение дисперсными частицами);
– упрочнение путем создания в ферритной матрице высокопрочных структурных составляющих.
По крайней мере, в двух из перечисленных механизмов решающую роль играют процессы растворения и выделения неметаллических фаз, а также морфология их частиц. Это, во-первых, механизм дисперсионного твердения, где сами частицы, в зависимости от их морфологии, могут непосредственно участвовать в торможении дислокаций в процессе деформации, вызывая, тем самым, упрочнение стали. Во-вторых, это влияние частиц определенного размера и опять-таки условий их выделения на размер зерна. В принципе и упрочнение по первому механизму зависит от условий образования и растворения частиц, так как эти процессы определяют содержание упрочняющего элемента в твердом растворе (причем это относится и к элементам внедрения, и к элементам замещения).
Общим для подавляющего большинства автолистовых материалов (и других массовых высококачественных сталей) является присутствие в них частиц нитрида алюминия и сульфида марганца. Указанные частицы, в зависимости от условий выделения и морфологии, могут существенно влиять на характеристики зеренной структуры и свойства, а именно: приводить к повышению или, наоборот, к снижению прочности, к повышению или понижению штампуемости, обеспечивать заданный уровень ВН-эффекта и определять склонность металла к естественному старению из-за изменения содержания примесей внедрения (углерода и азота) в твердом растворе.
Поскольку характер влияния частиц AlN и MnS на структуру и свойства практически одинаков для ряда разных типов сталей, а в слу-
-
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1
чае стали 08Ю отсутствуют вклады, связанные с воздействием частиц и структурных составляющих другой природы, целесообразно рассмотреть возможности управления выделением указанных соединений именно на примере стали 08Ю.
Представленные ниже данные были получены при использовании комплексного подхода к исследованию условий формирования частиц и их влиянию на свойства, который включал термодинамический анализ (расчет) температурных интервалов выделения частиц, электронно-микроскопическое исследование их морфологии, определение содержания примесей внедрения в твердом растворе методом внутреннего трения (на разных этапах производственного цикла), комплексные металлографические исследования, а также механические испытания, в том числе до и после естественного и искусственного старения [3–5]. В результате механизм формирования структуры и свойств стали 08Ю может быть представлен следующим образом.
В непрерывнолитых заготовках из стали 08Ю после их охлаждения присутствуют неметаллические включения, в том числе частицы AlN и MnS. В процессе нагрева слябов под прокатку практически весь азот переходит в твердый раствор из-за полного растворения AlN. Сульфид марганца, как правило, растворяется лишь частично и только при очень низких содержаниях серы полностью. Выделение (довыделение) рассматриваемых фаз происходит при последующих технологических операциях: прокатка, смотка, холодная деформация, рекристаллизационный отжиг.
Важнейшим фактором, определяющим структуру и свойства холоднокатаного проката, являются условия выделения частиц AlN. Для концентраций кислоторастворимого алюминия [Al] и азота [N], характерных для сталей 08Ю текущего производства, термодинамическая температура начала выделения (Тн) нитрида алюминия изменяется в пределах ~950–1200оС. Реальная область температур выделения этой фазы значительно ниже. Так, для [Al] и [N], равных 0,048 и 0,005%, соответственно, Тн составляет ~1150оС, а пик С-образной кинетической кривой расположен вблизи 800оС [6].
Для формирования благоприятной микроструктуры и текстуры в процессе рекристаллизационного отжига в колпаковых печах необходимо обеспечить сохранение азота в твердом растворе перед отжигом в количестве не менее 0,0012%, для чего следует ограничить степень завершенности реакции выделения AlN в процессе горячей прокатки
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1 и последующего охлаждения. В этом случае завершение образования AlN при отжиге протекает путем образования наночастиц (рис. 1) на начальных стадиях рекристаллизации, что способствует ее торможению и, таким образом, формированию вытянутого зерна и благоприятной текстуры.

Рис. 1. Наноразмерные выделения AlN в стали 08Ю (х37000)
Одним из важнейших факторов, обуславливающих подавление выделения значительного количества нитрида алюминия при операциях, которые предшествуют холодной деформации, является оптимизация содержаний кислоторастворимого алюминия и азота, которые обеспечивают необходимые количества и кинетические условия выделения AlN. Увеличение времени пребывания металла в интервале температур выделения AlN, к которому приводят пониженные скорости прокатки в чистовой группе клетей, увеличение времени между окончанием прокатки и началом ускоренного охлаждения, повышение температуры смотки, а также увеличение обжатий в последней клети, являются факторами, повышающими вероятность выделения AlN в процессе прокатки, что может проявиться, главным образом, при высоких (> 10) значениях отношения [Al]/[N]. При более низких величинах значений [Al]/[N] влияние указанных факторов на содержание азота в твердом растворе и на свойства холоднокатаного проката выражено в меньшей степени.
Для максимального сохранения азота в твердом растворе следует ограничивать степень обжатия в последней клети величиной не более 13%, а душирование проводить, начиная с первых секций душирующей установки. Увеличение скоростей прокатки в чистовой группе клетей также может привести к дополнительному сохранению азота в твердом 31 ( к содержанию 3
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1 растворе, что положительно скажется на конечных свойствах. Увеличение степени обжатия при холодной прокатке до 70% и выше приводит к более интенсивному процессу выделения частиц нитрида алюминия на начальных стадиях рекристаллизации, что повышает штампуемость. Малые степени деформации при холодной прокатке полосы большой толщины (около 2 мм) являются основной причиной получения сравнительно более прочного проката. Режим отжига предлагается назначать в соответствии со следующими рекомендациями: обеспечивать быстрый нагрев до 500оС с замедлением скорости нагрева в интервале температур 450–550оС. Это приводит к опережающему рекристаллизацию выделению частиц AlN, что благоприятно влияет на характеристики микроструктуры и текстуры проката и обеспечивает его высокую штампуе-мость.
Количество сульфида марганца, которое сохраняется в рассматриваемой стали при температуре нагрева под прокатку (исходное состояние для последующего выделения/довыделения), изменяется в широких пределах. Равновесная доля сульфида марганца в сталях типа 08Ю достигает своего предельного значения при температуре ~1050оС. При этом доля довыделяющегося в ходе охлаждения MnS изменяется незначительно. Высокие значения температур нагрева и значительно ее превышающие температуры полного растворения MnS дают основание полагать, что выделение частиц MnS в основном заканчивается в процессе горячей прокатки.
Окончательное количество и размеры частиц будут определяться характером исходного состояния, а также скоростью охлаждения металла при прокатке в черновой группе и в промежутке между черновой и чистовой группами. Эта скорость зависит от общего уровня температур при прокатке в черновой группе, от толщины раската в указанном интервале температур, а также от других факторов – скорости прокатки, использования экранов (энкопанелей) и других технологических приемов, влияющих на температуру раскатов.
Косвенной характеристикой скорости охлаждения металла является температура за последней клетью черновой группы, значения которой на большинстве непрерывных станов меняются в интервале температур 1060–1130оС.
Присутствие большого количества наноразмерных частиц MnS (размером менее 0,1 мкм), формирующихся преимущественно по механизму зарождения и роста в сталях с очень низкой концентрацией ( к содержанию з
2009 • Том 1 • № 3 / 2009 • Vol. 1 • no. 3
Nanc>b
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1
серы (рис.2), приводит к упрочнению и ухудшению штампуемости. Это обуславливает необходимость регламентировать нижний предел содержания серы. Кроме того, для гарантированного получения холоднокатаного проката высших категорий необходимы специальные технологические приемы, направленные на укрупнение частиц MnS в процессе прокатки и последующего охлаждения. Это, в частности, понижение скорости охлаждения металла в температурном интервале выделения MnS за счет:
увеличения толщины раскатов за черновой группой клетей;
повышения температуры металла за черновой группой клетей;
использования теплозащитных энкопанелей между черновой и чистовой группами клетей.
При росте величины произведения [Mn]х[S] доля сульфида мар- ганца, присутствующая при нагреве, возрастает. В этих условиях до-выделение MnS все в большей степени происходит путем роста уже существующих частиц. Это укрупнение благоприятно для формирования желаемых свойств, но до некоторого предела. Увеличение общего количества частиц в рассматриваемом случае сульфида марганца может способствовать измельчению зерна из-за роста мест зарождения новых зерен при рекристаллизации холоднокатаного металла. Поэтому для обеспечения штампуемости на уровне наиболее высоких категорий вытяжки требуется ограничение верхнего значения произведения [Mn]х[S] величиной порядка 0,0035–0,004, причем оптимальное значение произведения находится в диапазоне 0,0025–0,0035. При оптимальных величинах [Mn]х[S] после нагрева под прокатку в стали сохраняется 30– 70% от максимально возможного количества MnS.
Рис. 2. Наноразмерные выделения MnS в стали 08Ю (х20000)
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1
Немаловажное значение для достижения желаемых свойств имеет также величина отношения [Mn]/[S]. Увеличение этого отношения, вероятно из-за ускорения коалесценции, способствует формированию равномерного распределения частиц MnS при уменьшении их плотности.
Таким образом, для повышения штампуемости холоднокатаного проката стали 08Ю в процессе горячей прокатки требуется, с одной стороны, ограничить степень завершенности реакции выделения нитрида алюминия при операциях, предшествующих холодной деформации, чтобы обеспечить формирование наноразмерных частиц AlN при рекристаллизационном отжиге в колпаковых печах. С другой – необходимо предупредить выделение наноразмерных частиц сульфида марганца (менее 0,1–0,2 мкм) и/или ограничить количество более крупных выделений, а также обеспечить равномерность распределения.
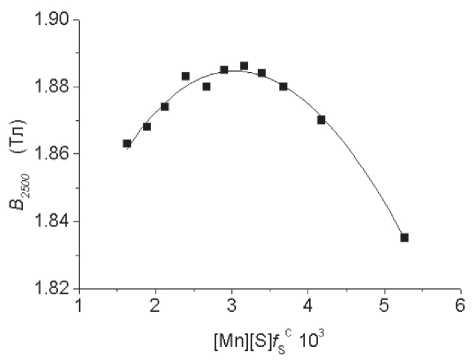
Рис. 3. Корреляция между магнитной индукцией анизотропной электротехнической стали (лист толщиной 0,35 мм) и термодинамическим фактором, контролирующим выделение частиц MnS
Напротив, при производстве электротехнических сталей именно выделение наноразмерных частиц сульфида марганца позволяет получить экстремально высокие показатели магнитной индукции насыщения, а преобладание процессов роста и коалесценции ухудшает служебные характеристики материала (рис. 3) [7].
Работа выполнена благодаря финансовой поддержке РФФИ, грант №09-08-00675.
Е.Х. ШАХПАЗОВ Нанотехнологии получения перспективных высококачественных сталей. Часть 1
Уважаемые коллеги!
При использовании материала данной статьи просим делать библиографическую ссылку на неё:
Шахпазов Е.Х., Гордиенко А.И., Зайцев А.И. и др. Нанотехнологии получения перспективных высококачественных сталей, основанные на управлении наноразмерными выделениями избыточных фаз. Часть 1 // Нанотехнологии в строительстве: научный Интернет-журнал. М.: ЦНТ «НаноСтроительство». 2009, Том 1, № 3. C. 24–35. URL: (дата обращения: ______________).
Dear colleagues!
The reference to this paper has the following citation format:
Shakhpazov E.K., Gordienko A.I., Zaitsev A.I. et al. The use of nanotechnologies for obtaining high-quality steels, based on the control over nanosized extractions of excess phases. Part 1. Nanotechnologies in Construction: A Scientific Internet-Journal, Moscow, CNT «NanoStroitelstvo». 2009, Vol. 1, no. 3, pp. 24–35. Available at: (Accessed _________ ____). (In Russian).
