Наплавка чистого металлического порошка импульсным лазерным излучением

Автор: Гусев Александр Алексеевич, Гусева Галина Валентиновна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Физика и электроника
Статья в выпуске: 6-1 т.14, 2012 года.
Бесплатный доступ
Экспериментально доказана возможность плавления (наплавки) порошка чистого металла, находящегося на поверхности подложки в свободном состоянии, импульсным лазерным излучением миллисекундной длительности. Впервые реализован режим и условия импульсного лазерного послойного выплавления из чистого порошка Ni с размером частиц 160…200 мкм объёмных форм со структурой металла, характерной для «классического литья. Полученные практические результаты открывают новые перспективы в разработке технологий изготовления микро размерных объёмных функциональных изделий.
Наплавка, порошок, импульсное лазерное излучение, объёмная форма, структура металла, микроразмерные функциональные изделия
Короткий адрес: https://sciup.org/148201653
IDR: 148201653 | УДК: 621.373.826
Pad welding a pure metal of the pulse laser nignt
Experimental proofs are presented illustrating the possibility of melting (overlaying, welding up) of a pure metal powder placed in a free state on the substrate surface, by means of the millisecond laser pulses. For the first time the mode of the pulse laser layer-by-layer melting out of pure Ni-powder with the particle size ranging from 160 to 200 μm was realized for obtaining of three-dimensional metallic moulds with the metal structure typical of a classical casting. The results obtained seem to open new horizons in developing new technologies for fabrication of micro-size functional 3D articles.
Текст научной статьи Наплавка чистого металлического порошка импульсным лазерным излучением
Задача производства микроразмерных устройств для медицины, радиоэлектроники и других отраслей экономики представляет большой интерес, как с научной, так и с технической точек зрения. Изготовление функциональных объёмных изделий в миллиметровом и менее размерном диапазоне, необходимых для производства таких устройств, является актуальной и нерешённой технической проблемой. Для решения этой задачи наиболее перспективным представляется процесс выплавления объёмных изделий из металлического порошка импульсным лазерным излучением.
Преимущества плавления импульсным лазерным излучением:
-
- высокая локальность расплава, что позволяет в теории получать изделия размером порядка длины волны излучения (1 мкм) при условии использования наноразмерных порошков металла;
-
- сравнительно низкая средняя мощность излучения, что исключает высокую температуру в объёме, и, как следствие, обеспечивает высокое разрешение формы выплавляемых миниатюрных изделий.
следствие, низкое качество наплавленного слоя металла. Для качественной наплавки чистых порошков и выплавления целых изделий используют непрерывное или высокочастотное (100 и более герц) лазерное излучение. Однако, при таких воздействиях размер зоны плавления порошка, из-за объёмной температуры, значительно превышает размер зоны облучения (на порядок), что не позволяет использовать непрерывное излучение для выплавления миниатюрных изделий.
Целью работы являлся поиск режимов и условий плавления чистого порошка импульсным лазерным излучением для получения высококачественной литой структуры наплавляемого металла. В эксперименте по сплавлению металлического порошка чистого Ni использовалась YAG-Nd лазерная установка с перестраиваемой формой импульса излучения [1]. Экспериментальное сплавление порошка проводилось для двух форм импульса излучения (рис.1, рис.2) со следующими параметрами: E с и р м = 3 Дж, τим = 15 мс, λ = 1,06 мкм, dфок= 0,3 мм, α = 5 мрад, моно-импульсный режим.
Металлический порошок чистого Ni с размером частиц 160…200 мкм насыпался на металлическую основу из стали ШХ 15 слоем высотой 2 мм без связующих компонентов. Излучение фокусировалось либо на поверхность порошка, либо на поверхность подложки. Результаты четырёх вариантов наплавки представлены в таблице 1.
На рис.3 – рис.6. представлены результаты практической реализации режима № 3.
Структура расплавленного порошка в виде столбика из чистого Ni при трёхслойном насыпании, и облучении тремя импульсами представлена на фотографиях микрошлифов полученного образца (рис. 7).
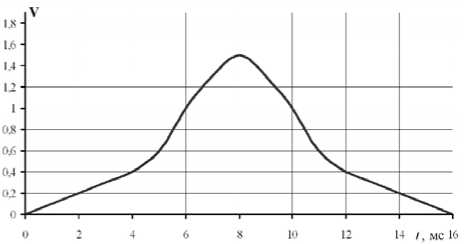
Рис. 1 . «Нормальная» форма импульса
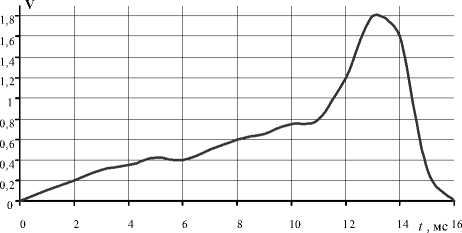
Рис. 2. «Ассиметричная» форма импульса
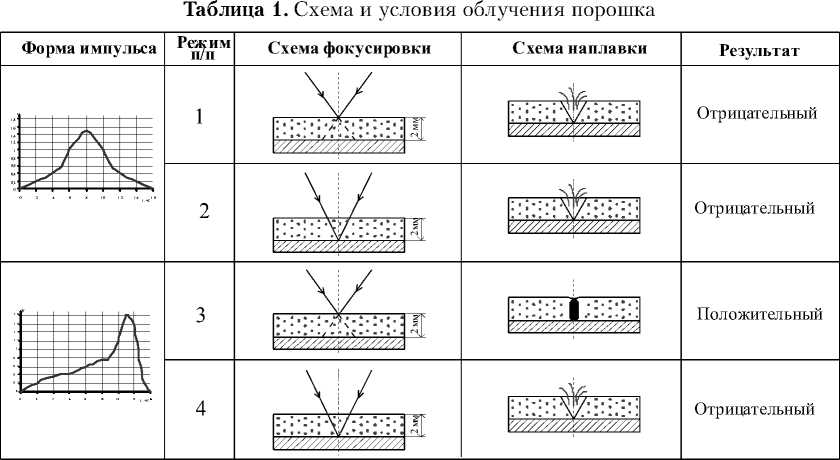

Рис. 3. Однократное и трёхкратное облучение одного и трёх слоёв порошка соответственно

Рис. 4. Трёхкратное облучение одного слоя порошка
Из приведённых фотографий видно, что наплавленный металл имеет плотную, практически бездефектную структуру, аналогичную структуре «классического» литья. Динамика расплава порошка определяется динамикой изменения плотности мощности излучения от толщины слоя порошка за время импульса. Для определения зависимости плотности мощности излучения от толщины наплавляемого слоя порошка были приняты следующие допущения:
-
- коэффициент поглощения излучения порошком постоянен на протяжении всего импульса;
-
- распространение тепла в слое порошка описывается законами теплопроводности для сплошного металла;
-
- время импульса излучения условно разделено на 5 этапов, характерных для глубокого плавления металла миллисекундным импульсом [2]: I этап – 0…4 мс – первичный расплав, мелкая ванна; II этап – 4…7 мс – увеличении объёма рас-
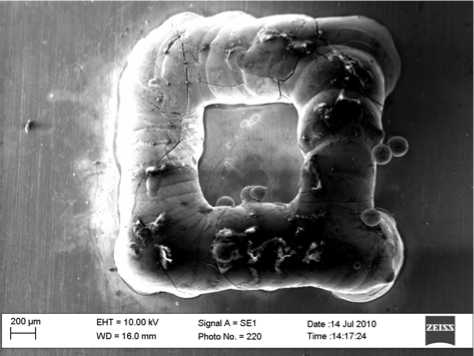
Рис. 5. Многоимпульсное облучение при перемещении образца по контуру при однослойном насыпании порошка
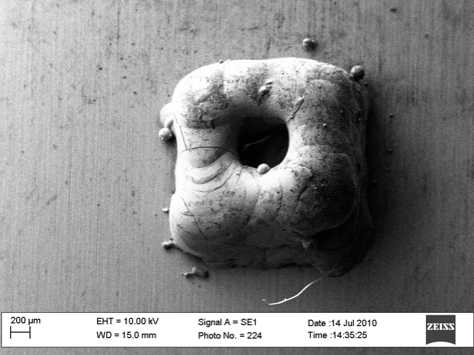
Рис. 6. Многоимпульсное облучение при перемещении образца по контуру при трёхслойном насыпании порошка
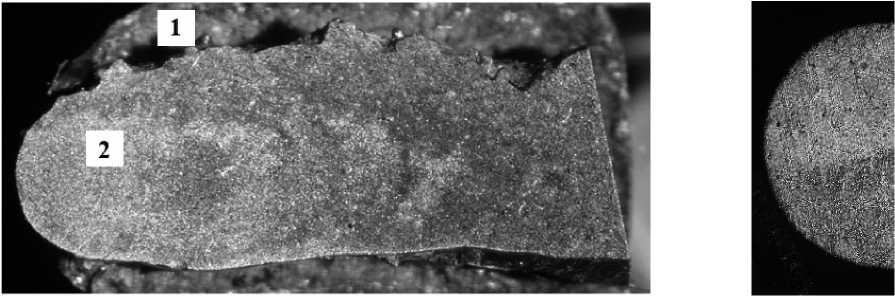
а б
Рис. 7. Продольный (а: 1 – технологическая оправка; 2 – столбик порошка) и поперечный (б) шлифы столбика расплавленного порошка никеля
плава, образование буферного объёма; III этап – 7…10мс – критическая кривизна ванны расплава, образование первичного капилляра; IV этап – 10…12 мс – быстрый рост парогазового канала, эффект самофокусировки излучения; V -этап – 12…16 мс – плавление металла в направлении роста парогазового канала, глубокое плавление.
Геометрическая схема плавления порошка с положительным эффектом представлен на рис. 8.
Данные расчёта плотности мощности излучения для всех вариантов эксперимента представлены в табл. 2.
На рис. 9 представлена зависимость плотно-
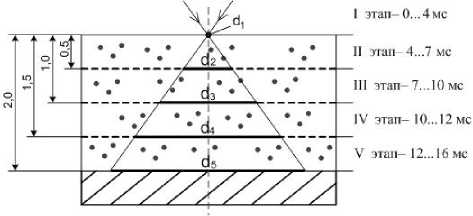
Рис. 8. Геометрическая схема плавления порошка сти мощности излучения (Q, Вт/м3) от высоты слоя насыпанного порошка (h, мм) для всех режимов обработки.
Из графика на рис. 9 видно, что кривой 3 соответствует наиболее равномерный рост по глубине наплавляемого слоя порошка, что обеспечивает поддержание температуры в зоне облучения во время импульса в диапазоне Тпл. < Тнапл. < Ткип., где Тпл.– температура плавления порошка, оС; Тнапл.– температура плавления порошка, оС; Ткип. – температура кипения никеля, оС. Кривые 1 и 2 имеют ярко выраженный максимум в середине слоя порошка, что приводит к перегреву зоны облучения и разлёту частиц порошка из зоны обработки. Фактор изменения положения фокальной плоскости облучения незначительно меняет динамику роста (кривая 4). Однако в совокупности с формой импульса излучения становится определяющим, для процесса наплавки чистого порошка Ni. Можно предположить, что реальная картина плавления порошка намного сложнее и допущений, принятых нами, не достаточно для описания реального процесс плавления.
Таблица 2. Параметры эксперимента
|
Режим п/п |
Этап |
d пятна, см, 10-2 |
S пятна см2, 10-4 |
τ , мс |
Е, Дж |
Р, Вт |
Q = Р/S |
|
1 |
I |
3,000 |
7,06 |
4 |
0,26 |
65 |
9,2 |
|
II |
3,025 |
7,18 |
3 |
0,72 |
240 |
33,4 |
|
|
III |
3,050 |
7,30 |
3 |
1,23 |
410 |
56,2 |
|
|
IV |
3,075 |
7,42 |
2 |
0,53 |
275 |
37,1 |
|
|
V |
3,100 |
7,54 |
4 |
0,26 |
65 |
8,6 |
|
|
2 |
I |
3,100 |
7,54 |
4 |
0,26 |
65 |
8,6 |
|
II |
3,075 |
7,42 |
3 |
0,72 |
240 |
32,3 |
|
|
III |
3,050 |
7,30 |
3 |
1,23 |
410 |
56,2 |
|
|
IV |
3,025 |
7,18 |
2 |
0,53 |
275 |
38,3 |
|
|
V |
3,000 |
7,06 |
4 |
0,26 |
65 |
9,2 |
|
|
3 |
I |
3,000 |
7,06 |
4 |
0,26 |
65 |
9,2 |
|
II |
3,025 |
7,18 |
3 |
0,35 |
117 |
16,3 |
|
|
III |
3,050 |
7,30 |
3 |
0,53 |
177 |
24,2 |
|
|
IV |
3,075 |
7,42 |
2 |
0,53 |
265 |
35,7 |
|
|
V |
3,100 |
7,54 |
4 |
1,33 |
333 |
44,2 |
|
|
4 |
I |
3,100 |
7,54 |
4 |
0,26 |
65 |
8,6 |
|
II |
3,075 |
7,42 |
3 |
0,35 |
117 |
15,8 |
|
|
III |
3,050 |
7,30 |
3 |
0,53 |
177 |
24,2 |
|
|
IV |
3,025 |
7,18 |
2 |
0,53 |
265 |
36,9 |
|
|
V |
3,000 |
7,06 |
4 |
1,33 |
333 |
47,2 |
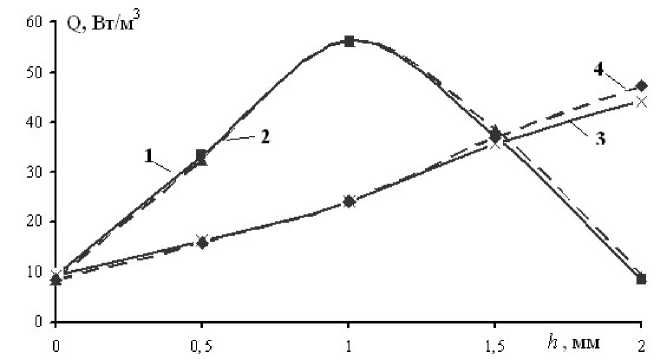
Рис. 9. График зависимости плотности мощности излучения от толщины слоя порошка
Представленный экспериментальный результат может служить основой для дальнейших исследований по нескольким перспективным направлениям:
-
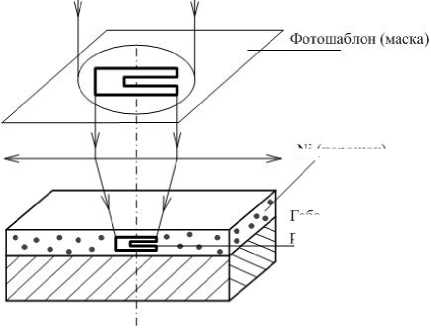
1. Выплавление функциональных объёмных микроразмерных изделий из металлического порошка соответствующего размера (1…100 нм) за один или несколько импульсов облучения, используя фотошаблоны готовых деталей. При этом габариты изделий будут определятся размером излучения в фокусе (1…300 мкм), рис. 10.
-
2. Наплавка многослойных объёмных изде-
- лий из разнородных металлов, рис. 11.
-
3. Глубокое легирование поверхности деталей локальными точечными расплавами (игольчатый каркас) с индивидуальным набором легирующих компонентов в зависимости от требований условий эксплуатации с целью многократного повышения стойкости изделий. Глубина легирования 5 мм, аспектное отношение hр/dср.р.=10, где hр – глубина легирования, мм; dср.р. – средний диаметр расплава, мм (рис. 12).
Так как отдельные точечные расплавы в игольчатом каркасе не связаны общей ванной расплава,
Габаритный размер изделия определяется размером излучения в фокусе
Рис. 10. Схема выплавления объёмных микроразмерных изделий из порошка целиком за один импульс
Ni (порошок)
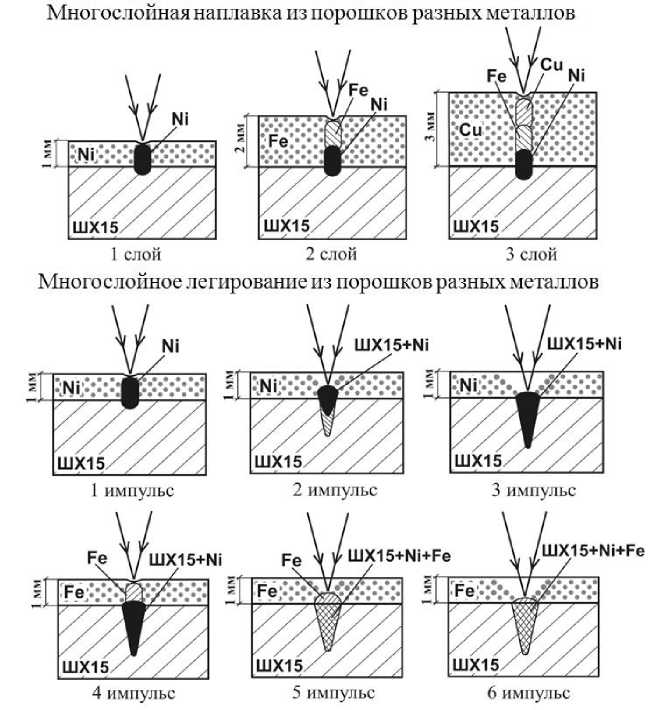
Рис. 11. Схема многокомпонентной наплавки и легирования импульсным излучением
то возможно легирование каждого точечного расплава индивидуальным набором легирующих компонентов. В идеале, каждый точечный расплав может обладать уникальными, индивидуальными прочностными свойствами, обеспечивая надёжную работу деталей в экстремальных, взаимоисключающих условиях эксплуатации.
Список литературы Наплавка чистого металлического порошка импульсным лазерным излучением
- Каюков С.В., Гусев А.А., Самарцев Г.В., Канавин А.П. Способ импульсной лазерной сварки и установка для его реализации. Патент РФ №2120364, В23К26/00. Заявка № 96119448/02 от 27.09.1996. Опубл. 20.10.1998.
- Гусев А.А. Формирование парогазового канала в условиях глубокого плавления металла лазерным излучением миллисекундной длительности//ФХОМ. 2010. №6. С. 23-29.
