Направления интенсификации процесса изготовления тонкостенных профилей и повышение качества летательных аппаратов

Автор: Маркова Елена Владимировна, Аль-Дарабсе Амер Мохаммад Фархан, Нуретдинов Ильдар Габбасович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-3 т.20, 2018 года.
Бесплатный доступ
В статье авторами рассматриваются направления интенсификации процесса изготовления тонкостенных профилей методом стесненного изгиба на основе деформирования листового материала на волочильно-прокатных установках типа ВПУ-120/5,5; ВПУ-120/7,5 и др. Формируются направления интенсификации формоизменяющих гибочных операций; рассматривается процесс интенсификации за счёт проведения оптимальных режимов термомеханической обработки в зависимости от механических свойств формуемого материала; устанавливаются математические зависимости процесса волочения тонкостенных профилей в роликовом формующем инструменте при создания аксиального сжатия по зонам сгиба; рекомендуются схемы и способы формообразования с предоставлением графоаналитических моделей.
Тонкостеныне профили, качество, летательыне аппараты
Короткий адрес: https://sciup.org/148312504
IDR: 148312504 | УДК: 629.73.002
Directions of intensification of process of manufacturing of slender sections and improvement of the quality flight vehicles
In the article, the authors consider the directions of intensification of the process of manufacturing thin-walled profiles by the method of constrained bending based on the deformation of the sheet material on wire-rolling installations of the type VPU-120 / 5.5; VPU-120 / 7.5 and others. Forms directions of intensification of form-changing bending operations; the process of intensification is considered due to the optimal modes of thermo mechanical processing, depending on the mechanical properties of the material being molded; the mathematical dependences of the process of drawing thin-walled profiles in a roller forming tool are established when creating axial compression along the bend zones; Recommended schemes and methods of shaping with the provision of grapho-analytical models.
Текст научной статьи Направления интенсификации процесса изготовления тонкостенных профилей и повышение качества летательных аппаратов
разработка и специального оборудования, и специальных средств технологического оснащения процесса [2]. Созданные гибочно-прокатные станки моделей от ГПС-200 до ГПС-300М6, волочильно-прокатные установки ВПУ-120/5,5, ВПУ-120/7,5 и разработанные в их развитие устройства для изготовления профилей посвоим конструктивным особенностям и принципу работы дополнительно интенсифицируют гибочные операции. Перечисленное оборудование позволяет изготовлять уголковые, швеллерные зетовые и корытообразные профили широкой номенклатуры с глубиной формовки от 8 до 50 мм, даже 75 мм, при использовании различных листовых материалов толщиной от 0,5 до 2,5 мм и схем формообразования в 3-5 переходов (рис. 2).
Интенсификацией уже стесненного изгиба являются гибки-волочния и сочетания волочения с прокаткой, при которых возможно улучшить микроструктуру поверхностного слоя и повысить точностные возможности, практически исключив пружинение за счет создания расчетных внутренних силовых факторов в зонах наибольших пластических деформаций. Это позволяет исключить доводочные работы, что непременно сопутствует гибке традиционными методами.
В установках, например, ВПУ-120/7,5 и гибочно-прокатном комплекс на базе волочильного стана ЦС-28 одновременно с профилированием листовой заготовки ведется правка изготовляемого профиля растяжением за счет приложения в очаге наибольших пластических деформаций усилия волочения-растяжения. Этим исключается применение специализированного оборудования для правки растяжением типа ПГР-7, ПГР-8 или УППР-1.

1 переход 2 переход 3 переход 4 переход

1 переход 2 переход
{фп)А|Д4^^
* 3 переход 4 переход 5 переход
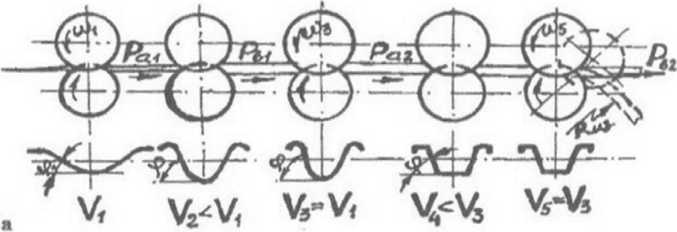
Рис. 1. Интенсификация процессов стесненного изгиба:
а – сочетание процессов волочения и прокатки. Усилия подпора Pа1’ Pа2’, усилия аксиального растяжения Pа1’ Pа2’ при изготовлении профилей с продольной кривизной: б – изготовление профиля замкнутой формы сечения;
в – изготовление профиля с 12-18 зонами сгиба
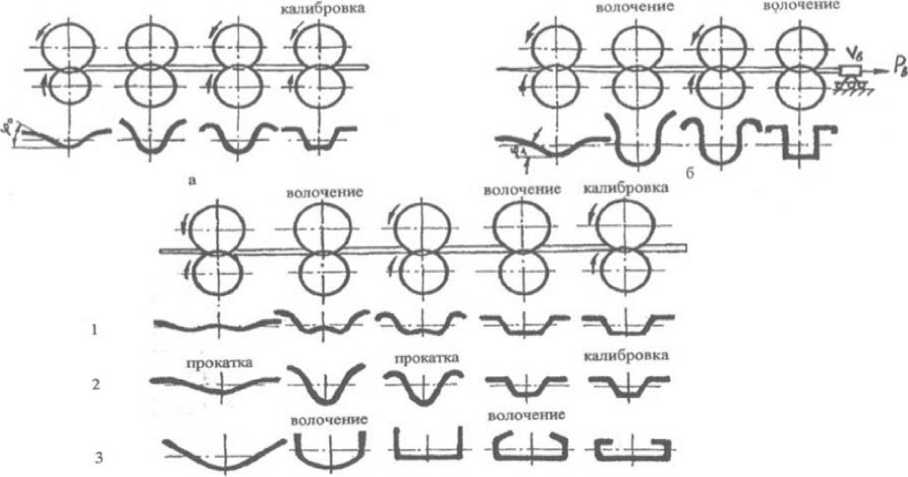
Рис. 2. Схемы и способы формообразования профилей из низкопластичных материалов при волочении в сочетании с прокаткой при холодной деформации стеснённым изгибом: а, б – наиболее целесообразные варианты
Интенсификации формоизменяющих гибочных операций при изготовлении профилей из листовых заготовок служит создание в процессе профилирования осевого подпора в зоне наибольших пластических деформаций, что создает не только тангенциальные и радиальные сжимающие напряжения, но и аксиальные, благодаря чему становится возможным увеличение степени деформаций на каждом переходе и сокращение их числа до трех-пяти, то есть в
2-3 раза по сравнению с традиционными методами гибки.
На созданном гибочно-прокатном оборудовании за счет интенсификации методов формообразования освоена технология свертывания листовой заготовки, как особого процесса гибки, из сталей и алюминиевых сплавов толщиной 0,8…1,5 мм для последующего изготовления сварных труб диаметром от 15 до 80 мм.
Сочетание методов стесненного изгиба и традиционного профилирования листовых заготовок – новый освоенный в процессе исследований путь интенсификации стесненного при изготовлении гнутых профилей сложной формы поперечного сечения с 12-18 зонами сгиба (см. рис. 1).
Интенсификацией процессов стесненного изгиба является проведение оптимальных режимов термомеханической обработки (ТМО), которая в зависимости от механических свойств материала может быть низкотемпературной (НТМО). Так, что за счет НТМО при изготовлении профилей из алюминиево-литиевых сплавов удалось повысить механические свойства ( Sв’ S0,2’ ) на 150-200 МПа, почти не снижая относительное удлинение d , % и даже повышая его.
Необходимо установить математические зависимости параметров процесса волочения тонкостенных профилей в роликовом формующем инструменте с созданием аксиального сжатия за счёт различных окружных скоростей на предварительном и окончательном переходах [2]. При этом возможно исключить потерю устойчивости за готовки, что характерно для процессов прокатки длинномерных тонкостенных профилей за счёт согласования величины допустимого аксиального сжатия Pa и величины зазора h ( Sk ) в последующей роликовой паре.
Рассмотрим механизм взаимодействия Pa двухстороннего сжатия профиля роликами на переходе предварительного формообразования (рис. 3).
Для выделенного элемента профиля dx условие равновесия имеет вид:
Sdax + axds + 2pdX (tga + f) — 0, (1)
где s – толщина элемента;
s χ – напряжение в направлении координаты X;
p – нормальноедавлении со стороны роликов;
a – уголнаклона зоны контакта с роликом к продольной оси;
f – коэффициент трения скольжения.
С учетом условия пластичности (1) получаем дифференциальное уравнение для вычисления p
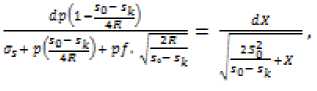
где ■S c – толщина исходной заготовки;
5k – величина зазора в роликах;
O's – предел текучести материала.
Приведенное значение радиуса R , вычисляется по формуле:
2R, . R.
Rl 4- RT ’ где й± и /?2 – радиусы верхнего и нижнего роликов соответственно.
Интегрирование уравнения (2) дает:

где C – постоянная интегрирования.
Граничные условия для входного сечения – нулевые, а для выходного должно выполняться соотношение ax + ^c = 0. Принимая граничные условия, из формулы (3) получаем нормальное давление P-, на входе в ролики:
(®i +Pif^ = ^^7? -^ t1 4"^с)]а^ + so^- (4)
Здесь —

Для выходной зоны знак коэффициента трения скольжения, меняется на противоположный и определив постоянную интегрирования из граничного условия [4], получаем распределение нормального давление ^2 в выходной зоне:
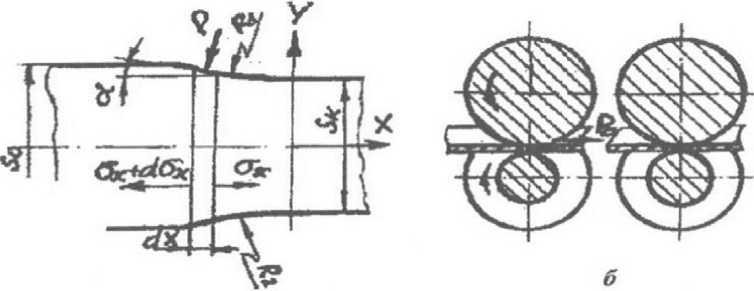
Рис. 3. Схема взаимодействия инструмента и заготовки при создании аксиального сжатия: а – силовые факторы при обжатии заготовки по толщине;
б – создание аксиального сжатия при волочении

где С – постоянная интегрирования.
Суммарное нормальное усилие р„ , действующее на заготовку, определится:
Рп = 5з Г Р2 to dx + В3 /” pr (г) dx, (6) где 5^ – ширина заготовки:
Л g – протяженность зоны контакта заготовки и роликов, равная \2/^
^ к – координата нейтрального сечения, определяемая из условия согласования значений Plto »P2to для входной и выходной зон соответственно.
При наличии аксиального сжатия в условиях, близких к созданного в роликах проскальзывания, нейтральное сечение смещается в сторону входного сечения и тогда Хв ^ Хв .
В таком случае после проведения интегрирования нормальное усилие Р„ в выражении (6) получит вид:
^" ~ /1 ^^а f °S 1-^) /1+1 ^Snl + 1) ^ . (7)
С учетом XB/R = V2/1 < 0,03, с точностью, достаточной для принятого рассмотрения, можно определить аксиальное усилие :
^' = 2/.^. (8)
товки. Но в случаях, когда Sk ^ S0 (волочение) и когда рассматривается разложение сил в сечения с координатой, близкой к - X -, оба указанных фактора играют существенную роль. При этом надлежит рассмотреть задачу о действующих на заготовку со стороны роликов радиальных нагрузках [5].
Используя известные уравнения (8), описывающие поведение осесимметричных оболочек,
получим выражение для нормального давления на заготовку со стороны роликов (рис. 4)

где P.L – нормальное давление на i- омучастке заготовки ( i принимает значения, равные 1 и 2);
– угол наклона обжатой зоны по отношению к продольной оси;
Pi – радиус кривизны заготовки в трансверсальном сечении на i- ом участке заготовки.
Здесь
Суммарное усилие ^ni, действующее на еди-
ницу длины заготовки, определится: " p _ rPi+s„ _dr_
,
Тогда интегральное условие проскальзыва-
ния примет вид:
Из формулы (9), с учетом (7) и (8) получим уравнение, позволяющее определить величину необходимого зазора в паре роликов предварительного формообразования, чтобы создать потребное аксиальное усилие при условии I2 » 1,0

Следует заметить, что при S0 ^ Sk (прокатка) связь величины зазора в роликах с величиной PG не зависит от S^ и формы сечения заго-
где T – переменная интегрирования.
Из выражений (11) и (12) после интегрирования с точностью до одного процента имеем:
Pni = SGCtgPi pn ^^ - ^^l"15"]^^ . (13)
Аксиальное усилие определится следующим:
Рц = (Л11Р1 "*■ 2РП2Р2)/Л. (14)
При выборе схемы формообразования следует учитывать связь Pl И p2 (см. рис. 4) через ширину заготовки [4]
Pl + ^Pz = /Л ,
На основании (14), используя аналог выражения (9), p= = cr=-sQ.B3 , получим для случая SQ ^ Sk условие проскальзывания:
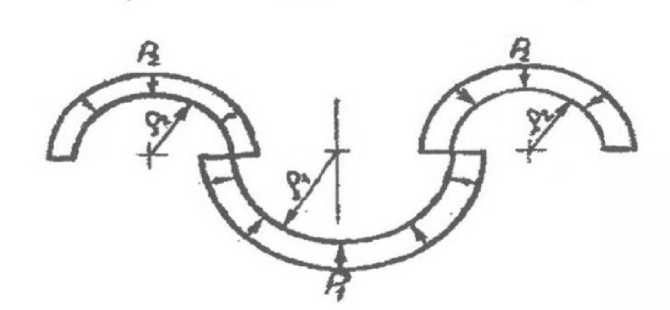
Рис. 4. Схема обжатия заготовки на предварительном переходе при изготовлении корытообразного профиля
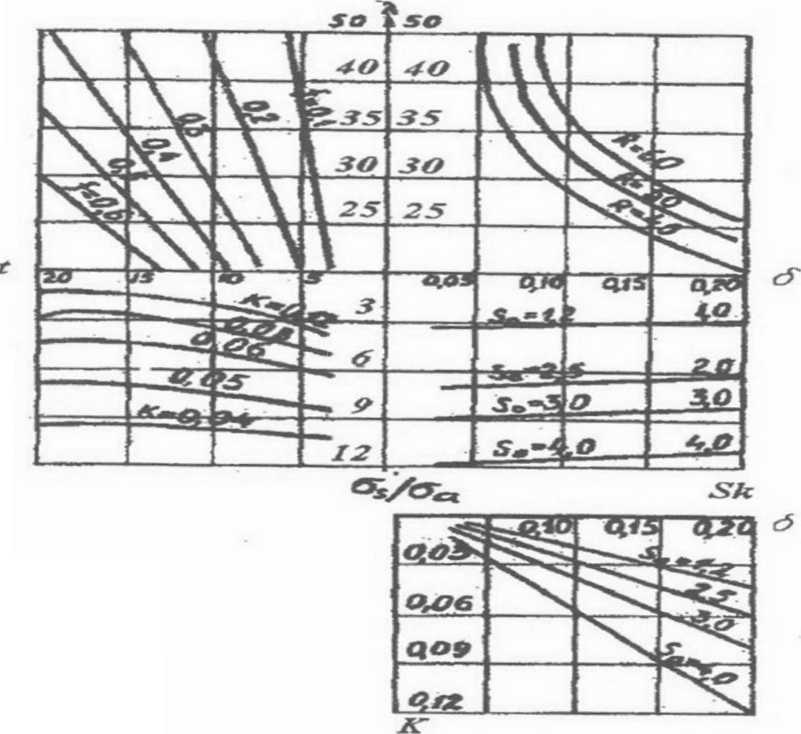
Рис. 5. Номограмма для определения настроечных параметров процесса гибки-волочения

Таким образом, из уравнения (15) видно, что условия проскальзывания зависят от схемы формообразования и ширины исходной заготовки.
Полученные уравнения (10) и (15) полно стью определяют условия проскальзывания при -7?, незначительно отличающихся от 7 • в меньшую или в большую сторону, В случает -г:. -: 7 ■ используем формулу (15), а при 7:. < _7- формулу (10). Кроме того, формула (15) дает нижнюю границу аксиального давления "., определяемого выражением (10), из которого следует: если _7 ? = _7 ■, то проскальзывание наступает при ". = 2, хотя в действительности оно имеет место при "■ (15).
Исходя из формулы (10) построена номограмма (рис. 5), позволяющая определить величину аксиального сжатия в зависимости от величины зазора в роликах.
Для построения использованы новые переменные:
, j м I г* 1 ^V 2 6
^ = 1-^ + 1; 5 = s0 — s^ к = —7 = —-.
" " s Значит, требуемое аксиальное сжатие можно обеспечить путем выбора схемы формообразования при данной ширине заготовки, или регулированием зазора в роликах. Причем, при выборе схемы формообразования потребуется учитывать ряд конкурирующих факторов: получение благоприятного напряженно-реформированного состояния в роликах окончательного формообразования, создание условий для обеспечения требуемого усилия сжатия, выдерживание больших аксиальных усилий без потери продольной устойчивости деформируемой заготовки и т.п. Решить такую задачу невозможно без рассмотрения вопроса оптимизации схемы формообразования [6]. Полученные аналитические зависимости создания аксиального сжатия с учетом схемы формообразования и величины зазора в роликовом инструменте, дают возможность определить настроечные параметры оборудования.
Список литературы Направления интенсификации процесса изготовления тонкостенных профилей и повышение качества летательных аппаратов
- Аль-Дарабсе А.М.Ф., Маркова Е.В. Автоматизированный метод обучения студентов инженерных специальностей.//В сборнике: Технологическое развитие современной науки: тенденции, проблемы и перспективы. Сборник статей Международной научно-практической конференции, Уфа, 2018. -С. 4-6.
- Колганов И.М., Тюнькин А.В. Анализ напряженно-деформированного состояния заготовки методом конечных элементов при формировании гнутолистового профиля стесненным изгибом//Авиационная промышленность. 2004. № 1. -С. 34-37.
- Маркова Е.В., Морозов В.В. Методика оценки уровня конкурентоспособности продукции инновационного предпринимательства//Вестник Самарского муниципального института управления, 2013. №1 (24).-С. 47-54.
- Морозова Е.В. Моделирование деятельности инновационного образовательного комплекса.//Известия Самарского научного центра Российской академии наук. 2011. Т. 13. № 2(2). С. 306-310.
- Морозова Е.В., Похвощев А.А. Организация инновационных образовательных комплексов: сущность и принципы.//Человек и труд,2009. № 4.-С. 45.
- Морозова Е., Поварич И. Социальная защита в сфере труда//Человек и труд, 2005. № 8. -С. 20
