Направления совершенствования организации промышленного производства на основе инструментов Big Data

Автор: Н.В. Барсегян, А.И. Ван
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
Актуальность исследования вопросов совершенствования организации производства на основе технологий больших данных в промышленности обоснована потребностью анализа большого массива данных, способствующей выявлению и устранению «узких мест», повышению производительности предприятия, и в целом модернизации производства. В исследовании уделено внимание определению понятия и сущности Big Data; выявлена взаимосвязь концепций индустрий 4.0 и 5.0 и место больших данных в них, определяя, что в индустрии 4.0 Big Data выступают одним из ключевых технологий для принятия решений наряду с интернетом вещей, искусственным интеллектом и машинным обучением, облачными вычислениями и киберфизическими системами, которые направлены на оптимизацию производства, автоматизацию, проектирование цифровых двойников, персонализацию массового производства, что по итогу приводит к повышению эффективности организации производства. В развитии индустрии 5.0 Big Data приобретает новую роль, и становится инструментом для разработки гибридного интеллекта, обеспечения этики и устойчивости, гиперперсонализации, которые так же направлены на совершенствование организации производства, учитывая при этом ESG-принципы. Определены ключевые направления применения больших данных на производстве, способствующих совершенствованию организации производства, повышению энергоэффективности оборудования. Предложены модели и методы использования Big Data на производстве отечественных машиностроительных предприятиях. Предложен интегральный индекс производственно-технической эффективности, позволяющий оценить влияние технологий больших данных на технологическое превосходство предприятия, включающий в себя компоненты надежности оборудования, качества продукции, скорости и точности контроля. Сделан вывод, что в перспективе применение технологии больших данных может открывать новые возможности в области организации и управления высокотехнологичными отраслями и процессами производства, обеспечив переход к пятому нейро-технологическому укладу Индустрии 5.0.
Big data, большие данные, индустрия 4.0, индустрия 5.0, организация производства, оптимизация производства, цифровые двойники, эффективность
Короткий адрес: https://sciup.org/148332852
IDR: 148332852 | УДК: 658.5 | DOI: 10.37313/1990-5378-2025-27-6-116-123
Directions for Improving the Organization of Industrial Production Based on Big Data Tools
The relevance of the study of the issues of improving the organization of production based on big data technologies in industry is justified by the need to analyze a large amount of data, which helps to identify and eliminate “bottlenecks”, increase enterprise productivity, and generally modernize production. The study focuses on the definition of the concept and essence of Big Data; The interrelation of the concepts of industries 4.0 and 5.0 and the place of big data in them is revealed, determining that in industry 4.0 Big Data is one of the key technologies for decision-making along with the Internet of Things, artificial intelligence and machine learning, cloud computing and cyber-physical systems that are aimed at optimizing production, automation, designing digital counterparts, personalization. mass production, which ultimately leads to an increase in the efficiency of the production organization. In the development of industry 5.0, Big Data acquires a new role, and becomes a tool for developing hybrid intelligence, ensuring ethics and sustainability, and hyperpersonalization, which are also aimed at improving the organization of production, while considering ESG principles. The key areas of application of big data in production have been identified, contributing to the improvement of the organization of production, increasing the energy efficiency of equipment. Models and methods of using Big Data in the production of domestic machine-building enterprises are proposed. An integral index of production and technical efficiency is proposed, which makes it possible to assess the impact of big data technologies on the technological superiority of an enterprise, including components of equipment reliability, product quality, speed and accuracy of control. It is concluded that in the future, the use of big data technology may open up new opportunities in the field of organization and management of high-tech industries and production processes, ensuring the transition to the fifth neuro-technological mode of Industry 5.0.
Текст научной статьи Направления совершенствования организации промышленного производства на основе инструментов Big Data
Эффективный процесс управления всеми подразделениями предприятия неразрывно связан с организационным планированием на каждом этапе его деятельности. Динамичное развитие отраслей российской промышленности требует анализ, сбор и работу с огромным массивом данных, появившихся в том числе под влиянием новых веяний, вызванных внедрением в нашу жизнь концепций Индустрии 4.0 и Индустрии 5.0.
В научном исследовании под руководством Schmidt R. представляют Индустрию 4.0 как инструмент прогнозирования в бизнес-моделях, цепи поставок, бизнес-процессах для повышения эффективности промышленного производства [1]. В работе Elkaseer A., Salem M., Ali H., Scholz S. G. рассматривают технологии индустрии 4.0 с практической точки зрения как инструмент выявления
«узких» мест на производстве и решения проблем с целью повышения конкурентоспособности производства [2]. Цифровые технологии индустрии 4.0, их роль в повышении эффективности управления производством и обеспечения технологического лидерства отечественной промышленности рассматриваются в исследованиях Шинкевича А. И., Кудрявцевой С. С., Галимулиной Ф. Ф. [3,4], Бар-сегян Н. В., Зариповой Р. Р. [5].
Вызовы и возможности устойчивого развития российской промышленности на пути к индустрии 5.0 рассматриваются в исследовании Ласковой Д. С. и др. [6]. Ключевыми моделями направления они выделяют клиентоцентричность, кастомизация, персонализация; взаимодействие роботов и человека; использование облачных технологий, виртуальная/дополненная реальности, коллаборация; энергоэффективность, экологизация, ESG. Глухов В. В., Бабкин А. В. и др. в своем исследовании рассматривают особые мезоструктуры – зонтичные промышленные EICSG-экосистемы, которые, по мнению авторов, совместно с системообразующими отраслями промышленности призваны обеспечить инфраструктурно-функциональный базис Индустрии 5.0, являющейся первичной формой вновь формирующегося киберинформационного способа производства [7].
В современных условиях развития индустрии 4.0 и перехода к нейро-технологическому укладу Индустрии 5.0. моделирование производственных процессов и совершенствование организации производства невозможно без владения методами, инструментами и технологиями проектирование моделей управления, реинжиниринга структур управления. В результате автоматизации большинства процессов на предприятии возникает потребность в анализе громадного количества данных, способствующей выявлению и устранению «узких мест», повышению производительности предприятия, и в целом модернизации производства. Актуальность применения технологий больших данных обусловлена их применением практически в каждой отрасли – от государственных учреждений до крупнейших промышленных предприятий. В связи с этим целью исследования является анализ возможностей применения технологий больших данных в промышленности и выявить перспективные направления развития.
ТЕОРЕТИЧЕСКИЕ ПОДХОДЫ К ОПРЕДЕЛЕНИЮ ПОНЯТИЯ И СУЩНОСТИ BIG DATA
Согласно ГОСТ Р 59925–2021 большие данные (Big Data) определяются как «большие массивы данных, отличающиеся главным образом такими характеристиками, как объем, разнообразие, скорость обработки и/или вариативность, которые требуют использования технологии масштабирования для эффективного хранения, обработки, управления и анализа» [8]. Сущность «больших данных» состоит в том, что они представляют собой огромное множество структурированной и неструктурированной информации, обладающих такими свойствами как скорость, ценность и достоверность, демонстрирующие повышенную частоту генерации данных и значительную неоднородность источника и формата данных. Данный инструмент активно применяется руководителями в их подразделениях, требующих внедрения новых технологий для повышения эффективности их работы.
Обзору технологии Big Data и её особенностей посвящена научная работа Назаренко Ю. Л. [9]. Им обоснована необходимость использования и перспективность применения технологий Big Data, проведен анализ существующих программно-аппаратных средств, использующихся для анализа и обработки больших данных, таких как Hadoop, MapReduce и NoSQL, выделены их преимущества и особенности. Выявлению связи между аналитикой больших данных и управлением цепями поставок посвящено исследование зарубежных ученых Xu J., Pero M., Fabbri M. [10].
Всесторонний анализ научной литературы позволяет обобщить, что в настоящее время цифровой трансформации экономики большие данные проникают во все аспекты общественного развития с беспрецедентной глубиной и широтой, влияя на такие области, как промышленность, здравоохранение, научные исследования, социальные услуги и управление.
Технологии больших данных ассоциируются изначально с концепцией индустрия 4.0, являясь инструментом для принятия решений. При этом Big Data играют важную роль в формировании и развитии индустрии 5.0. На рисунке 1 представлена взаимосвязь данных концепций и отражена роль Big Data в каждой из них.
Таким образом, Big Data в развитии индустрии 5.0 приобретает новую роль, и становится инструментом для разработки гибридного интеллекта (совместный анализ данных человеком и искусственным интеллектом), обеспечения этики и устойчивости (экологичный анализ данных, снижение энергопотребления), гиперперсонализации (деятельность коллаборативных роботов на основе больших данных для кастомизации продукции). Перечисленные аспекты Big Data так же направлены на совершенствование организации производства, учитывая при этом ESG-принципы. Для поиска решений по оптимизации производства, совершенствования его организации, улучшения показателей технической и эффективности предприятия начинают внедрение технологий больших данных.
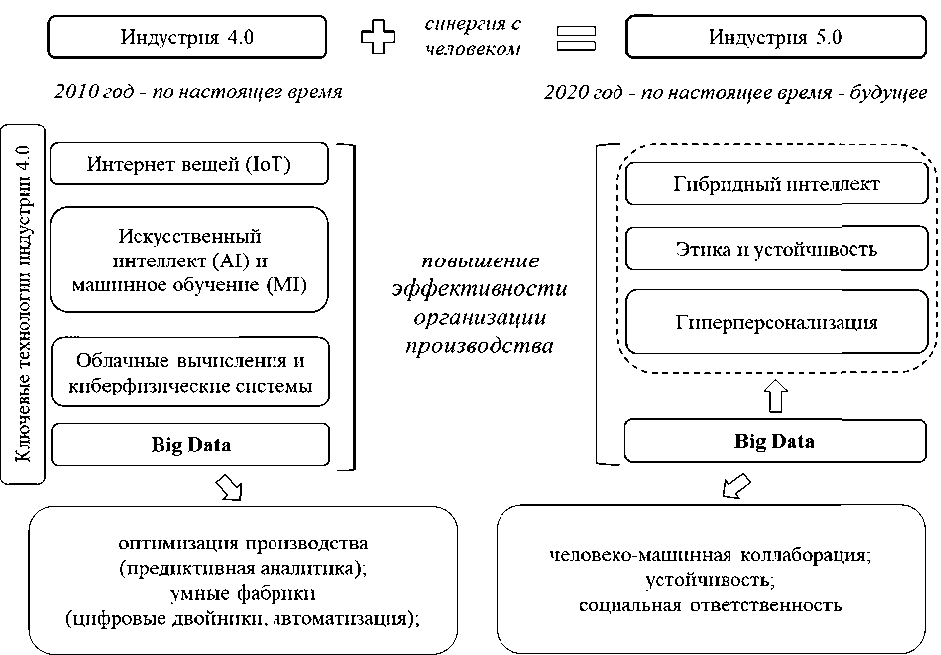
Рис. 1. Взаимосвязь концепций индустрий 4.0 и 5.0 и место Big Data в них (построено авторами)
Работа с большими данными предполагает создание особых условий, наличие открытого доступа ко всем необходимым серверам. Для правильной и надежной работы с большими данными необходимо обеспечить сотрудников должным оборудованием для точного сбора данных о компании; хранилищем данных DWH (data warehouse), представленным в виде облачных хранилищ, системы управления базами данных; программным обеспечением, способным проанализировать массив данных.
МОДЕЛИ И МЕТОДЫ ИСПОЛЬЗОВАНИЯ BIG DATA НА ПРОИЗВОДСТВЕ
В России лидерами в области внедрения технологий Big Data являются крупнейшие госкорпорации (Ростех, Росатом) и компании с государственным участием, которые имеют ресурсы для кардинальных трансформаций. Основной фокус внедрения нацелен на критические и высокотехнологичные производства (авиастроение, военно-промышленный комплекс, энергетическое машиностроение), где цена простоя или брака чрезвычайно высока и оправдывает инвестиции в Big Data.
Обобщив информацию с официальных сайтов предприятий и открытых источников информации, можно представить концепции моделей и методов использования Big Data на производстве машиностроительного предприятия полного цикла, включающего этапы заготовки, обработки и сборки (таблица 1): предиктивно-прескриптивная система управления надёжностью оборудования; многоуровневая система контроля качества на основе компьютерного зрения и данных телеметрии.
Предложенные модели демонстрируют эволюцию от простого мониторинга к сложным, интегрированным, самообучающимся системам. Ключевым фактором является синергия данных из разных источников (IoT, ERP, внешние данные) и применение гибридных аналитических моделей (машинное обучение, оптимизация, имитационное моделирование) для создания автономного решения производственных задач.
Рассмотрим применение технологий больших данных в высокотехнологичном производстве на примере предприятия «Казанский завод точного машиностроения (КЗТМ)», входящего в состав АО «Казанское моторостроительное производственное объединение» (КМПО).
Основной продукцией предприятия выступают высокоточные лопатки, диски, корпуса ГТД (газотурбинных двигателей), элементы топливной аппаратуры для авиационной и промышленной энергетики. Одной из ключевых проблем при производстве продукции является обеспечение аб-
Таблица 1 – Концепции моделей и методов использования Big Data на производстве машиностроительного предприятия (разработано авторами)
|
Параметры применения технологий Big Data |
Модель 1 Предиктивно-прескриптивная система управления надёжностью оборудования |
Модель 2 Многоуровневая система контроля качества на основе компьютерного зрения и данных телеметрии |
|
Технологический стек |
||
|
Данные |
Временные ряды с вибродатчиков, термопар, датчиков тока и напряжения, данные SCADA-систем, журналы работы оборудования, история ремонтов из CMMS-системы |
Изображения с камер на конвейере/станках, данные о параметрах обработки (скорость шпинделя, подача, усилие) в момент создания детали |
|
Обработка |
Apache Spark (для обработки потоковых данных в реальном времени), Apache Kafka (для сбора и передачи данных) |
NVIDIA Jetson (для обработки изображений на edge-устройствах), облачные GPU-серверы |
|
Аналитика |
Алгоритмы классификации (Random Forest, Gradient Boosting) для прогнозирования вероятности отказа |
Сверточные нейронные сети (CNN) для классификации изображений (брак / не брак) и семантической сегментации (поиск и выделение дефекта: трещина, царапина, скол) |
|
Алгоритмы кластеризации (k-means, DBSCAN) для выявления скрытых паттернов в режимах работы, ведущих к повышенному износу |
Алгоритмы ассоциативных правил (Apriori, FP-Growth) для поиска корреляций |
|
|
Анализ временных рядов (Prophet, ARIMA) для прогнозирования остаточного ресурса |
||
|
Алгоритм работы |
||
|
Этапы алгоритма работы |
|
|
|
Оценка эффективности |
||
|
Оценка технической эффективности (KPI) |
|
|
солютного качества деталей, работающих в экстремальных условиях (высокие температуры, давления), максимальное сокращение цикла производства критически важных деталей, оптимизация дорогостоящего ресурса (режущий инструмент для жаропрочных сплавов).
Этапы применения технологий больших данных на КЗТМ:
-
1. Сбор данных:
– многоосевые обрабатывающие центры, токарные станки с ЧПУ;
– датчики – датчики вибрации для контроля состояния шпинделя и процесса резания; датчики
-
2. Аналитика данных.
-
3. Прогнозирование.
силы резания для контроля нагрузки на инструмент; встроенные системы мониторинга самих станков, которые по API передают данные о режимах резания, положении осей, температуре;
– измерительное оборудование – контрольно-измерительные материалы (результаты контроля критических параметров каждой лопатки), оптические сканеры (получающие полную 3D-модель детали для сравнения с цифровым эталоном);
– системы управления – MES-система, ERP-система.
Корреляция режимов резания и остаточных напряжений для производства лопаток газотурбинных двигателей: задачей ставится избежание дефектов, проявляющихся после термической обработки. Система анализирует данные о скорости подачи, оборотах шпинделя и температуре в зоне резания для каждой конкретной позиции инструмента на сложной поверхности лопатки. Эти данные сопоставляются с результатами последующего контроля на остаточные напряжения. Алгоритмы машинного обучения находят, что при обработке спинки пера лопатки превышение скорости подачи на 5% приводит к росту риска образования трещин при термообработке на 30%. Система автоматически вносит корректировки в управляющие программы для новых партий.
На диске компрессора фрезеруются канавки лабиринтного уплотнения – это операция с высокими рисками из-за вибрации. Система в реальном времени сравнивает вибрационную сигнатуру текущего процесса с эталонной, полученной при изготовлении эталонной детали. За 10 минут до потенциального скола кромки система останавливает станок и отправляет уведомление технологу: «Обнаружена вибрационная аномалия на операции. Рекомендуется проверить закрепление заготовки и износ инструмента. Вероятность брака – 87%», что по итогу способствует избежанию брака дорогостоящей поковки из жаропрочного сплава, которая могла быть испорчена. Для КЗТМ экономия от снижения брака даже на 1% и предотвращение одного простоя из-за поломки шпинделя окупает многомиллионные инвестиции в такую систему.
Таким образом, применение технологий больших данных на КЗТМ является важнейшим инструментом повышения качества производства деталей газотурбинных двигателей, где скрытые дефекты недопустимы, а стоимость брака очень высока. КЗТМ активно модернизирует парк станков, закупая современное оборудование, которое изначально готово к интеграции с инструментами индустрии 4.0. Сбор, анализ и прогнозирование на основе больших данных для Казанского завода точного машиностроения является технически и экономически обоснованным инструментом его цифровой трансформации.
Технологии больших данных выступают фундаментом для качественного преобразования производства, которое выражается в рыночных конкурентных преимуществах. Совершенствование производственных процессов на основе Big Data обеспечивает переход:
-
– от контроля качества к прогнозированию качества;
-
– от планового обслуживания оборудования к прогнозному;
-
– от ручной оптимизации к автономной самонастройке;
-
– от дискретного учета к цифровому следу.
Такая трансформация производства способствует повышению конкурентоспособности предприятия: скорость выхода на рынок; повышение репутации (стабильно высокое качество продукции); снижение себестоимости за счет сокращения брака; снижение затрат на ремонт; максимальная загрузка мощностей; повышение производительности, гибкости, ресурсоэнергоэффективности.
ОЦЕНКА ВЛИЯНИЯ ТЕХНОЛОГИЙ БОЛЬШИХ ДАННЫХНА СОВЕРШЕНСТВОВАНИЕ ОРГАНИЗАЦИИ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
Внедрение технологий больших данных обеспечивает непрерывное, проактивное совершенствование процессов, что напрямую формирует конкурентное преимущество предприятия на рынке, которое напрямую зависит от производственно-технической эффективности предприятия. В связи с этим, нами предлагается интегральный индекс производственно-технической эффективности (IIPE), позволяющий оценить влияние технологий больших данных на технологическое превосходство предприятия, включающий в себя компоненты надежности оборудования, качества продукции, скорости и точности контроля:
IIPE = Re × Q × Ct,a , (1)
где Re – компонент надежности оборудования, отражающий рост его доступности за счет сокращения незапланированных простоев;
-
Q – компонент качества продукции, отражающий снижение уровня производственного брака;
Cta– компонент скорости и точности контроля операций.
Интегральный индекс производственно-технической эффективности можно представить также через компоненты роста общей эффективности оборудования и скорости и точности контроля:
IIPE = OEE после /OEE до × C t,a , (2)
где OEEпосле – общая эффективность оборудования после внедрения технологий больших данных;
OEEдо – общая эффективность оборудования до внедрения технологий больших данных.
д OEE = A × P × Q, (3)
где A, P, Q – значения коэффициентов готовности, производительности, качества оборудования (до и после внедрения технологий больших данных соответственно для OEEдо и OEEпосле).
В формуле (2) показатель OEE заменяет собой первые два компонента формулы (1), так как уже включает в себя готовность, производительность, качество оборудования.
Результаты можно интерпретировать следующим образом:
IIPE = 0 – изменений нет;
IIPE > 0 – эффективность производства выросла; при значительном положительном значении – достигнут синергетический эффект за счет улучшения надежности, качества и роста эффективности контроля, что является главной целью внедрения технологий больших данных;
IIPE < 0 – эффективность снизилась, технология внедрена некорректно или выбраны неверные метрики.
Таким образом, расчет IIPE включает в себя расчет технических показателей, которые можно получить из MES-, SCADA-систем и систем контроля качества, позволяет оценить вклад цифровизации и больших данных в производство, и становится инструментом для обоснования инвестиций в индустрию 4.0.
Рассчитаем IIPE для участка 5-осевой фрезерной обработки, где изготавливаются сложные детали (корпуса редукторов) с ЧПУ в КЗТМ. Для управления парком станков с ЧПУ на предприятии используется комплекс современных CAD/CAM-систем. Данное программное обеспечение выполняет ключевую функцию преобразования цифровых моделей деталей и чертежей в управляющие коды (G-код), которые непосредственно приводят в движение исполнительные механизмы оборудования.
В технологическом процессе применяется следующее программное обеспечение:
-
1. SprutCAM (российский разработчик «СПРУТ-Технология»): мощная CAM-система для комплексного программирования станков токарной, фрезерной и многоосевой групп.
-
2. Mach3 / Mach4: программные комплексы, выполняющие роль CNC-контроллеров для широкого спектра станков. Обеспечивают непосредственное управление приводами оборудования, интерпретацию G-кода и визуализацию процесса обработки.
-
3. ArtCam / SimplyCam: специализированные программы для создания и обработки 2D и 3D-моделей, а также последующей генерации управляющих программ для 2.5D и 3D фрезерования, гравировки и других задач.
Исходные данные для расчета общей эффективности оборудования до и после внедрения технологий больших данных (система мониторинга станков, предиктивное обслуживание инструмента, автоматизированный контроль), представлены в таблице 2.
Таблица 2 – Исходные данные для расчета интегрального индекса производственно-технической эффективности участка 5-осевой фрезерной обработки КЗТМ (рассчитано авторами)
|
Параметры для расчета |
Базовый период (до внедрения Big Data) |
После внедрения Big Data |
|
Плановое время работы в месяц (ПВ), часы |
720 |
720 |
|
Время незапланированных простоев (ВП), часы |
120 |
40 |
|
Время работы (ВР), часы |
600 |
680 |
|
Скорость производства (СП), детали/час |
4 |
4 |
|
Фактический выпуск деталей (ФВ), шт. |
2000 |
2500 |
|
Обнаруженный брак деталей, шт. |
120 |
25 |
|
Годные детали (ГД), шт. |
1880 |
2475 |
|
Время контроля одной детали (ВК), минуты |
25 |
5 |
|
Точность контроля (ТК), % |
90,0 |
99,5 |
Подставляя значения из таблицы в формулы (2) и (3), получаем следующие результаты: Общая эффективность оборудования до внедрения технологий больших данных:
OEEдо = Aдо × Pдо × Qдо = ВРдо/ПВдо × (ФПдо/(ВРдо×СПдо)) × (ГДдо/ФВдо) =
= 600/720 × (2000/(600×4)) × (1880/2000) = 0,653 = 65,3%
Общая эффективность оборудования после внедрения технологий больших данных:
после Q после
после после
= ВРпосле/ПВпосле × (ФПпосле/(ВРпосле×СПпосле)) × (ГДпосле/ФВпосле) =
= 680/720 × (2500/(680×4)) × (2475/2500) = 0,859 = 85,9%
Сокращение времени на контроль одной операции (∆Т):
∆Т = (ВКдо – ВКпосле)/ВКдо = (25–5)/25 = 0,8
Относительное снижение доли ошибок (∆К):
∆К = (ТКпосле – ТКдо)/(1– ТКдо) = (0,995–0,9)/(1–0,9) = 0,95
Коэффициент, отражающий синергию между скоростью и точностью контрольных операций: Ct,a= (1/(1– ∆Т)) × ∆К = (1/(1–0,8)) × 0,95 = 4,75
Итак, подставим полученные значения в формулу (2), получаем интегральный индекс производственно-технической эффективности:
IIPE = 0,859/0,653 × 4,75 = 6,25
Таким образом, по данным таблицы 2 и полученным расчетам можно делать следующие выводы:
-
– время незапланированных простоев (поломка инструмента, ожидание наладки, ожидание контроля качества) сократилось за счет прогноза замены инструмента и упреждающих уведомлений о техническом обслуживании;
-
– фактический выпуск деталей вырос за счет сокращения микропростоев и оптимизации программ в CAM (SprutCAM);
-
– время контроля одной детали сократилось за счет внедрения автоматизированного контроля с помощью 3D-сканера, данные автоматически сверяются с CAD-моделью;
-
– точность контроля повысилась за счет устранения высокого риска пропуска брака из-за человеческого фактора;
-
– общая эффективность оборудования выросла на 31,6% (OEE посл е/OEE до );
-
– время на контроль одной детали сократилось на 80%;
-
– количество ошибок контроля сократилось на 95%;
-
– интегральная производственно-техническая эффективность участка 5-осевой фрезерной обработки ЧПУ после внедрения системы на основе больших данных выросла в 6,25 раз.
Полученные значения показателей означают, что предприятие может гарантировать высочайшее качество и прослеживаемость каждой детали, быстро перенастраиваться на новые продукты без увеличения времени на разработку контрольных процедур.
ЗАКЛЮЧЕНИЕ
Применение инструментария больших данных оказывает колоссальный эффект на производительность предприятия, качество выпускаемой продукции и сроки выполнения работ. Освоение технологии больших данных в промышленности позволит расширить возможности производств, улучшить его показатели.
Аналитика больших данных позволяет облегчить процесс принятия бизнес-решений для успешного управления производством. Опираясь на различную аналитику, большие данные способствуют оптимизации прогнозирования времени цикла, расписанию производства, управлению цехами и обработке материалов, планировании запасов для внутренних производственных систем.
Перспективным направлением развития технологий больших данных видится объединение нейро-цифровых двойников высококвалифицированных специалистов в когнитивные системы, кластеры и т.д., что позволит реализовать принципиально новые подходы, методы и инструментарии нейро-цифровой, нейробионической, технологической трансформации в рамках концепции Индустрия 5.0, открывая массу новых возможностей в области организации и управления высокотехнологичными отраслями и процессами производства и промышленности, обеспечив системно-эволюционное начало перехода от Индустрии 4.0 к пятому нейро-технологическому укладу Индустрии 5.0.
