Направления совершенствования технологии обработки металлических материалов пульсирующими газовыми потоками

Автор: Иванов Денис Анатольевич, Засухин Отто Николаевич
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Диагностика и ремонт
Статья в выпуске: 4 (34), 2015 года.
Бесплатный доступ
В данной работе рассматривается повышение производительности обработки пульсирующим газовым потоком металлических материалов и изделий за счет оптимизации её режимов.
Пульсирующий газовый поток, механические свойства, термообработка, конструкционные стали
Короткий адрес: https://sciup.org/148186274
IDR: 148186274 | УДК: 62-1/-9
Directions of the perfection of the technology of the treatment of metallic materials by the pulsatory gas flows
An increase in the productivity of working by the pulsatory gas flow of metallic materials and articles due to the optimization of its regimes in this work is examined.
Текст научной статьи Направления совершенствования технологии обработки металлических материалов пульсирующими газовыми потоками
Известно положительное влияние на механические и эксплуатационные свойства металлических деталей бытовых машин и приборов, а также структуру материалов, использующихся при их изготовлении и ремонте, воздействия нестационарными газовыми потоками (газоимпульсной обработки) [1-9].
Вместе с тем нуждаются в уточнении оптимальные режимы подобной обработки, включая оптимальные амплитудно-частотные характеристики воздействующего на металлические изделия и заготовки газового потока, продолжительность воздействия, а также положение изделия в потоке, обеспечивающее наилучший результат, в том числе с учётом направления эксплуатационной нагрузки.
При закалке сталей закалочная среда должна, прежде всего, обеспечивать высокую твёрдость. С другой стороны, режим охлаждения должен быть таким, чтобы исключить возникновение значительных закалочных напряжений, приводящих к деформации изделия и образованию закалочных трещин.
Существующие закалочные среды лишь в большей или меньшей степени соответствуют вышеприведённым требованиям, также не все они являются экономичными и экологичными Актуальной является задача по разработке экономичных и экологически чистых способов закалки, способных обеспечить сочетание высокой закалочной твёрдости с меньшими, чем при стандартной закалке закалочными напряжениями и деформациями.
Ранее авторами был разработан способ термической обработки конструкционных сталей на высокопрочное состояние [9], в соответствии с которым конструкционные стали подвергают стандартной для сталей данных марок закалке на мартенсит с последующим воздействием на них пульсирующего дозвукового воздушного потока, имеющего частоту 1130 ÷ 2100 Гц и звуковое давление 120 ÷ 140 дБ при комнатной температуре, инициирующего процессы, аналогичные происходящим в закалённой стали при низком отпуске.
Недостатком данного способа является разделение операций закалки и обработки пульсирующим воздушным потоком, снижающее производительность, а также использование стандартных закалочных сред, не обеспечивающих получение высокой твёрдости без сопутствующих закалочных напряжений и деформаций.
Перед исследованием была поставлена задача повысить производительность путём объединения закалки и обработки пульсирующим воздушным потоком, при сочетании высокой закалочной твёрдости с меньшими, чем при стандартной закалке закалочными напряжениями и деформациями.
Решение задачи осуществляется следующим образом: конструкционные стали подвергают закалке на мартенсит в пульсирующем воздушном потоке, имеющем частоту до 2300 Гц и звуковое давление до 145 дБ , обеспечивающем скорость охлаждения выше критической скорости закалки и сглаживание за счёт пульсаций пиков закалочных напряжений, уменьшая, тем самым, деформацию при закалке, а также последующему воздействию на них в течение 10-15 минут пульсирующего дозвукового воздушного потока, имеющего частоту 1130 ÷ 2100 Гц и звуковое давление 120 ÷ 140 дБ , при комнатной температуре, оказывающего комплексное влияние на метастабильную структуру мартенсита закалённой стали и способствующее протеканию в ней процессов, аналогичных превращениям при низком отпуске, вызывая при этом более значительное, чем при низком отпуске снижение остаточных напряжений. При этом закалка и последующее воздействие на закалённую сталь пульсирующего воздушного потока осуществляется за одну операцию, без перемещения обрабатываемого изделия.
Импульсное воздействие воздушного потока в процессе мартенситного превращения аустенита увеличивает количество центров образования новой фазы, повышая дисперсность мартенсита.
Увеличение дисперсности мартенсита в результате закалки в пульсирующем воздушном потоке обеспечивает стали более высокую твёрдость в сравнении с закалкой в стандартных средах при той же скорости закалочного охлаждения. Повышение дисперсности мартенсита способствует увеличению дисперсности продуктов его распада, инициированного последующим воздействием пульсирующего дозвукового воздушного потока, результатом которого также является рост подвижности дислокаций в сталях, а также релаксация остаточ- ных микронапряжений, что обеспечивает рост ударной вязкости и пластичности без снижения прочности.
Так, в случае конструкционной легированной стали 40Х закалка осуществлялась с температуры 860 ° C в пульсирующем воздушном потоке, обладающем скоростью около 250 м/c , которая позволила обеспечить скорость охлаждения образцов выше критической скорости закалки. Уровень звукового давления составлял 140 дБ . Образцы при закалке располагались параллельно щели сопла (поперёк истекающей струи). Последующее воздействие на закалённую сталь пульсирующего воздушного потока, призванное вызвать в ней процессы, соответствующие протекающим при низком отпуске, осуществлялось за одну операцию, без перемещения обрабатываемого изделия, в течение 15 мин . При этом отсутствие потребности дальнейшего обеспечения высокой скорости охлаждения, а стало быть и скорости воздушного потока, позволило снизить избыточное давление на треть, обеспечив экономию воздуха. Уровень звукового давления составлял 130 дБ . Направление обдува совпадало с направлением статического и динамического нагружения при механических испытаниях.
В табл. 1 приведены сравнительные механические свойства стали 40Х после таких обработок, как стандартная закалка, закалка в пульсирующем воздушном потоке с последующим обдувом закалённого образца в течение 15 мин , стандартная закалка и стандартный отпуск 200° C 1,5 ч . Твердость стали после газоимпульсной обработки составила 53 ÷ 54 единиц HRC , при этом ударная вязкость KCU достигала значения 1,1 МДж/м 2 благодаря ультрадисперсной мартенситной структуре в результате закалки в пульсирующем газовом потоке и снятию закалочных напряжений при последующем обдуве (которые, судя по практически отсутствующей закалочной деформации, изначально могли быть существенно меньше, чем при стандартной закалке).
Приведённые данные демонстрируют, что пластические свойства у образцов, обработанных по экспериментальной технологии, не уступают соответствующим свойствам после стандартных закалки и отпуска, а прочностные их превышают.
Таким образом, получен технический результат, а именно повышена производительность путём объединения закалки и обработки пульсирующим воздушным потоком, при сочетании высокой закалочной твёрдости с меньшими, чем при стандартной закалке закалочными напряжениями и деформациями.
Таблица 1 – Механические свойства стали 40Х после закалки без отпуска, закалки в пульсирующем газовом потоке с последующей газоимпульсной обработкой закалённой стали в течение 15 мин и закалки с последующим отпуском при температуре 200° C продолжительностью 1,5 ч
|
обработка |
σ В , МПа |
О 0,2 , МПа |
KCU , МДж/м 2 |
δ % |
HRC |
|
Закалка |
585 |
- |
0,0125 |
0 |
54-55 |
|
Закалка и обдув закалённой стали в пульсирующем газовом потоке. Направление обдува совпадает с направлением статического и динамического нагружения |
1983 |
1640 |
1,1 |
3 |
53-54 |
|
Закалка и отпуск 200° C 1,5 ч . |
1800 |
1543 |
0,2 |
3 |
50-51 |
Применение воздействия нестационарных газовых потоков может существенно повысить конструктивную прочность деталей машин и других изделий, изготовленных из конструкционных металлических материалов традиционных марок.
Механические волны, возникающие в металлическом изделии при воздействии на него пульсирующим газовым потоком способны оказать значительное влияние на подвижность дислокаций, напряженное состояние а, стало быть, и механические свойства материала детали.
Вместе с тем, при упрочнении стандартно термообработанных металлических изделий с использованием газовых потоков необходимо ориентировать обрабатываемое изделие относительно воздействующего потока с учетом направления будущих рабочих нагрузок. Устранение возникающей при этом в изделии анизотропии механических свойств будет способствовать дальнейшему повышению его эксплуатационной стойкости.
Перед исследованием была поставлена задача повысить значения показателей надёжности металлических изделий, подвергаемых газоимпульсной обработке, вне зависимости от направления эксплуатационного нагружения.
Решение поставленной задачи достигается тем, что стандартно термообработанные изделия размещают на выходе из успокоительной камеры установки, генерирующей колебания параметров газового потока и обрабатывают пульсирующим газовым потоком при ком- натной температуре последовательно в двух или более направлениях, до обеспечения изотропии свойств относительно направлений испытываемых эксплуатационных нагружений. Обработка изделия пульсирующим газовым потоком в одном направлении составляет 10-20 минут. Суммарная продолжительность обработки зависит от геометрических параметров изделия и условий его эксплуатации.
В случае изделий из стандартно нормализованной стали 40, обработанных пульсирующим газовым потоком, обладающим частотой порядка 900 Гц и звуковым давлением до 130 дБ , последовательно в продольном и поперечном направлении, значение показателей ударной вязкости, благодаря воздействию механических волн, генерируемых в изделии пульсациями газового потока, на дислокационную структуру стали, для этих направлений одинаковы и на 23 % превышают максимальные значения, полученные при односторонней обработке, повышая, тем самым, надёжность стальных изделий как в продольном, так и в поперечном направлении.
В таблице 2 приведены свойства нормализованной стали 40 в зависимости от направления обработки пульсирующим газовым потоком, а на фотографиях (рис. 1) изломы ударных образцов (Менаже), демонстрирующие значительную пластическую деформацию, предшествовавшую разрушению, у образцов, располагавшихся поперёк газового потока (рис. 1в), а также вдоль и поперёк потока (рис. 1г).
Таблица 2 – Сталь 40, нормализация. Значения показателей ударной вязкости в зависимости от направления газоимпульсной обработки
|
Ударная вязкость в зависимости от направления газоимпульсной обработки KCU, МДж/м 2 |
|||
|
Без обработки |
Направление обдува совпадает с направлением динамического нагружения |
Направление обдува перпендикулярно направлению динамического нагружения |
Обдув в продольном и поперечном на-правлении |
|
0,8 |
1,225 |
0,725 |
1,725 |
В таблице 3 приведены значения показателей механических свойств холоднокатаной стали 40, подвергнутой газоимпульсной обработке последовательно в продольном и поперечном направлении длительностью по 15 минут с одинаковыми и аналогичными предыдущему испытанию амплитудно-частотными характеристиками. Полученные механические свойства одинаковы как в продольном, так и в поперечном направлении превышая при этом значения соответствующих механических свойств необработанной пульсирующим газовым потоком стали.
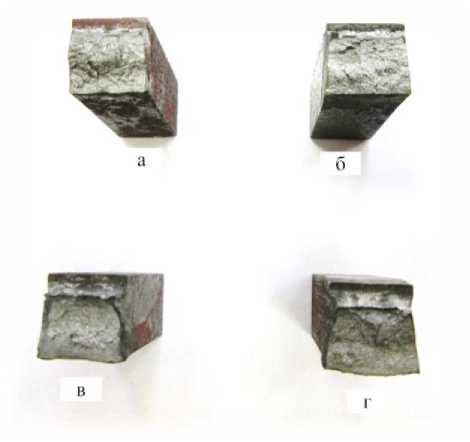
Рисунок 1 – Сталь 40, газоимпульсная обработка после нормализации. Вид изломов ударных образцов в зависимости от размещения ударного образца относительно пульсирующего воздушного потока : а – без обдува ( KCU 0,8 МДж/м2 ), б – вдоль потока ( KCU 0,725 МДж/м2 ), в – поперёк потока ( KCU 1,225 МДж/м 2), г – вдоль и поперёк ( KCU 1,725 МДж/м2 )
Таким образом, в результате исследования был получен технический результат, а именно: повысить значения показателей надёжности конструкционных металлических материалов и изделий из них вне зависимости от направления эксплуатационного нагруже-ния.Эффективность воздействия пульсирующих струй газа конструктивную прочность металлических материалов зависит не только от продолжительности обдува и энергии импульсов газа, но и от частоты этих импульсов.
Если частота импульсов близка к частоте собственных (свободных) колебаний обдуваемого металлического изделия, возможен резонанс и значительный рост воздействующих на металл импульсов, что может способствовать интенсификации процессов дислокационной перестройки структуры металлического материала и изменению его механических свойств.
Поэтому перед обдувом изделия необходимо оценить его собственную частоту колебаний и подобрать режим истечения пульсирующей струи газа, при котором её амплитудно-частотная характеристика содержит дискретную компоненту звукового давления, значительно превышающую уровень сплошной составляющей на частоте, близкой к частоте собственных колебаний изделия.
Таблица 3 - Сталь 40, холодный прокат. Механические свойства полученные в результате сочетания продольного и поперечного обдува и свойства необработанной стали
|
направление обдува |
σ , МПа |
σ , МПа |
KCU, МДж/м2 |
δ ,% |
ψ ,% |
HRC |
|
без обдува |
559 |
306 |
0.7 |
29,7 |
64 |
18-20 |
|
обдув в продольном и поперечном направлении |
570 |
319 |
0.825 |
30,3 |
66 |
18-20 |
Частоту собственных колебаний предметов простой формы, закреплённых тем или иным способом и выводимых из положения равновесия набегающим на предмет потоком газа (внешняя возмущающая сила) можно оценить по известной формуле м еха ники
, где: – частота собственных колебаний тела,
Гц ; – масса тела, кг ; – жесткость тела H/м .
Последняя величина зависит от вида упругой деформации, которой подвержено обдуваемое тело: растяжение (сжатие); срез; изгиб; кручение.
Для тел простой формы типа стержней длиной l и площадью поперечного сечения F жесткость можно определить по формулам сопротивления материалов.
Мерой жесткости при упругом растяжении (сжатии), соответствующем продольному обтеканию стержня, является площадь поперечного сечения стержня и его жесткость,
, где – модуль Юнга, Па, определяемый видом материала.
В случае изгиба жесткость стержня зависит не только от площади поперечного сечения и его длины, но и осевого момента инерции сечения относительно изгибаемой оси J. Мерой жесткости в этом случае является произведение момента инерции на модуль Юнга и жесткость при изгибе
Безразмерный коэффициент зависит от способа закрепления стержня и прилагаемой нагрузки. В случае равномерно распределённой нагрузки по длине стержня для консоли =8, а для стержня, закрепленного концами .
Таким образом, при определении жесткости тел простой формы можно воспользоваться формулами сопротивления материалов.
Если обдуваемое тело имеет сложную форму, его можно разбить на n простых тел и определить собственную частоту тела из соотношения
, где – собственная частота колебаний -той составляющей тела.
Знание собственной частоты колебаний обтекаемого тела всегда полезно, так как это та величина, к которой надо стремиться, чтобы ускорить процесс упрочнения, или избегать её, чтобы не вызвать вибрации изделия и его разрушение.
Для того, чтобы раскачать систему, но не разрушить её, следует максимально приблизиться к резонансной области, не достигая значения f 0 и не допуская резонанса.
Частота вынужденных колебаний образца в целом соответствуют частоте колебаний натекающего на него газового потока. Собственные колебания образца рассчитываются по формуле в зависимости от массы, длины, модуля Юнга и момента инерции. При близости частот колебаний параметров потока к собственным колебаниям образца (системы) должны наблюдаться резонансные эффекты, оказывающие дополнительное воздействие на структуру материала.
Частота собственных или свободных поперечных колебаний балки, выведенной из состояния покоя и предоставленной самой себе, под действием восстанавливающей упругой силы F:
или , где: – число колебаний в минуту, – ста тическое перемещение от действия сосредоточенной массы, см.
При изгибе балки = (прогибу бал ки). Для консоли , где: – вес сосредоточенной массы, Н; l – длина, м, (половина от длины балки, так как сосредоточенная масса); – модуль упругости, Па (для стали – 2,1 1011), – момент инерции, м4.
Для круглого сечения , для квадратного сечения , где – сторона квадрата, м .
Для стандартного ударного образца квадратного сечения:
∆ ст = 0,91/525000=0.00000174;
=0.00132;
= 227273 колебаний в минуту, или 3787 Гц .
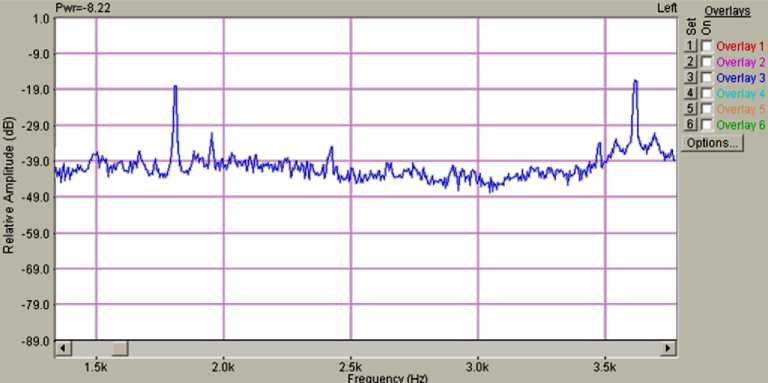
Пик колебаний параметров потока на близкой частоте наблюдался при Р = 0,6 атм. с образцом (вторая гармоника, см. рис 2 а). При размещении ударных образцов из холодного проката стали 40 и 40Х поперёк потока закреплёнными за один конец, после обдува ударная вязкость составила в случае стали 40 при газоимпульсной обработке в течение 5 мин – 0,8 МДж/м 2, 10 мин – 0,85 МДж/м 2 ,15 мин – 0,375 МДж/м 2 (таблица 4, график рис. 3) против 0,6 МДж/м 2 без обдува.
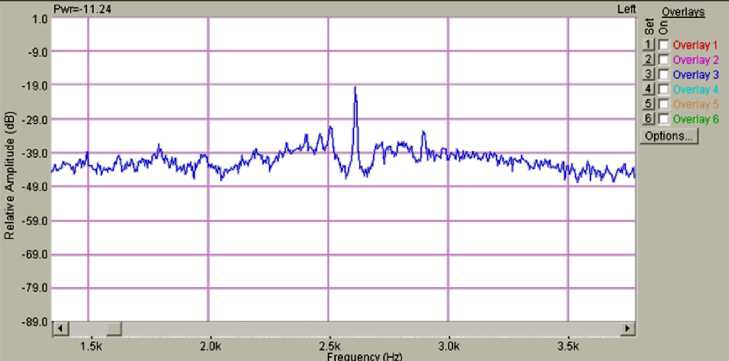
В случае стали 40 при таком способе обработки значение ударной вязкости 0,85 МДж/м2 достигается за 10 минут вместо 15 в случае обдува при давлении 1 атмосфера, где скорость потока выше, но резонансные явления отсутствуют (рис. 2 б).
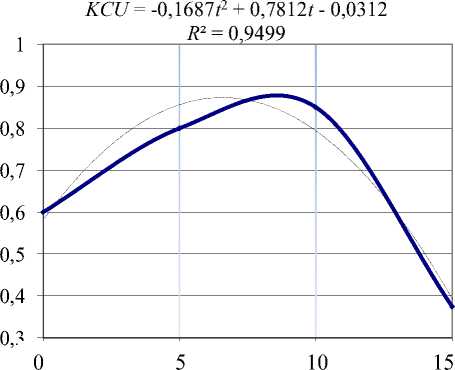
Ударная вязкость стали 40Х составила при газоимпульсной обработке в течение 5 мин . - 0,8 МДж/м 2, 10 мин - 0,975 МДж/м2 и 15 мин -0,575 МДж/м 2 (таблица 5, график рис. 4) против 0,65 МДж/м 2 без обдува. Все образцы размещались на выходе из успокоительной камеры установки для газоимпульсной обработки. Фотографии изломов образцов из стали 40Х приведены на рис. 5,6.
В случае стали 40Х максимальное значение ударной вязкости 0,975 МДж/м 2 достигается за 10 мин , в то время, как в случае обдува при давлении 1 атмосфера с более высокой скоростью, но без резонансного наложения частот, максимальное значение ударной вязкости составляет 0,875 МДж/м 2 и достигается за 20 минут.
Таким образом, при использовании резонансных наложении частот колебаний газового потока на собственные колебания изделия то же или более высокое значение ударной вязкости может быть достигнуто при сокращении продолжительности обработки до 2 раз.
а)
б
Рисунок 2 - Амплитудно-частотные характеристики воздушного потока: а - 0,6 ат. с образцом, б - 1 ат. с образцом
Время обработки, мин
Рисунок 3 - Ударная вязкость образцов ( МДж/м ) из холоднокатаной стали 40 в зависимости от продолжительности газоимпульсной обработки на резонансных частотах. Образцы были расположены поперёк потока , на выходе из успокоительной камеры установки.
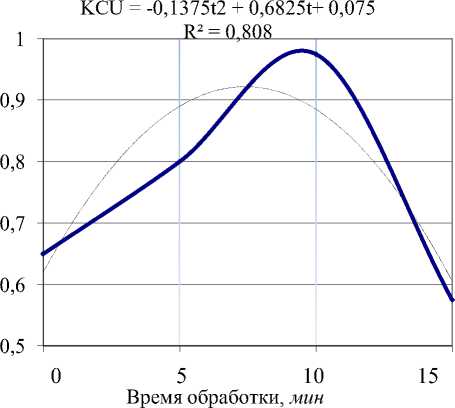
Рисунок 4 -. Зависимость KCU ( МДж/м 2 ) от продолжительности обдува на резонансных частотах. Сталь 40Х, холодный прокат Образец размещен на выходе из успокоительной камеры так, что направление обдува совпадало с направлением удара при испытании
Таблица 4 - Зависимость KCU от продолжительности обдува на резонансных частотах, возникающих при =0,6 ат . Сталь 40 холодный прокат. Размещение образца на выходе из успокоительной камеры так, что направление обдува совпадало с направлением удара при испытании.
|
Продолжительность газоимпульсной обработки, мин. |
0 |
5 |
10 |
15 |
|
Ударная вязкость KCU, МДж/м2 |
0,6 |
0,8 |
0,85 |
0,375 |
Таблица 5 - Зависимость KCU от продолжительности обдува на резонансных частотах, возникающих при =0,6 ат . Сталь 40Х холодный прокат Размещение образца на выходе из успокоительной камеры так, что направление обдува противоположно направлению удара при испытании.
|
Продолжительность газоимпульсной обработки, мин. |
0 |
5 |
10 |
15 |
|
Ударная вязкость KCU, МДж/м2 |
0,65 |
0,8 |
0,975 |
0,575 |

Рисунок 6 - Изломы ударных образцов : сталь 40Х, холодный прокат. Газоимпульсная обработка на резонансных частотах. а – 5 мин, б – 10 мин , в – 15 мин

Рисунок 5 - Излом ударного образца: сталь 40Х, холодный прокатбез газоимпульсной обработки
-
4. Иванов Д.А., Засухин О.Н. Обработка пульсирующим газовым потоком высокопрочных и пружинных сталей // Двигателестроение. – СПб., 2014, Number 3, с. 34-36.
5. Иванов Д.А. Воздействие газоимпульсной обработки на структуру и механические свойства нормализуемых сталей // Технико-технологические проблемы сервиса. – СПб., 2013, Number 3, с. 19-22.
6. Булычев А.В., Иванов Д.А. Воздействие газоимпульсной обработки на структуру, свойства и напряженное состояние металлических изделий // Технология металлов. – M., 2013, Number 11, с. 3033.
7. Иванов Д.А., Засухин О.Н. Использование пуль- сирующего дозвукового газового потока для повышения эксплуатационных свойств металлических изделий // Технология металлов. – M., 2015, Number 1, с. 34-38.
Список литературы Направления совершенствования технологии обработки металлических материалов пульсирующими газовыми потоками
- Иванов Д.А. Повышение конструктивной прочности машиностроительных сталей путем импульсного воздействия при отпускном охлаждении//Двигателестроение. -СПб., 2005, Number 4, с. 30-32.
- Иванов Д.А., Засухин О.Н. Газоимпульсная обработка машиностроительных материалов без предварительного нагрева//Двигателестроение. -СПб., 2010, Number 2, с. 20-22.
- Иванов Д.А., Засухин О.Н. Повышение конструктивной прочности машиностроительных материалов в результате сочетания термической и газоимпульсной обработки//Двигателестроение. -СПб., 2012, Number 3, с. 12-15.
- Иванов Д.А., Засухин О.Н. Обработка пульсирующим газовым потоком высокопрочных и пружинных сталей//Двигателестроение. -СПб., 2014, Number 3, с. 34-36.
- Иванов Д.А. Воздействие газоимпульсной обработки на структуру и механические свойства нормализуемых сталей//Технико-технологические проблемы сервиса. -СПб., 2013, Number 3, с. 19-22.
- Булычев А.В., Иванов Д.А. Воздействие газоимпульсной обработки на структуру, свойства и напряженное состояние металлических изделий//Технология металлов. -M., 2013, Number 11, с. 30-33.
- Иванов Д.А., Засухин О.Н. Использование пульсирующего дозвукового газового потока для повышения эксплуатационных свойств металлических изделий//Технология металлов. -M., 2015, Number 1, с. 34-38.
- Иванов Д.А., Засухин О.Н. Повышение коррозионной стойкости конструкционных сталей газоимпульсной обработкой//Технология металлов. -M., 2015, Number 10, с. 27-31.
- Пат. 2506320 C1 Российская Федерация, (51) МПК C21D 1/78. Способ термической обработки конструкционных сталей на высокопрочное состояние/Иванов Д.А., Засухин О.Н., заявитель и патентообладатель Государственное образовательное учреждение высшего профессионального образования Балтийский государственный технический университет «ВОЕНМЕХ» им. Д.Ф. Устинова -Number.2012125788/02. заявл. 20.06.2012, опубл. 10.02.14, Бюл. Number 4. -3 с.
