Напряжённо-деформированное состояние тонкостенных трубных заготовок при обжиме в криволинейной осесимметричной матрице

Автор: Андрианов И.К., Феоктистов С.И., Марьин С.Б.
Статья в выпуске: 1, 2024 года.
Бесплатный доступ
Предложена расчётно-аналитическая модель определения напряжённо-деформированного состояния и силовых характеристик при обжиме тонкостенных трубных заготовок в криволинейной осесимметричной матрице. Математическая модель построена на основании уравнения равновесия безмоментной теории тонких осесимметричных оболочек с учетом нелинейного закона пластичности, изменения толщины стенки заготовки и контактного трения. В качестве математической модели материала рассмотрена линейно-степенная аппроксимация диаграммы деформирования упругопластического тела с учетом сжимаемости материала. Методика оценки напряженно-деформированного состояния заготовки при обжиме построена с применением обобщенной формулировки для произвольной кривой, образующей рабочий контур матрицы. Основой численной методики расчета являлся метод переменных параметров упругости, что позволяет определить напряжения и деформации, распределение толщины в меридиональном сечении, величину контактного давления, а также построить график изменения усилия обжима в зависимости от перемещения точки приложения усилия относительно матрицы. На примере матрицы, рабочий контур которой описывается синусоидальной тригонометрической функцией, проведен расчет распределения напряжений, деформаций тонкостенной заготовки из авиационного алюминиевого сплава при обжиме. В процессе обжима по результатам предложенной численной методики отмечается утолщение стенки заготовки, а также увеличение деформирующего усилия при перемещении точки приложения усилия. Предложенная математическая модель может найти применение для расчетов процесса обжима заготовок в осесимметричных матрицах сложной формы, с переменной кривизной, что особенно важно в области авиастроения. Актуальность результатов исследования обусловлена возможностью учета при оценке картины напряженно-деформированного состояния изменения толщины заготовки, а также физической нелинейности в области пластического деформирования.
Обжим, тонкостенная оболочка, метод переменных параметров упругости, криволинейная матрица, нелинейная пластичность, напряжения, деформации
Короткий адрес: https://sciup.org/146282821
IDR: 146282821 | УДК: 539.3 | DOI: 10.15593/perm.mech/2024.1.03
Stress-strain state of thin-walled pipe blanks during crimping in a curved axisymmetric matrix
The study proposes a computational and analytical model of finding the stress-strain state and force characteristics when crimping thin-walled pipe blanks in a curved axisymmetric matrix. The mathematical model is based on the equilibrium equation of the momentless theory of thin axisymmetric shells taking into account the nonlinear law of plasticity, changes in the wall thickness of the workpiece and contact friction. As a mathematical model of the material, a linear-power approximation of the deformation diagram of an elastic-plastic body is considered taking into account the compressibility of the material. The methodology for estimating the stress-strain state of the workpiece during crimping is constructed using a generalized formulation for an arbitrary curve forming the working contour of the matrix. The basis of the numerical calculation method was the method of variable elasticity parameters, which makes it possible to determine stresses and strains, the thickness distribution in the meridional section, the amount of contact pressure, and also to plot the change in the crimping force depending on the displacement of the point of application of the force relative to the matrix. The distribution of stresses and strains of a thin-walled billet made of aviation aluminum alloy during crimping is calculated using the example of a matrix, the working contour of which is described by a sinusoidal trigonometric function. During crimping, according to the results of the proposed numerical technique, a thickening of the blank wall is noted, as well as an increase in the deforming force when moving the point of application of the force. The proposed mathematical model can be used to calculate the process of crimping workpieces in axisymmetric matrices of complex shapes, with variable curvature, which is especially important in the field of aircraft engineering. The research results make it possible to consider changes in the workpiece’s thickness and physical nonlinearity in the field of plastic strain, when assessing the picture of the stress-strain state.
Текст научной статьи Напряжённо-деформированное состояние тонкостенных трубных заготовок при обжиме в криволинейной осесимметричной матрице
ВЕСТНИК ПНИПУ. МЕХАНИКА № 1, 2024PNRPU MECHANICS BULLETIN
На сегодняшний день в задачах обработки металлов давлением одной из важнейших является определение напряженно-деформированного состояния тонкостенных труб обжимом, что позволяет выявить силовые характеристики процесса, технологические возможности и рассчитать изменение толщины заготовки. Примем, что тонкостенными трубами будут являться те, у которых толщина стенки не превышает 0,1 радиуса срединной поверхности трубы. Достаточно часто данные задачи решаются для простейшей формы оснастки, когда форма матрицы или пуансона является конической или образующая их рабочий контур имеет постоянный радиус кривизны [1–5]. Причём рассматривается идеально жесткопластический материал или материал с линейным упрочнением, а так же, как правило, пренебрегают изменением толщины заготовки в процессе деформирования. Достаточно много вопросов посвящено оценке технологических возможностей реализации процесса обжима [6; 7].
Теоретическое и экспериментальное исследования процесса обжима в зависимости от параметров оснастки исследовались в работе [8]. Особенности технологий обжима заготовок с учетом формуемого материала исследовались в труде [9]. Вопросы ограничений при обжиме толстостенных заготовок изучались в работе [10]. Исследования, посвященные экспериментальным работам по совмещению операций обжима и раздачи, отражены в работе [11]. Также проведено много экспериментальных исследований, посвященных оценке влияния коэффициента трения на значения деформаций при обжиме и раздаче. Влияние анизотропии механических свойств на деформированное состояние трубных заготовок, а также оценка потери устойчивости заготовки в процессе формоизменения рассмотрено в работе [12]. Кроме того, вопросы проблемы потери устойчивости при обжиме рассматривались в работе [13; 14]. Помимо потери устойчивости, в процессе обжима одной из проблем являются недопустимые утонения заготовки, что рассматривается в работе [15].
В последнее время значительное количество работ посвящено исследованию ротационного обжима, в работах [16; 17] предложены различные машины и технологии для реализации данного процесса с оценкой изменения толщины заготовки и степени деформации. В исследовании [18] проведена оценка шероховатости, твердости поверхности заготовки при ротационной вытяжке. Автоматизация процесса ротационного обжима заготовки рассмотрена в работе [19].
В связи с развитием численных методов широкое распространение для оценки напряженно-деформированного состояния получили метод конечных элементов. Конечно-элементное моделирование некоторых осесимметричных задач обжима рассмотрено в 2D-постановке
[20]. Методом конечных элементов рассмотрены различные силовые режимы традиционного обжима и обжима с противодавлением [21]. Одним из наиболее эффективных методов решения задач нелинейной пластичности является метод переменных параметров упругости, особенности применения которого отражены в трудах [22; 23].
Следует отметить, что вопросы анализа напряженно-деформированного состояния деталей в задачах обработки давлением достаточно подробно рассмотрены в трудах [24; 25]. Модели неупругого деформирования материалов, физические теории пластичности, которые особенно актуальны в задачах пластического формоизменения, рассмотрены в работах [26; 27]. В исследовании [28] предложена система уравнений для описания деформирования тонкостенных заготовок в процессе обжима и раздачи. Исследование схоже с проблематикой данной статьи, однако в ней рассматривается жесткопластическая модель материала при условии несжимаемости. Предлагаемый в данной статье подход при принятых допущениях позволяет учесть сжимаемость материала при упругопластическом деформировании.
Методика исследования
Таким образом, рассмотрим криволинейную матрицу, у которой образующая её рабочий контур задаётся произвольной функцией. Решение аналогичной задачи было представлено в работе [7], где моделирование процесса обжима трубы выполняется численным интегрированием уравнений равновесия методом Рунге – Кутта второго порядка. В основе расчётно-аналитической модели определения напряжённо-деформированного состояния данного исследования лежит метод переменных параметров упругости [3; 29], который позволяет учитывать изменение толщины в процессе деформирования, нелинейный закон упрочнения, анизотропию и сжимаемость материала.
Применение численного метода переменных параметров упругости требует задания аналитической зависимости между интенсивностью напряжений и интенсивностью логарифмических деформаций в соответствие с гипотезой единой кривой. Согласно существующим методам аппроксимации диаграмм деформирования, предлагаемым Н.Н. Малининым [3] и др. исследователями [30; 31], можно отметить, что обычно диаграмма деформирования для алюминиевых и титановых сплавов хорошо аппроксимируется линейно-степенной зависимостью:
[ 3 Ge i при e i < e iT , ° i = i
[Ke" при ei > eiT, где G – модуль упругости второго рода; eiT – интенсивность логарифмических деформаций, соответствующая переходу упругого деформирования в пластическое; K и n – параметры кривой упрочнения.
Схема деформирования тонкостенных труб с использованием оснастки сложной формы при обжиме изображена на рис. 1. В общем случае при обжиме кривая, образующая рабочий контур матрицы и пуансона, может иметь знакопеременный радиус кривизны.
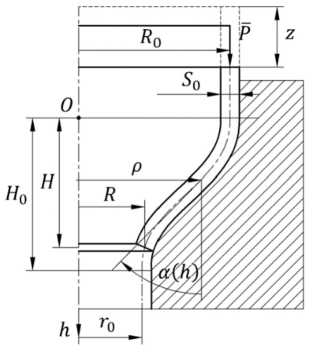
Рис. 1. Схемы обжима трубных заготовок с использованием криволинейной осесимметричной оснастки
Fig. 1. Schemes of crimping pipe blanks using curved axisymmetric tooling
Если использовать безмоментную теорию оболочек, уравнения равновесия при обжиме тонкостенной трубной заготовки в осесимметричной матрице с учётом удельной силы трения и удельного давления, действующих со стороны оснастки, в проекции на касательную и нормаль к поверхности рассматриваемого элемента можно представить в следующем виде [3; 27]:
d q mp P n
(°mp5) °5 + dp sin a an m । 6
R m R." 5 ’
где ° m - меридиональное главное нормальное напряжение; °6 - окружное главное нормальное напряжение; q -контактное давление, действующее со стороны матрицы по нормали к рассматриваемому элементу оболочки; Rm – меридиональный радиус кривизны срединной поверхности оболочки; R g - окружной радиус кривизны срединной поверхности оболочки; qmp _ fmpq - удельная сила трения, действующая со стороны оснастки на рассматриваемый элемент оболочки; fтр – коэффициент трения; S - переменная толщина оболочки; a - угол между касательной к элементу оболочки и её осью симметрии, отсчитываемый по часовой стрелки; р - радиус окружности срединной поверхности оболочки в сечении перпендикулярном оси оболочки.
Окружной радиус кривизны срединной поверхности оболочки определяется по формуле
R 0 = р / cos a . (2)
Для определения меридионального радиуса Rm выразим кривизну оболочки в меридиональном направлении к m через a и р :
Интенсивность напряжений a i и интенсивность логарифмических деформаций ei определяются выражениями:
-
I m m mm 0 0 ;
к
m
R m
d a . .
--sin a .
d р
2 222 e i = "Г e m - e 0) + ( e 0 - e z ) + ( e n - e m ) .
Знак (–) минус в уравнении (3) учитывает тот факт, d a^n что для выпуклой оболочки всегда-- < 0 .
d р
Используя уравнения (2) и (3) и определяя удельное давление q , действующее со стороны матрицы, как функцию a и р , можно представить систему (1) в виде выражения:
d ( a ) + ctg a ) -a m + р ^ J S (4)
d р р
Проинтегрируем уравнение (4), используя уравнения связи напряжений и деформаций для плоского напряженного состояния в виде:
где en – логарифмическая деформация по толщине заготовки.
Деформация по произвольному направлению V согласно тензору деформаций Генки определяется уравнением:
eV = em^m + e0^0 + en^2 , где Xm, Х0, Xn - направляющие косинусы вектора V .
С учетом плоского напряженного состояния, уравнений метода переменных параметров упругости логарифмическая деформация по толщине (нормальная составляющая) примет вид:
en
*
Т ТТ( e m + e 0 ) ,
( 1 -ц )
E *
a m =Fv2)
E *
G0 = ( 1 -ц * 2 )
( e m + Ц e 0 ) ;
( e 0 + Ц e m ) ,
,
и, учитывая, что деформируемый край трубы свободен, получим интегральное уравнение равновесия в деформациях для обжима:
*
e m = -U e 0
( 1 -ц" 2 )
E *S р exp ( f T a )
J'
R
E*S ( 1 + f Tctg a ) exP ( f T a )
( e 0 +P ‘ e m ) d р
где em – меридиональная логарифмическая деформация;
e 0 - окружная логарифмическая деформация; E * и ц * -переменные параметры упругости; R – радиус деформируемого наружного края трубы (см. рис. 1).
Переменные параметры упругости определяются выражениями [3; 29]:
1 - 1 — 2 Ц E
E‘ =_____ E _____; и * = 2 3 E "
1 + 1 2 ц E 1 + 1 2ц E
3 E сек 3 E сек
где E - модуль упругости первого рода; ц - коэффициент Пуассона; E сек = a / e i - секущий модуль.
тогда деформация по направлению V будет определяться уравнением:
n mmmm ^0,v0
*
ц
( 1 -ц * )
( e m + e 0) X n ■
Условие перехода рассматриваемой точки тела из упругого состояния в пластическое определяется условием пластичности Губера – Мизеса ai = Vam2 -ama0+a02 = aT ■
Процесс обжима будем рассматривать в общем случае, когда кривая, образующая рабочий контур матрицы, задаётся произвольной функцией, определяющей положение деформируемого элемента по радиусу в зависимости от его положения по длине деформируемой части трубы р = р ( h ) (см. рис 1), где h - координата, которая отсчитывается от точки на оси симметрии, соответствующей краю криволинейного участка матрицы и направлена в сторону направления нагрузки.
Тогда переменный угол между касательной к элементу оболочки и её осью симметрии, зависящий от h , можно определить следующим образом
a = a ( h ) = arctg
d р dh
Поскольку при увеличении h радиус при обжиме уменьшается, следовательно: d р = - tg [a ( h ) ] dh . Согласно вышесказанному, а также учитывая, что при
обжиме окружные деформации можно считать известными и зависящими только от положения рассматриваемой точки в очаге деформации
1 fp(h)1 eg = lnl I, кую функцию, которая охватывает полупериод синусоиды, обеспечивая плавный вход цилиндрической трубы в зону деформирования и плавный выход с образованием цилиндра другого радиуса. Для обжима данную функцию можно записать в виде уравнение (5) можно записать согласно [32] в виде
R - f I
P ( h ) = ( 0g 0 ) [cosl- h -К I-1] + R o, (11)
-
2 l H 0 )
h
H
* P ( )
e m = -P ln l I -
( 1 -И- )
E' S p ( h ) exp ( f ,n ( h ) )
E * S ( tg [a ( h ) ] + f „) exp ( f .a( h ) ) f fp ( h ) A *
ln +u e,
( 1 -o '2 ) ll R J
dh
, (7)
где H – положение края деформируемого участка трубы (см. рис. 1).
Поскольку в расчетах матрицы на прочность или выборе необходимого вида смазки требуется знать величину контактного давления, тогда значение давления будем определять, используя второе уравнение равновесия системы (1):
где (см. рис. 1) R 0 – радиус срединной поверхности трубы на входе в матрицу; r 0 – радиус срединной поверхности трубы на выходе из матрицы; H 0 – полная длина криволинейного участка матрицы, равная длине полупериода синусоидальной функции (11).
Поскольку уравнения (11) определяют геометрию срединной поверхности трубы при деформировании, то с достаточной степенью точности можно считать, что геометрию матрицы при обжиме можно получить, прибавляя поправку на половину толщины стенки трубы:
P М ( h ) =
( R 0 r o )
I h I S 0
[cos | Тт-^ I - 1] + R 0 + "V’
l H 0 ) 2

S = q m + q e ’
где S 0 – исходная толщина стенки трубы.
Угол между касательной к элементу оболочки и её осью симметрии (см. рис.1), будем определять согласно (6)
где q m - составляющая контактного давления от действия меридионального напряжения; q e - составляющая контактного давления от действия окружного напряжения.
Если уравнение профиля матрицы задано в виде дифференцируемой функции р = р ( h ) , то радиусы кривизны будут определяться согласно формулам:
2V
L f d P I I dP I „ _
J 1 +1 — I l I ’ Re =/—7 •
\ l dh ) l dh ) cos a ( h )
В этом случае выражения, определяющие составляющие контактного давления, можно представить в следующем виде:
_ d P qm = О m —7 dh т I-3
cos a ( h
------S ( h ) . (10)
P
В работе [32] предложен подробный порядок решения задачи об определении напряжённо-деформированного состояния методом переменных параметров упругости с использованием интегральных уравнений равновесия для осесимметричных оболочек.
Рассмотрим решение интегрального уравнения (5) на примере конкретной задачи. Для получения знакопеременного радиуса кривизны, образующей рабочий контур матрицы, возьмём синусоидальную тригонометричес-
( R 0 - r 0
2 H 0
a ( h ) = arctg
) л ■ f h I
— sin —n l H0 )
Кривые, определяющие геометрию матрицы и зоны деформирования трубной заготовки по срединной поверхности при обжиме, построенные по уравнениям (7) и (8), представлены на рис. 2.
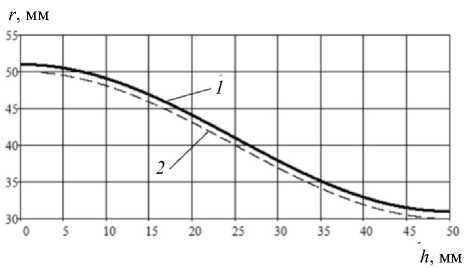
Рис. 2. Геометрия матрицы и зоны деформирования трубной заготовки по срединной поверхности при обжиме: 1 – геометрия матрицы; 2 – геометрия срединной поверхности
( R 0 = 50 мм; r 0 = 30 мм; S 0 = 2 мм; H 0 = 50 мм)
Fig. 2. Geometry of the matrix and the strain zone of the pipe billet along the median surface during crimping: 1 – geometry of the matrix; 2 – geometry of the median surface
( R 0 = 50 мм; r 0 = 30 мм; S 0 = 2 мм; H 0 = 50 мм)
Радиус срединной поверхности трубной заготовки R0 принимался равным 50 мм, толщина S0 – 2 мм. Для материала Д16 механические свойства были заданы в соответствии со стандартом ГОСТ 18482-2018 [33] и справочными данными алюминиевых сплавов: предел прочности Ов = 390 МПа ; условный предел текучести О0 2 = 255 МПа ; относительное удлинение 5 = 12 %; модуль упругости E = 72000 МПа ; коэффициент Пуассона Ц = 0,33. Диаграмма деформирования в соответствии с принятой линейно-степенной аппроксимацией, была построена по методике, изложенной в работах [34; 35].
Результаты исследования и их обсуждение
Распределения напряжений и деформаций трубы при обжиме в криволинейной осесимметричной матрице (см. рис. 2) представлены на рис. 3, 4. Следует отметить, что аналогичные результаты исследования, но для процесса раздачи заготовки, представлены в работе [36]. На рис. 5 показано изменение толщины заготовки, определяемое выражением S = S 0 exp ( e n ) . На рис. 6 приведены результаты расчета изменения составляющих и полного контактного давления со стороны матрицы, определяемые по формулам (8)–(10).
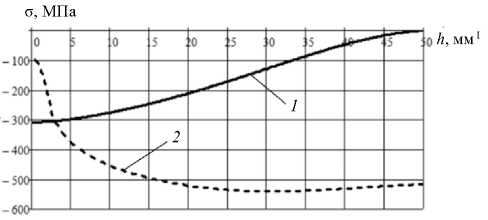
Рис. 3. Напряжённое состояние трубы при обжиме в криволинейной осесимметричной матрице: 1 – меридиональные напряжения О m ; 2 - окружные напряжения О0
Fig. 3. The stress state of the pipe during crimping in a curved axisymmetric matrix: 1 - meridional stresses Оm ; 2 - circumferential stresses O0
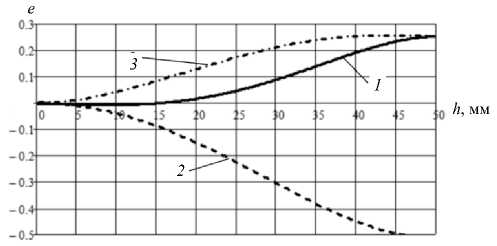
Рис. 4. Деформированное состояние трубы при обжиме в криволинейной осесимметричной матрице: 1 – меридиональная логарифмическая деформация em ; 2 – окружная логарифмическая деформация e 0 ; 3 - логарифмическая деформация по толщине ez
Fig. 4. Strain state of the pipe during crimping in a curved axisymmetric matrix: 1 – meridional logarithmic strain em ; 2 – circumferential logarithmic strain e0; 3 - logarithmic strain in thickness ez
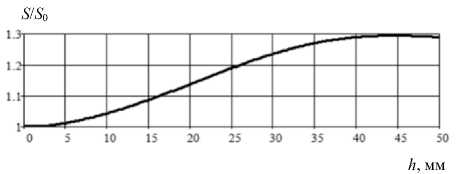
Рис. 5. Изменение относительной толщины стенки трубы при обжиме в криволинейной осесимметричной матрице
Fig. 5. Change in the relative thickness of the pipe wall during crimping in a curved axisymmetric matrix
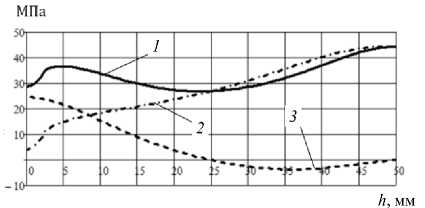
Рис. 6. Изменение контактного давления при обжиме в криволинейной осесимметричной матрице: 1 – полное контактное давление q ; 2 – составляющая контактного давления от действия окружного напряжения q 0 ; 3 - составляющая контактного давления от действия меридионального напряжения qm
-
Fig. 6. The change in contact pressure during crimping in a curved axisymmetric matrix: 1 – the total contact pressure q ; 2 – the component of contact pressure from the action of the circumferential stress q 0 ; 3 - the component of contact pressure from the action of the meridional stress qm
Для оценки точности решения методом переменных параметров упругости проводилось сравнение положения значений интенсивностей напряжений и деформаций, определяющих напряженно-деформированное состояние, на диаграмме деформирования. Согласно рис. 7 все точки, характеризующие напряженно-деформированное состояние при обжиме, лежат на диаграмме деформирования. Соответственно, процесс последовательных приближений сходится, и получено решение с заданной точностью.
На рис. 3–7 представлены характеристики напряжённо-деформированного состояния трубы при обжиме для случая, когда труба проходит всю зону деформирования, и область интегрирования определяется от H 0 до 0. Если рассматривать процесс деформирования поэтапно, изменяя положение деформируемого края трубы H в сторону увеличения до H 0 , то можно определить изменение технологических параметров, таких как усилие деформирования на протяжении прохождения всего процесса. Перемещение точки Z приложения усилия деформирования к трубной заготовке относительно матрицы связано с положением деформируемого края трубы H условием равенства смещенных объёмов
z ( h )=_1 H p( h > s। h। dh.
R 0 5 0 о cos a ( h )
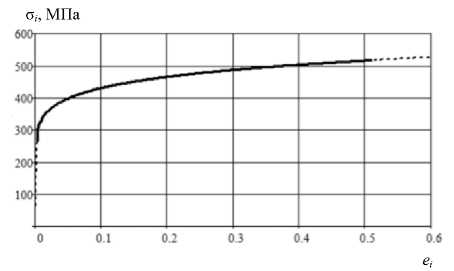
Рис. 7. Положение значений интенсивностей напряжений и деформаций, определяющих напряженно-деформированное состояние трубы при обжиме, на диаграмме деформирования
-
Fig. 7. The position of the stress and strain intensities that determines the stress-strain state of the pipe during crimping on the deformation diagram
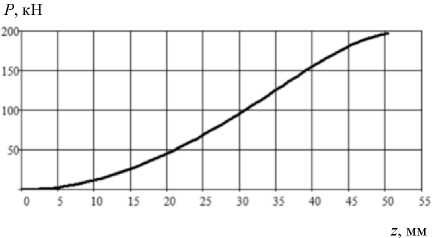
Рис. 8. Изменение усилия деформирования при обжиме трубы в криволинейной осесимметричной матрице от перемещения точки приложения усилия
-
Fig. 8. Change in the strain force when crimping a pipe in a curved axisymmetric matrix from the displacement of the point of application of the force
Усилие обжима P ( Z ) определяется величиной максимального меридионального напряжения о mh = 0 ( Z ) в точке 0 в зависимости от перемещения Z
P ( Z ) = 2 n R о 5 о |о mh = 0 ( Z )| .
На рис. 8 представлен график изменение усилия деформирования при обжиме трубы в криволинейной осесимметричной матрице от перемещения точки приложения усилия.
Заключение
Таким образом, в рамках данного исследования предложена модель процесса обжима тонкостенной трубы в криволинейной осесимметричной матрице, которая позволяет рассчитать напряжения и деформации при деформировании трубы, оценить изменение толщины, величину контактного трения с учётом нелинейного закона пластичности материала, определить изменения усилия обжима в зависимости от перемещения точки приложения усилия. Предложенная методика и полученные соотношения могут быть эффективно использованы для расчетов процесса обжима в осесимметричных матрицах различной формы, например S -образный профиль, образованный дугами окружностей разного радиуса на вогнутом и выпуклом участке, имеющих общую касательную в точке перегиба, или конический профиль с выпуклым участком на входе в матрицу и вогнутым на выходе. Результаты исследования могут найти применение в области обработки металлов давлением при изготовлении оболочечных элементов авиационного назначения. Также следует отметить, что рассматриваемая методика может быть использована при исследовании напряженно-деформированного состояния заготовок при раздаче, однако в этом случае будут различаться определяющие соотношения.
Список литературы Напряжённо-деформированное состояние тонкостенных трубных заготовок при обжиме в криволинейной осесимметричной матрице
- Горбунов, М.Н. Технология заготовительно-штамповочных работ в производстве самолетов / М.Н. Горбунов. – М.: Машиностроение, 1981. – 224 с.
- Сторожев, М.В. Теория обработки металлов давлением / М.В. Сторожев, М.В. Попов. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1977. – 423 с.
- Малинин, Н.Н. Прикладная теория пластичности и ползучести / Н.Н. Малинин. – М.: Машиностроение, 1975. – 399 с.
- Листовая штамповка: Расчёт технологических параметров: Справочник / В.И. Ершов [и др.]. – М.: Изд-во МАИ, 1999. – 516 с.
- Яковлев, С.С. Анализ влияния технологических параметров операций обжима и раздачи в изотермических условиях на силовые режимы / С.С. Яковлев, Ю.В. Бессмертная, В.И. Платонов // Тула: Известия ТулГУ. Технические науки. – 2015. – Вып. 11. Ч. 1. – С. 10–19.
- Konovalov, V. Assessment of factors limiting technological capabilities crimping conical die blanks from thick-walled pipes / V. Konovalov, Yu. Chugunova // Omsk Scientific Bulletin. – 2019. – No. 165. – Р. 11–15. doi: 10.25206/1813-8225-2019-165-11-15
- Непершин, Р.И. Обжим тонкостенной трубы криволинейной матрицей / Р.И. Непершин // Проблемы машиностроения и надежности машин. – 2009. – № 3. – С. 54–62.
- Проскурин, А.М. Исследование технологических параметров обжима толстостенных трубных заготовок / А.М. Проскурин // Россия молодая: передовые технологии – в промышленность. – 2013. – № 1. – С. 126–129.
- Пономарев, А.С. Технология обжима трубных заготовок из чугуна ВЧ-40 / А.С. Пономарев, А.Э. Артес, Е.Н. Сосенушкин // Вестник МГТУ «Станкин». – 2011. – № 4(16). – С. 43–45.
- Коновалов, В.А. Оценка факторов ограничения технологических возможностей обжима коническими матрицами заготовок из толстостенных труб / В.А. Коновалов, Ю.А. Чугунова // Омский научный вестник. – 2019. – № 3(165). – С. 11– 15. doi: 10.25206/1813-8225-2019-165-11-15
- Сулейман, А.А. Влияние коэффициента трения на формоизменение трубной заготовки при совмещенной операции обжима и раздачи / А.А. Сулейман, И.Н. Шубин // Известия высших учебных заведений. Машиностроение. – 2013. – № 6. – С. 53–59.
- Sosenushkin, E.N. The enhancement of axis-symmetrical deformation mathematical model / E.N. Sosenushkin, E.A. Yanovskaya // Machines, Technologies, Materials. – 2011. – Vol. 5, no. 11. – P. 36–39.
- К вопросу постановки эксперимента по обжиму трубной заготовки / В.А. Демин, Е.И. Семенов, А.Е. Феофанова [и др.] // Известия Тульского государственного университета. Технические науки. – 2010. – № 3. – С. 25–29.
- Шишкин, А.А. Об обжиме особо тонкостенных трубных заготовок / А.А. Шишкин // Наука и образование: научное издание МГТУ им. Н.Э. Баумана. – 2013. – № 3. – С. 157–168.
- Ларин, С.Н. Оценка влияния величины утонения стенки на процесс обжима трубной заготовки / С.Н. Ларин, В.И. Платонов, П.В. Романов // Известия Тульского государственного университета. Технические науки. – 2021. – № 3. – С. 3–6. doi: 10.24412/2071-6168-2021-3-3-6
- Pipe reduction of miniature inner grooved copper tubes through rotary swaging process / L. Lu, Y. Tang, W. Fang, J. Cheng // Transactions of Nonferrous Metals Society of China. – 2013. – No. 23. – P. 377–384. doi: 10.1016/S1003-6326(13)62473-5
- Effect of rotary swaging and subsequent annealing on microstructure and mechanical properties of W-1.5ZrO2 alloys / Z. Li, Y. Chen, S. Wei, K. Pan, H. Shen, L. Xu // Journal of Alloys and Compounds. – 2021. – No. 875. – P. 160041. doi: 10.1016/j.jallcom.2021.160041
- Lim, S. Forming characteristics of tubular product through the rotary swaging process / S. Lim, H. Choi, C. Lee // Journal of Materials Processing Technology. – 2009. – No. 209. – P. 283–288. doi: 10.1016/j.jmatprotec.2007.08.086
- Хейн, В.З. Математическое моделирование процесса ротационного обжима концевого участка трубы / В.З. Хейн // Интернет-журнал Науковедение. – 2013. – № 6(19). – С. 165.
- Piela, A. Analysis of the metal flow in swaging numerical modelling and experimental verification / A. Piela // International Journal of Mechanical Sciences. – 1997. – No. 39. – P. 221–231. doi: 10.1016/0020-7403(96)00056-2
- Kaliuzhnyi, A. The analysis of block pressing process of the cylinder necks on tubular preforms in a spherical matrix with a differentiated backpressure / A. Kaliuzhnyi // Journal of Mechanical Engineering of the National Technical University of Ukraine Kyiv Polytechnic Institute. – 2012. – No. 66. – P. 133–137.
- Andrianov, I.K. Bearing capacity of spherical thickwalled shell taking into account compressibility and nonlinear plasticity / I.K. Andrianov, S.I. Feoktistov // Materials Physics and Mechanics. – 2022. – Vol. 50, no. 3. – P. 410–419. doi: 10.18149/MPM.5032022_5
- Тырымов, А.А. Численная реализация метода переменных параметров при решении упругопластических задач на основе графовой модели упругого тела / А.А. Тырымов, Е.Г. Шведов // Вестник Астраханского государственного технического университета. Серия: Управление, вычислительная техника и информатика. – 2023. – № 2. – С. 135–144. doi: 10.24143/2072-9502-2023-2-135-144
- Козлов, В.В. Устойчивость и единственность процессов формоизменения деталей при обработке давлением / В.В. Козлов, А.А. Маркин // Известия Тульского государственного университета. Технические науки. – 2017. – № 3. – С. 36–48.
- Козлов, В.В. Постановка задачи о конечных деформациях полутороидальной оболочки под действием внутреннего давления / В.В. Козлов, А.А. Маркин, В.Е. Петрова // Вестник Чувашского государственного педагогического университета им. И.Я. Яковлева. Серия: Механика предельного состояния. – 2020. – № 4(46). – С. 155–163. doi: 10.37972/chgpu.2020.46.4.013
- Кондратьев, Н.С. Моделирование неупругого деформирования поликристаллических материалов с учетом упрочнения за счет границ кристаллитов / Н.С. Кондратьев, П.В. Трусов // Вестник Пермского университета. Серия: Физика. – 2012. – № 4(22). – С. 92–100
- Трусов, П.В. Физические теории пластичности: теория и приложения к описанию неупругого деформирования материалов. Ч. 1: Жесткопластические и упругопластические модели / П.В. Трусов, П.С. Волегов // Вестник Пермского государственного технического университета. Механика. – 2011. – № 1. – С. 5–45.
- Маркин, А.А. Движение тонкого жёсткопластического тела по поверхности с осевой симметрией / А.А. Маркин, Т.А. Лыу // Известия Тульского государственного университета. Естественные науки. – 2012. – № 3. – С. 93–101
- Биргер, И.А. Круглые пластинки и оболочки вращения / И.А. Биргер. – М.: Оборонгиз, 1961. – 368 с.
- Полухин, П.И. Сопротивление пластической деформации металлов и сплавов: справочник / П.И. Полухин, Г.Я. Гун, А.М. Галкин. – 2-е изд., перераб. и доп. – М.: Металлургия, 1983. – 352 с.
- Чумадин, А.С. Теория и расчеты процессов листовой штамповки (для инженеров) / А.С. Чумадин. – 2-е изд. – М: Экссервис «ВИП», 2014. – 216 с.
- Феоктистов, С.И. Вывод интегральных уравнений деформирования трубных заготовок с использованием осесимметричной оснастки / С.И. Феоктистов, И.К. Андрианов // Фундаментальные и прикладные задачи механики деформируемого твердого тела и прогрессивные технологии в металлургии и машиностроении: материалы VI Дальневосточной конференции с международным участием. – Комсомольск-на-Амуре, 2022 – С. 204–210.
- ГОСТ 18482-2018. Трубы прессованные из алюминия и алюминиевых спловав. Технические условия: межгосударственный стандарт: дата введения 2019-03-01 / Межгосударственный совет по стандартизации, метрологии и сертификации. – Изд. официальное. – М.: Стандартинформ, 2018. – 20 с.
- Феоктистов, С.И. Аппроксимация диаграммы деформирования металла в области упругопластических деформаций с нелинейным упрочнением / С.И. Феоктистов, И.К. Андрианов, Л. Тхет // Ученые записки Комсомольского-на-Амуре государственного технического университета. – 2022. – № 7 (63). – С. 8–13.
- Андрианов, И.К. Основы построения диаграмм деформирования с учётом сжимаемости материала и эффекта Баушингера: учебное пособие / И.К. Андрианов, С.И. Феоктистов. – Комсомольск-на-Амуре: ФГБОУ ВО «КнАГУ», 2022. – 103 с.
- Феоктистов, С.И. Численно-аналитическая модель напряжённо-деформированного состояния при раздаче тонкостенных трубных заготовок в криволинейной осесимметричной матрице / С.И. Феоктистов, И.К. Андрианов, С.Б. Марьин // Труды МАИ. – 2023. – № 132.
