Некоторые аспекты технологии изготовления вещей из брянского и мощинского кладов

Автор: Биркина Н.А.
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Материалы к истории костюма
Статья в выпуске: 260, 2020 года.
Бесплатный доступ
Работа посвящена исследованию технологических аспектов работы мастеров-ювелиров на примере двух кладов круга восточноевропейских варварских выемчатых эмалей, хранящихся в собрании Государственного исторического музея. Все предметы были разделены на основные группы по способу постлитейной обработки. Были зафиксированы следы, связанные с технической доработкой изделий и их декорированием. Финальным этапом стало сравнение полученных данных с результатами экспериментов по реконструкции ряда процессов, в том числе способов нанесения орнамента. Проведенный анализ позволяет говорить о том, что, несмотря на высокий уровень изделий, многие операции могли производиться кустарным способом.
Выемчатые эмали, технологии, ювелирное производство, металлообработка, киевская культура, литье, ковка, чеканка, гравировка
Короткий адрес: https://sciup.org/143173145
IDR: 143173145 | DOI: 10.25681/IARAS.0130-2620.260.247-262
Some aspects of technology used to make items from the Bryansk and Moshchiny hoards
The paper deals with the study of technological aspects of the work performed by smiths based on a case study of two hoards attributed to the circle of East European barbarian champleve enamels kept in the collection of the State Historical Museum. All items were divided into main groups based on the method of post-casting treatment. Traces associated with post-casting treatment and decoration were identified. As the final step, the data obtained were compared with the data from the experiments conducted to reconstruct a number of processes, including methods of ornamentation. This analysis suggests that, despite high quality of the items, many operations could be performed domestically.
Текст научной статьи Некоторые аспекты технологии изготовления вещей из брянского и мощинского кладов
В собрании Государственного исторического музея хранятся два самых крупных клада изделий круга варварских эмалей, введенных в научный оборот.
1 Статья подготовлена при финансовой поддержке РФФИ, проект № 18-09-40093.
Несмотря на то что многие предметы известны более ста лет и сейчас количество вещей круга варварских эмалей значительно возросло, до недавнего времени они практически не исследовались с точки зрения технологии. Наиболее полное исследование было сделано И. А. Сапрыкиной ( Сапрыкина , 2018. С. 227–236, Akhmedov et al ., 2014. P. 130, 131). Однако даже в книге, посвященной исследованию Брянского клада, были рассмотрены далеко не все предметы, а значительная часть работы посвящена химическому анализу. Кроме того, эксперименты2 по реконструкции некоторых процессов позволили расширить и дополнить приведенные в книге данные. Заметим также, что исследование технологии создания предметов из Мощинского клада не проводилось. В 1960-е гг. были взяты пробы металла предметов клада, но результаты были опубликованы только в виде одной таблицы ( Черных и др ., 1969. С. 112. Рис. 54).
Исследование технологических особенностей предмета позволяет осветить вопрос о навыках и приемах, доступных мастеру-ювелиру, а также об инструментальной и сырьевой базе. Кроме того, можно реконструировать эволюцию металлообработки в рамках конкретной археологической культуры или выявить центры влияний, откуда могли быть заимствованы техники. Нередко при внешней схожести вещи могут быть сделаны с использованием совершенно разных приемов. Заметим, что проведение экспериментов также может помочь ответить на некоторые вопросы, например, о необходимости использования стационарного профессионального помещения для создания сложных предметов или же о возможности изготовления таких вещей в маленьких мобильных мастерских кустарным способом.
В данной работе будут рассмотрены основные технологические аспекты и приемы, которые возможно определить на основании визуального исследования. Трасологический анализ является самым доступным при исследовании металлообработки. Он позволяет сделать предварительные выводы об операциях и этапах создания изделий. В ряде случаев, например для предметов из музейного фонда, он может быть фактически единственным способом исследования, т. к. является недеструктивным и требует минимального количества специального оборудования.
Основной задачей работы является сопоставление ювелирных приемов и техник, которые применялись для создания предметов, входящих в состав кладов. На основании полученных данных предметы могут быть систематизированы и сгруппированы. В дальнейшем группировка предметов на основании формообразующих приемов и технологий обработки позволит проследить и систематизировать археологические комплексы и отдельные предметы круга восточноевропейских эмалей. Сопоставление полученных данных с результатами экспериментов также может дополнить имеющиеся в нашем распоряжении сведения. Кроме того, реконструкция процессов металлообработки позволяет оценить возможность создания таких предметов в кустарных условиях.
Для унификации приведенных в статье терминов была использована терминология Р. С. Минасяна ( Минасян , 2014). По ряду вопросов я консультировалась у Т. Г. Сарачевой и М. С. Шемаханской, за что выражаю им благодарность. Также я выражаю благодарность И. А. Тимощуку за проведение эксперимента по нанесению разных типов орнамента и консультации по техническим аспектам. За проведение эксперимента по созданию вещей круга варварских эмалей благодарю участников творческой мастерской «RUNA» (А. В. Алексеев и А. А. Воробьев). Исследование предметов производилось с помощью визуального анализа их поверхности и макросъемки следов технических операций и инструментов. Работа выполнялась с помощью стереомикроскопа Stemi 2000C (Zeiss) в фондах Отдела археологических памятников ГИМ.
На основании анализа основных технологических приемов, использованных для создания предметов, все они были разделены на три крупные группы. Выделение более узких групп не представляется рациональным из-за ограниченности материалов, подвергнутых анализу.
-
I. Литая заготовка, косметическая обработка и орнаментация (не во всех случаях).
-
II. Литая заготовка и обработка давлением.
-
III. Литая заготовка, обработка давлением (более 50–60 % обжатия), косметическая обработка и орнаментация.
В связи с невозможностью проведения структурного (металлографического) анализа группы представлены достаточно обобщенно. Многие уточняющие сведения о технологических особенностях, детальной реконструкции процесса изготовления и температурных режимов невозможны без микроструктурного анализа. Поскольку для проведения данного анализа необходимо нарушение целостности предмета, сделать его не представляется возможным.
Большая часть предметов входит в первую технологическую группу . Для создания предметов этой группы была использована литая заготовка с последующей косметической обработкой , в большинстве случаев применялась орнаментация, но не всегда. Сюда могут быть отнесены: перекладчатые фибулы, треугольные фибулы, фибулы с кнопкой, литые подвески-лунницы, ажурные подвески, пирамидальные подвески, большинство элементов нагрудных цепей (за исключением цепочек), цепи типа Борзны (за исключением зажимов), сложные подвески с лунницами, браслеты, детали питьевых рогов (за исключением оковок и отдельных фрагментов цепей), детали плети и некоторые другие вещи.
Все перечисленные выше изделия, входившие в состав кладов, были выполнены литьем по восковой модели. Об этом свидетельствуют имеющиеся на готовых изделиях следы и дефекты (капли, наплывы, следы работы инструментом по воску) (рис. 1: 4 ). Отметим, что все они зафиксированы главным образом на обратной стороне, а лицевая была подвергнута постлитейной обработке.
Первым этапом в создании вещей этой категории было создание восковой модели. На основании анализа некоторых парных украшений (перекладчатые фибулы, элементы цепей, ажурные привески и т. д.) можно предположить, что в ряде случаев для этого использовалась так называемая мастер-модель. В качестве нее могли использовать уже готовое украшение, которое планировалось тиражировать. Однако в этом случае могла потребоваться доработка получаемой
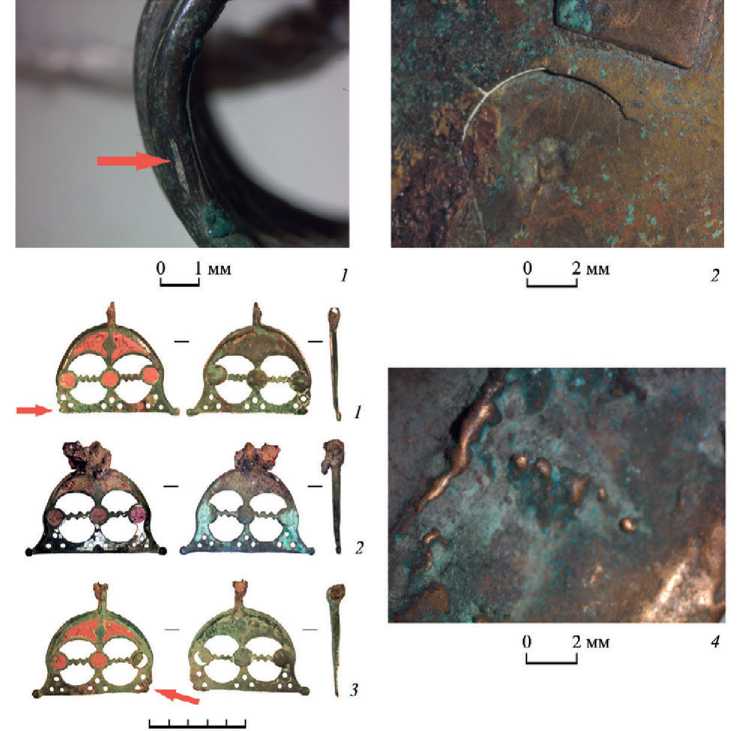
Рис. 1. Примеры технологических браков
1 – трещины от недостаточного отжига; 2 – трещина на месте нанесения тисненого орнамента; 3 – следы недолива (фото И. Р. Ахмедова); 4 – дефекты литья восковки. Модель могли также делать из какого-то легкообрабатываемого материала, например дерева (Филипова, Хайченко, 2016. С. 21). Достоверно реконструировать способ создания мастер-модели для исследованных предметов не представляется возможным.
После получения восковой модели она дорабатывалась. Во-первых, могли быть внесены изменения в облик вещи, например сделан орнамент. Во-вторых, на модели фиксировалась литниковая система. После отливки изделия мастер приступал к его постлитейной обработке, которая может считаться вторым этапом. Об этой части работы мастера нам доступно значительно больше сведений. После удаления литниковой системы внешняя поверхность предметов заглаживалась с помощью крупного абразива, а в ряде случаев можно уверенно говорить об использовании напильника. Следы работы напильником сохранились на большинстве изделий этой группы. Особенно отчетливо они фиксируются на плоскостях, расположенных перпендикулярно друг другу, например гребнях. Вероятно, после черновой обработки металла в гнездах на изделиях, где это было запланировано мастером, размещалась эмаль. После этого проводилась повторная шлифовка металла и, вероятно, самих эмалей (Румянцева, 2018. С. 191). После удаления остальных дефектов литья и создания достаточно ровной поверхности наносили орнамент. Применялся чеканный орнамент с помощью простых и слож-нопрофилированных чеканов, гравированный орнамент и так называемый орнамент тремоло.
Вероятнее всего, после нанесения орнамента производилась финальная полировка для придания изделию равномерного блеска и устранения мелких неровностей, возникших после нанесения орнамента. Также дополнительной операцией, которая зафиксирована на ряде изделий, было лужение, подробнее о нем будет написано ниже на примере парных браслетов.
Рассмотрим подробнее некоторые категории предметов, входящих в первую технологическую группу. Самой массовой категорией могут считаться браслеты, в составе двух кладов их тридцать пять. Однако не все браслеты относятся к первой группе. Кроме того, часть из них имеют плохую сохранность или представлены фрагментами. Это сильно затрудняет возможность трасологического исследования. Таким образом, в рамках этой группы было обследовано 24 предмета. Основная часть этой категории представлена трехгранными в сечении браслетами с гребнями, остальные браслеты с эмалевыми вставками.
Реконструировать все этапы создания браслетов невозможно в связи с тем, что внешняя сторона изделий подвергалась сильной постлитейной обработке, а внутренняя на большинстве изделий сильно отполирована в ходе эксплуатации. На основании анализа парных браслетов из Брянского клада нельзя уверенно говорить об использовании мастер-модели для их создания. На их щитках зафиксированы следы работы по восковой модели, поэтому даже при внешнем сходстве они сильно отличаются друг от друга. Это, в свою очередь, может говорить как о доработке воскового оттиска мастер-модели, так и о создании каждого элемента индивидуально.
Несмотря на это, некоторые сведения о восковой модели для браслетов все же можно реконструировать. Во-первых, можно уверенно говорить, что орнаментация на гребнях была нанесена еще на восковую модель, а не в ходе декорирования изделия из металла. Об этом свидетельствует зафиксированное на одном экземпляре – Б 2111/94 (Брянский клад…, 2018. С. 341. Рис. 41) – повреждение орнамента гребня (линейного и точечного), связанное с доработкой восковой модели. Во-вторых, можно реконструировать место фиксации литниковой системы. Она крепилась на двух гребнях, расположенных в непосредственной близости друг от друга, т. е. в месте, где браслет размыкался. Об этом свидетельствует значительное число дефектов и каверн в этой области, которые обычно возникают на месте литниковой системы. Кроме того, в результате грабительских раскопок в Сумской области был найден браслет, у которого литниковая система была расположена именно таким образом.
После удаления основных дефектов литья и создания достаточно ровной поверхности наносили орнамент. На браслетах зафиксирован как гравированный, так и чеканный орнамент. К гравированному декору относятся линии и дуги, которые создавались с помощью штихелей. Чеканная орнаментация представлена окружностями, точками, группами точек, сочетанием окружности и точки и др. Кроме того, на шарнирный браслет из Брянского клада (Б 2111/91) нанесен орнамент в стиле тремоло, который не может быть отнесен ни к чеканке, ни к гравировке (Брянский клад…, 2018. С. 342. Рис. 42).
Заметим, что на паре браслетов из Брянского клада (Б 2111/92, 95) зафиксировано лужение на щитках с эмалевыми вставками (Там же. С. 339. Рис. 39; С. 338. Рис. 38). Также лужение присутствует на элементах цепи типа Борз-ны – Б 2111/10, 11, 85, 86 (Там же. С. 319. Рис. 19) – и деталях питьевого рога – Б 2111/162, 165, 169 (Там же. С. 347. Рис. 47: 1 ; С. 346. Рис. 46). Уверенно реконструировать способ, которым наносилось лужение, невозможно в связи с плохой сохранностью этого покрытия. Известны различные способы лужения предметов: окунание в расплавленное олово, натирание оловянной палочкой предмета, подогретого до температуры плавления олова, и др. В связи с тем, что на некоторых предметах (браслеты и детали питьевых рогов) лужением были покрыты только отдельные элементы, можно предположить, что в этом случае использовался второй способ.
Следующая массовая категория, относящаяся к первой группе, – фибулы. Эта категория вещей также изготавливалась литьем по выплавляемой модели. На перекладчатых фибулах литниковая система могла проходить через центральную перекладину – именно в этом месте зафиксировано множество каверн – или через петли для фиксации имитации пружинного аппарата. Такой способ расположения литников есть на одной из фибул, найденной на Украине в результате грабительских раскопок. Кроме того, именно такая литниковая система использована творческой мастерской «RUNA» при воссоздании треугольных и перекладчатых фибул. Вероятнее всего, именно так создавали треугольные фибулы. Однако поскольку детали имитации пружинного аппарата чаще всего были сделаны из железа, эта часть фибулы подвергалась сильным коррозионным наростам, что осложняет ее обследование и фиксацию технологических следов.
Постлитейная обработка фибул почти идентична обработке браслетов. После первоначальной шлифовки и размещения эмалей в гнездах производилась повторная шлифовка. В ряде случаев, например треугольная фибула Б2111/79 из Брянского клада (Брянский клад…, 2018. С. 313. Рис. 13), дорабатывались и мелкие детали. После этого наносился орнамент чеканный и гравированный. Орнамент на гребнях перекладчатых фибул, как и в случае с браслетами, наносился еще на восковую модель. Финальным этапом работы с фибулами было создание пружинного аппарата или его имитации. Однако его элементы создавались другим способом и технологически не относятся к этой группе.
Остальные предметы, отнесенные к данной группе и перечисленные выше, проходили схожие этапы. Исключением могут быть только отдельные их части, как в описанном выше примере с фибулами и их пружинным аппаратом. В ряде случаев не использовалось эмалирование (фибулы с кнопкой, звенья цепей типа
Борзны, некоторые подвески и т. д.), не все предметы орнаментировались или лудились. Однако для всех предметов, входящих в это группу, основным формообразующим способом было литье по выплавляемой модели. Дальше применялась постлитейная доработка с помощью абразивов. Ковка к ним не применялась.
Отметим, что на многих изделиях присутствовали разные варианты литейного брака, которые, однако, не повлияли на дальнейшую эксплуатацию этих вещей. Основные типы брака на рассматриваемых изделиях: трещины – Б 2111/95 (Брянский клад…, 2018. С. 338. Рис. 38), вероятно, связанные с усадкой, залив металла – Б 549/248 ( Булычов , 1899. Табл. X: 1 ), недолив металла – Б 2111/11, 12 (Брянский клад…, 2018. С. 319. Рис. 19), усадочная или газовая пористость (практически на всех изделиях) и пр.
Ко второй технологической группе относятся предметы, для создания которых использовались литая заготовка и последующая обработка давлением . Категорий предметов, входящих в эту группу, значительно меньше, но их количество в двух рассматриваемых комплексах достаточно велико. В первую очередь это спиральные пронизи различных типов, спиральные браслеты и гривны. Также к этой группе можно отнести детали некоторых подвесок, так как все проволочные кольца были сделаны таким способом.
Для изготовления предметов этой группы также применялось литье, но оно не являлось формообразующим. На начальном этапе изготавливалась литая заготовка, из которой делалась проволока для дальнейшего изготовления нужных изделий. Таким образом, первым этапом можно считать обработку давлением для изготовления проволоки. Вторым глобальным этапом было изгибание и формирование самого изделия. Для изготовления гривен существовало еще несколько промежуточных этапов, которые будут рассмотрены ниже.
Самые массовые изделия этой группы – спиральные пронизи. Они имеют разную длину. Большинство из них сохранилось не полностью. Встречаются пронизи с сегментовидным, треугольным и плоским сечением. В свою очередь, пронизи с плоским сечением относятся к третьей технологической группе. Также есть пронизи из проволоки округлого сечения (Б 2111/55-75, Б 549/323/1-9), их часто называют кольцами.
В древности для изготовления проволоки применялось три основных способа. Ковка предварительно отлитой заготовки с постепенным утоньшением и приданием ей необходимой формы сечения, протягивание через волочильную доску (фильеру) ( Рыбаков , 1948. С. 161) или обработка давлением металлической пластины (она может быть сложена, свернута или закручена) ( Зайцева, Са-рачева , 2011. С. 169; Сапрыкина , 2015. С. 209). Фильерами, вероятно, служили железные пластины с отверстиями разных диаметров. Находки таких инструментов с территорий Барбарикума в интересующий нас период редки. Одним из примеров может служить находка с болотной площадки в Иллерупе Адале, интерпретируемая как волочильная доска и одновременно матрица для ковки заклепок ( Dobat , 2008. S. 25, 26. Fig. 3). Миниатюрная фильера и другие миниатюрные инструменты для ювелирного дела являются декором золотого пояса, происходящего из клада, обнаруженного в Шимлеу-Силванией (современная Румыния), датируемого IV–V вв. н. э. ( Capelle , 1994). Кроме того, волочильная доска была найдена в погребении 10 гепидского некрополя в Банде, район
Муреш, Румыния. В состав этого погребения входило множество инструментов для металлообработки ( Dobat , 2008. Fig. 38).
Несмотря на то что к моменту бытования вещей круга варварских эмалей техника волочения уже была широко известна, в составе клада нет ни одного предмета, изготовленного с помощью фильеры. При использовании волочильной доски заготовку протаскивают через коническое отверстие, из-за чего уменьшается ее диаметр (иногда форма сечения), а длина увеличивается. Соответственно, проволока, изготовленная таким способом, имела одинаковый диаметр на всем протяжении, возможно, немного тоньше на одном из концов, который первым помещали в инструмент. Однако во всех изделиях, вошедших во вторую группу, размер (а иногда и форма) сечения неоднороден. Таким образом, можно заключить, что фильера не была использована и основным формообразующим методом для создания проволоки была ковка. Кроме того, на проволоке отсутствуют продольные линии, характерные для применения волочения.
Для создания спиральных пронизей округлого сечения литая заготовка отковывалась до необходимого диаметра. Периодически проволоку необходимо помещать в огонь – отжигать, чтобы убрать возникающее остаточное напряжение в металле. Для уверенной фиксации применения приема отжига проводится металлографический анализ, что в условиях музейного хранения невозможно. На большинстве изделий этой группы не зафиксировано дефектов, связанных с отсутствием отжига, что может являться косвенным признаком применения данной техники. На некоторых проволоках есть трещины и расслоения, характерные для нарушения процедуры отжига. В основном они зафиксированы на спиральных пронизях округлого сечения – «кольцах». На изделиях Б2111/69, 2111/59, Б 549/323/4,7 (рис. 1: 1 ) и 2111/66 присутствуют трещины и расслоение металла, причем на последнем брак расположен на самом конце пронизи. Мастер, вероятно, пытался таким образом скрыть дефект. На одном из спиральных браслетов – Б 2111/53 (Брянский клад…, 2018. С. 343. Рис. 43: 4 ) – также фиксируются трещины и расслоения.
В свою очередь, пронизи, имеющие сегментовидное или треугольное сечение, подвергались последующей доработке. Формообразование производилось на наковальне с желобком, соответствующим сечению проволоки. Так как на другую сторону производилось воздействие обычным молотком, а не штампом, проволока принимала форму желобка (округлую или с ребром) с одной стороны, а с другой – становилась плоской.
На некоторых пронизях зафиксированы продольные бороздки (Б 2111/143, 146, 148–150; Б 549/326, 327/1, 327/9) на разных участках изделия по всей его протяженности. Такие следы могут возникать при создании проволоки из сложенной пополам и откованной пластины. Однако нельзя исключать и производственный брак.
Для создания всех типов пронизей формообразующей технологией была ковка. Несмотря на то что плоские в сечении пронизи могли нарезаться из листа, к ним также применялась обработка давлением. Все они имеют разную ширину на всей протяженности, а по краю не сохранились следы использования ножниц или других инструментов.
Как уже говорилось выше, большинство пронизей сохранилось фрагментарно, но у значительного их числа, по меньшей мере, одно из окончаний осталось не обломанным. Зафиксировано два способа формирования окончаний на проволочных изделиях. На большинстве изделий, в первую очередь на спиральных пронизях, за исключением некоторых пронизей округлого сечения (колец), окончания приострены или уплощены с помощью ковки. На некоторых спиральных браслетах – Б2111/50 (Брянский клад…, 2018. С. 343. Рис. 43: 1 ) – применялась такая же техника формообразования окончания. Также зафиксировано, что на некоторых изделиях проволоку обрубали. В основном это спиральные пронизи округлого сечения – Б 2111/56, 58, 64, 65, 71,72; Б 549/323 (Там же. С. 326. Рис. 26). На спиральных браслетах зафиксировано применение обоих приемов для оформления окончания. На предметах Б 2111/49, 52, 53 (Там же. С. 343. Рис. 43: 3, 4, 5 ) одно окончание браслета приострено с помощью ковки, а другое обрублено. У браслета Б 2111/51 (Там же. С. 343. Рис. 43: 2 ) один из концов не оформлен, его сечение больше, чем среднее сечение дрота браслета; кроме того, он менее проработан с точки зрения формирования сечения.
После того как проволока была сделана, мастер приступал к этапу изгибания – формированию спирали. Проволоку плотно навивали на специальный стержень, соответствующий внутреннему диаметру будущего изделия. Для фиксации проволоки могли использоваться тиски или клещи: на пронизи Б 2111/127 (Брянский клад…, 2018. С. 327. Рис. 27: 4 ) на одном из концов видна бороздка, которая может являться следом от фиксировавшего пронизь инструмента.
Последней категорией вещей из этой группы являются гривны. Всего их шесть штук в составе двух кладов. Все они относятся к типу витых гривен с окончаниями в виде петель и сделаны из трех массивных проволок. Для создания такого типа украшений также использовалась литая заготовка, к которой применялась ковка. На одной из гривен – Б 2111/3 (Брянский клад…, 2018. С. 393. Рис. 94) – зафиксированы следы литейного брака – пористость, которая не была окончательно скрыта во время ковки. После создания заготовки основная ее часть отковывалась до округлой формы, а окончания – в подпрямоугольную форму. Как уже писалось выше, мастеру необходимо было применять отжиг. Но, вероятно, термическое воздействие на стержень-заготовку применялось в недостаточной мере, так как на двух гривнах – Б 2111/3, 5 (Там же. С. 393. Рис. 94; С. 309. Рис. 9) – отмечено расслоение металла и трещины. Впрочем, этот брак присутствует только в одном месте на каждом из изделий, что скорее свидетельствует о нарушении технологии отжига.
После предварительной подготовки проволок (придания им нужного сечения) раскованные концы изгибались. Вероятно, изгибание проходило без применения ригеля, так как все окончания имеют неровный край и изломы формы в некоторых местах. После загибания колец на окончаниях заготовок они компоновались и фиксировались. Для фиксации могли быть использованы щипцы: на двух гривнах – Б 549/301, Б 2111/2 (Булычов, 1899.Табл. VIII: 3; Брянский клад…, 2018. С. 308. Рис. 8) – отмечены бороздки у основания перехода колец в основную часть гривны. В процессе скручивания проволок необходимо было также применять отжиг. Возможно, дефекты, связанные с отсутствием термического воздействия, появились в ходе скручивания заготовок. О способе придания округлой формы гривне уверенно судить невозможно. Она могла изгибаться механическим способом в результате отковывания скрученных вместе проволок на наковальне до получения кольца.
Третья технологическая группа представлена изделиями, сделанными из литой заготовки с последующей обработкой давлением (степень обжатия более 50–60 %), косметической обработкой и нанесением орнаментации (не во всех случаях). Изделия, входящие в группу, представлены налобными венчиками разных типов, деталями вайнаги (пронизи и пластинчатые обоймы), пластинчатыми цилиндрическими пронизями. Кроме того, сюда могут быть включены пластинчатые зажимы, пластинчатые привески-лунницы, оковки питьевых рогов, круглая бляшка, трапециевидные привески всех типов.
Самой технологически сложной категорией вещей в этой группе могут считаться венчики. Всего в составе двух кладов представлено 13 венчиков. Для некоторых предметов (Б 549/311, 312, 313, 316) не представляется возможным реконструировать технологические процессы в полном объеме из-за проведенных в XX в. реставрационных мероприятий. Реставрация была выполнена по методам того времени, что негативно сказалось на возможности трасологического анализа. Реконструкция технологических процессов создания схожего типа венчиков из Троицкого клада была произведена И. А. Сапрыкиной ( Сапрыкина , 2004. С. 133, 134). Также вариант изготовления пластинчатых изделий круга восточноевропейских эмалей предложен С. В. Воронятовым ( Воронятов , 2014. Рис. 6). На наш взгляд, предложенная им реконструкция технологического процесса изготовления пластинчатых изделий неприменима к венчикам, т. к. литые окончания не могут быть сделаны из листового металла.
Большинство головных венчиков были сделаны из литой заготовки, кроме двух венчиков из Мощинского клада – Б 549/311, 312 ( Булычов , 1899. Табл. VIII: 1, 4 ; Брянский клад…, 2018. С. 362. Рис. 62). Обособленно стоит еще один венчик из Мощинского клада - Б 549/316 ( Булычов , 1899. Табл. VIII: 2 ; Брянский клад…, 2018. С. 363. Рис. 63), он также изготавливался из литой заготовки, но последующая обработка отличалась, о чем будет сказано ниже. Литая заготовка представляла собой прут округлого сечения (в одном случае подпрямоугольного сечения - Б 549/313) ( Булычов , 1899. Табл. VIII: 5 ; Брянский клад..., 2018. С. 356. Рис. 56: 1а, 1б ), имеющий утолщение в центральной части, с литыми шишечками на концах (чаще конической, но иногда пирамидальной формы). Мастер определял длину окончаний, которые не будут уплощаться, и им придавалась подпрямоугольная форма, после чего они тордировались. Вероятно, при проведении этих операций применялся отжиг, так как дефекты, связанные с его отсутствием, не зафиксированы. Далее происходила обработка центральной части, которая уплощалась в значительной степени: степень обжатия составляет более 60 %. После этого заготовка орнаментировалась и сгибалась в обруч. В какой из этапов происходило загибание окончаний венчика для создания замка, реконструировать невозможно.
Заметим, что на венчиках зафиксировано большое количество брака при нанесении чеканного орнамента окружностями, часто они смазаны или сделаны по несколько раз. Подобные дефекты зафиксированы и на литых браслетах. В случае с браслетами это связано с тем, что нанесение орнамента на изогнутую вещь было сложной и трудоемкой операцией. Уверенно говорить о причинах орнаментального брака на венчиках не представляется возможным. Вероятнее всего, это было связано с навыками мастера. На большинстве исследованных экземпляров отсутствуют следы разметки, а орнамент часто нанесен неаккуратно.
Венчик Б 549/316, как уже писалось выше, также создавался из литой заготовки, но его окончания не тордировались, имели меньшую длину и завершались полусферическими шишечками. Вероятно, орнамент на него наносился тоже после изгибания в обруч, поскольку некоторые орнаментальные элементы имеют нечеткие границы и иногда дублируют друг друга. Фиксация полусферических штифтов происходила также после нанесения орнамента, так как во всех случаях декор уходит за границу штифта. Возможно, форму края изделия подправляли срезанием излишков металла, но с полной уверенностью говорить об этом нельзя, т. к. реставрационные мероприятия, проведенные ранее, не дают возможности уверенно обследовать край изделия.
Технология изготовления двух пластинчатых венчиков из Мощинского клада реконструируется плохо. Можно уверенно говорить, что венчик Б 549/312 ( Булычов , 1899. Табл. VIII: 4 ; Брянский клад..., 2018. С. 3б2. Рис. 62: 1а ) был изготовлен из раскованного литого стержня, а излишки металла, возможно, были срезаны. Об этом свидетельствует то, что к концам он сужается и утолщается. После этого наносилась орнаментация без предварительной разметки, следующей операцией было изгибание по форме.
На основании исследования некоторых венчиков можно говорить, что для их орнаментации применялась разметка, однако основная часть изделий этой категории делалась без нее. Лучше всего следы линейной разметки фиксируются на изделии Б 549/316. На венчиках использовался как чеканный орнамент, так и гравировка, кроме того, часто фиксируется техника тремоло. На внешней поверхности большинства венчиков зафиксированы риски, свидетельствующие о применении шлифовки поверхности. Шлифовка применялась также к окончаниям-шишечкам, что особенно хорошо заметно по рискам в месте вхождения в них тордированого дрота.
Реконструировать начальный этап создания пластинчатых пронизей и трапециевидных привесок не представляется возможным из-за значительных утрат по краю изделий. Можно предположить два варианта: они вырезались из заранее сформованного листа или они расковывались из литого стержня, а излишки металла срезались. Крупные трапециевидные привески (Брянский клад…, 2018. С. 323. Рис. 23: 1 ; С. 514. Табл. XXII: 16 ; С. 393. Рис. 94; С. 499. Табл. VII; Булы-чов , 1899. Табл. XI) после придания им формы шлифовались, орнаментировались тиснением (рис. 1: 2 ). На одном из этапов к ним приклепывалась дужка из раскованной проволоки с помощью штифта. Маленькие трапециевидные привески есть только в Брянском кладе (Брянский клад…, 2018. С. 323. Рис. 23: 2–13 ; С. 514. Табл. XXII: 9–15 ), на них нет орнамента. После создания заготовки они шлифовались, а в верхней части пробивалось сквозное отверстие, на котором крепилось проволочное кольцо для подвешивания.
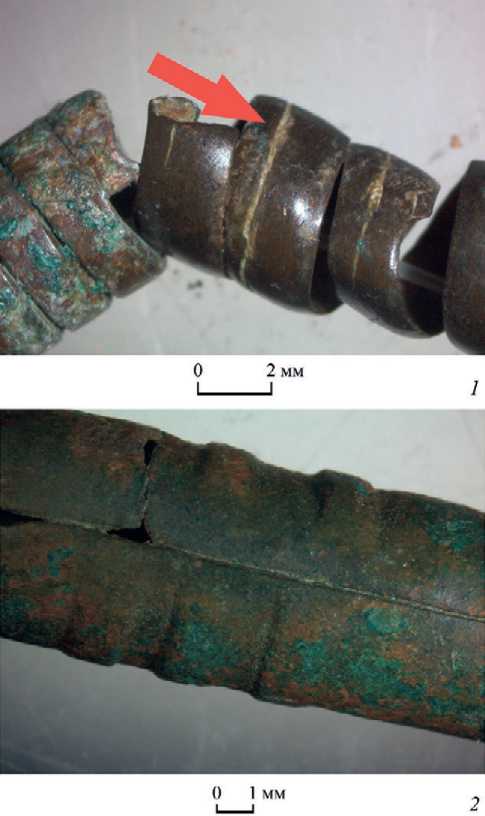
Цилиндрические пластинчатые пронизи есть в составе двух кладов (всего в составе двух кладов 56 таких предметов). В состав Мощинского клада входила вайнага (Булычов, 1899. Табл. XII), из-за этого точно определить количество пронизей, не являющихся ее деталями, невозможно. Все пронизи представлены несколькими типами: округлые в сечении без орнамента (Брянский клад…, 2018. С. 329. Рис. 29: 10–15; С. 515. Табл. XXIII), округлые в сечении с поперечным орнаментом (Там же. С. 328. Рис. 28: 13–16; С. 329. Рис. 29: 1–9; С. 515. Табл. XXIII) и уплощенные с точечным орнаментом. Пронизи первого типа изгибались сразу же после создания. Вероятно, на каком-то этапе применялась полировка, однако риски, свидетельствующие об этом, отсутствуют. Второй тип пронизей требовал больше технологических операций. После получения заготовки подпрямоугольной формы на нее наносился орнамент в виде группы поперечных полос. Для нанесения орнамента применялось тиснение, таким образом, орнамент был выпуклым с внешней стороны. После нанесения орнамента пронизи изгибались на ригеле и аккуратно проковывались таким образом, чтобы края были расположены встык, иногда немного внахлест. В ходе проковки, особенно в месте стыковки краев, мог быть поврежден выпуклый орнамент (рис. 2: 2). Последний тип есть только в Мощинском кладе и входит в состав вайнаги. Пронизи и обоймы, входящие в состав вайнаги, не будут подробно разбираться в этой работе, т. к. этот сюжет требует отдельного рассмотрения.
Для пластинчатых привесок-лунниц (Брянский клад…, 2018. С. 322. Рис. 22; С. 512. Табл. XX) формообразующей операцией также являлась ковка. На уплощенную основу, сформированную из проволоки подковообразной формы, с помощью штифта фиксировалась проволока, уплощенная в центральной части, образуя дужку. Окончания основы и центральной части изгибались в кольцо, в процессе изгибания к ним подвешивались биспиральные привески.
Исследование и анализ технологических следов на предметах, входящих в состав кладов, показывает, что мастера-ювелиры, создавшие эти вещи, применяли множество приемов металлообработки для создания вещей. Однако они не всегда использовали передовые навыки того времени. В частности, не зафиксировано ни одного примера создания проволоки с помощью волочильной доски. Кроме того, даже в рамках одного комплекса-клада присутствуют вещи, сделанные на разном уровне. Примером может служить степень проработанности восковой модели с обратной стороны, например, плохо прорезанный сквозной орнамент на фибуле Б 2111/78 (Брянский клад…, 2018. С. 314. Рис. 14; С. 503. Табл. XI: 2 ).
Значительной и самой яркой частью комплексов являются литые предметы и предметы с эмалевыми вставками, относящиеся к первой технологической группе. Для их создания применялось множество различных инструментов и знаний, которые позволяли создавать сложные с технологической точки зрения предметы. Конечно, восстановить реальное количество брака не представляется возможным, так как вещи могли идти на переплавку. Однако в составе кладов количество вещей, имеющих дефекты, которые сильно влияли на их внешний вид, невелико. Этот факт связан в том числе и с очень тщательной постлитейной обработкой. Заметим, что даже такие качественные вещи могли создаваться кустарным способом. Этот вывод стало возможным сделать благодаря экспериментам творческой мастерской «RUNA». В ходе эксперимента было показано, что литые заготовки или даже вещи целиком, включая этапы эмалирования
2 мм
1 мм
Рис. 2. Примеры технологических следов
1 – пронизь из сложенной пластины; 2 – следы повреждения тисненого орнамента при изгибании и постлитейной обработки, в том числе декорирование, могли создаваться не в крупной мастерской ограниченным числом мастеров.
Ковка также была очень важным формообразующим приемом. Она применялась как для создания проволочных изделий, так и для вещей из пластин или со значительным обжатием какой-то части предмета. Результаты исследования предметов из проволоки показали, что массивные изделия, такие как гривны, изготавливались из прокованного литого стержня. В свою очередь, для других предметов (пронизи, браслеты и пр.) использовались разные техники: формовка литого стержня, ковка на наковальне с желобком, ковка сложенной пополам пластины. Как уже отмечалось, тянутая проволока не была зафиксирована ни на одном из изделий. Количество брака, связанного с отсутствием или, вероятнее всего, с недостаточной степенью отжига, высоко, но все же можно уверенно говорить, что ювелиры знали о необходимости проведения этой процедуры.
Пластинчатые изделия создавались как из заранее раскованной пластины, так и из литых заготовок, впрочем, это никак не отражалось на качестве изделия. Не исключено, что для пластинчатых изделий использовались специальные инструменты (ножницы, долота) для удаления излишков металла и придания украшению запланированной формы.
Мастера круга восточноевропейских эмалей имели также разнообразные инструменты для нанесения орнамента, однако использовали самые простые и широко известные приемы. Основными техниками были: тиснение, гравировка, чеканка и тремоло. Нередко, особенно на изделиях третьей группы, орнаментация была нанесена неаккуратно. Не была использована разметка, а чеканный орнамент нанесен не под прямым углом или нанесен дважды на одно и то же место. Также на некоторых украшениях присутствуют браки или следы ремонта, что не мешало продолжать их использовать. Возможно, это свидетельствует об отсутствии прямой связи между производителем и потребителем ( Зайцева, Сарачева , 2011. С. 273). Что, в свою очередь, также косвенно подтверждает гипотезу о небольших мобильных мастерских.
Таким образом, наиболее технологически проработанным приемом, используемым мастерами-ювелирами круга восточноевропейских эмалей, было литье по восковой модели. В свою очередь, в ходе эксперимента было показано, что эта работа не требовала стационарной мастерской и могла исполняться кустарным способом. При этом наличие незначительных браков на изделиях не влияло на потребительский спрос.
Список литературы Некоторые аспекты технологии изготовления вещей из брянского и мощинского кладов
- Брянский клад украшений с выемчатой эмалью восточноевропейского стиля (III в. н. э.) / Ред. А. М. Обломский. М.: ИА РАН, 2018. 562 с. (РСМ; вып. 18.)
- Булычов Н. И., 1899. Журнал раскопок по части водораздела верхних притоков Волги и Днепра. М.: Т-во тип. А. И. Мамонтова. 85 с.
- Воронятов С. В., 2014. Металлообработка Почепского селища: мастера культур западнобалтского круга и начальный этап стиля варварских выемчатых эмалей // АВ. Вып. 20. СПб.: ИИМК РАН. С. 189-204.
- Зайцева И. Е., Сарачева Т. Г., 2011. Ювелирное дело "Земли вятичей" во второй половине XI -XIII в. М.: Индрик. 404 с.
- Корзухина Г. Ф., 1978. Предметы убора с выемчатыми эмалями V - первой половины VI в. н. э. в Среднем Поднепровье. Л.: Наука. 123 с. (САИ; вып. Е1-43.)
- Минасян Р. С., 2014. Металлообработка в древности и Средневековье. СПб.: Изд-во ГЭ. 472 с.
- Обломский А. М., Терпиловский Р. В., 2007. Предметы убора с выемчатыми эмалями на территории лесостепной зоны Восточной Европы (дополнение сводов Г. Ф. Корзухиной, И. К. Фролова и Е. Л. Гороховского) // Памятники киевской культуры в лесостепной зоне России (III - начало V в. н. э.) / Ред. А. М. Обломский. М.: ИА РАН. С. 113-141. (РСМ; вып. 10.)
- Румянцева О. С., 2018. Технология изготовления эмалевых вставок // Брянский клад украшений с выемчатой эмалью восточноевропейского стиля (III в. н. э.) / Ред. А. М. Обломский. М.: ИА РАН. С. 189-198. (РСМ; вып. 18.)
- Рыбаков Б. А., 1948. Ремесло Древней Руси. М.: Изд-во АН СССР. 802 с.
- Сапрыкина И. А., 2004. Приемы изготовления ювелирных украшений из "клада" Троицкого городища // АП / Ред. А. В. Энговатова. М.: ИА РАН. С. 128-135.
- Сапрыкина И. А., 2015. Техника изготовления золотых изделий из Фанагории // Фанагория. Результаты археологических исследований. Т. 2. Золото Фанагории / Ред. М. Ю. Трейстер. М.: ИА РАН. С. 208-265.
- Сапрыкина И. А., 2018. Некоторые данные к технике изготовления и химическому составу цветного металла предметов из Брянского клада // Брянский клад украшений с выемчатой эмалью восточноевропейского стиля (III в. н. э.) / Ред. А. М. Обломский. М.: ИА РАН. С. 227-236. (РСМ; вып. 18.)
- Филипова И. А., Хайченко В. Е., 2016. Технологические основы декоративной обработки и художественного литья металлов: учебное пособие. Калуга: Калужский филиал МГТУ им. Н. Э. Баумана. 48 с.
- Черных Е. Н., Хоферте Д. Б., Барцева Т. Б., 1969. Металлургические группы из цветного металла I тысячелетия н. э. из Прибалтики // КСИА. Вып. 119. С. 109-120.
- Akhmedov I. R., Rodinkova V. E., Saprykina I. A., 2014. The "belt" from Krasny Bor in the collection of the State Historical Musem, Moscow // Wiadomosci Archeologiczne. LXV. Warszawa. S. 125-133.
- Capelle T., 1994. Die Miniaturenkette von Szilagysomlyo (Simleul Silvaniei). Bonn: Habelt. 112 p.(Universitatsforschungen zur prahistorischen Archaologie; 22.)
- Dobat A. S., 2008. Werkzeuge aus kaiserzeitlichen Heeresausrustungsopfern. Mit besonderer Berucksichtigung der Fundplatze Illerup Adal und Vimose. Arhus: Aarhus University Press: Jysk Arkeologisk Selskab. 117 s.
