Необходимость проектирования участка межклетьевого охлаждения подката

Автор: Афонин Д.А., Долгов Н.А., Белякова А.П., Жабаева В.а
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 1 (55), 2020 года.
Бесплатный доступ
В данной статье рассмотрены аспекты применения автоматизации для участка межклетьевого охлаждения подката, особенности данной конструкции и необходимость проектирования участка межклетьевого охлаждения подката.
Чёрная металлургия, листовая прокатка, охлаждение подката, автоматизация межклетьевого охлаждения подката, стан "2800"
Короткий адрес: https://sciup.org/140275033
IDR: 140275033 | УДК: 621.771
The need for designing the interchange cooling plot
This article discusses aspects of the use of automation for the inter-stand cooling section of a tackle, the features of this design and the need to design a section of inter-stand cooling of a tackle.
Текст научной статьи Необходимость проектирования участка межклетьевого охлаждения подката
В настоящее время при производстве листового проката по режимам контролируемой прокатки, контролируемой прокатки с ускоренным охлаждением, термомеханической прокатки, для достижения заданной температуры начала прокатки в чистовой клети «КВАРТО» стана «2800», раскаты после прокатки в черновой клети «ДУО» охлаждаются в режиме «покачивания» на рольгангах, расположенных между клетями «ДУО» и «КВАРТО», которые изображены на рисунке 1. Количество раскатов, находящихся одновременно на клетях «ДУО» и «КВАТРО» и на рольгангах между клетями, составляет 4 шт. – при прокатке слябов толщиной 190 мм. и 3 шт. – при прокатке слябов толщиной 270 мм. При применении вышеописанной технологии производства листового проката, с регламентированной температурой начала прокатки на чистовой клети «КВАРТО», продолжительность «подстуживания» раскатов на рольгангах между клетями превышает продолжительность прокатки в каждой из клетей, что вызывает простои оборудования главной линии стана «2800», и соответственно, снижение производительности стана «2800».
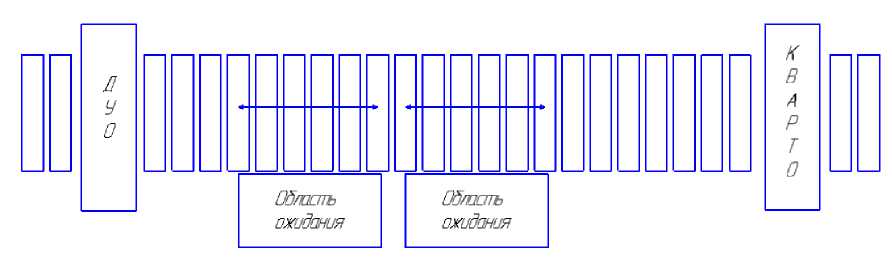
Рисунок 1 – Схема полного цикла проката без установки межклетьевого охлаждения подката
При создании такой системы необходимо решить ряд следующих задач:
1) системный анализ существующих алгоритмов автоматизированных участков межклетьевого охлаждения подката;
2) разработка моделей и методов проектирования участка межклетьевого охлаждения подката;
3) создание алгоритма проектирования участка;
4) разработка программной системы автоматизированного проектирования участка;
Одновременно при данной технологии производства листового проката толщиной 14 мм. и более, прокатываемого из раскатов толщиной 60 мм., и более, междеформационная пауза между прокаткой в клетях «ДУО» и «КВАРТО» составляет 400-600 сек., в результате чего производительность стана составляет 20-23 шт./час. Сооружение установки межклетьевого охлаждения подкатов перед клетью «КВАРТО» стана «2800» позволит производить охлаждение раската перед прокаткой в чистовой клети «КВАРТО» с одновременным сокращением времени простоя прокатных клетей, позволит увеличить темп прокатки и производительность стана «2800», при производстве листового проката с регламентированной температурой начала прокатки на чистовой клети « КВАРТО», данная схема изображена на рисунке 2.
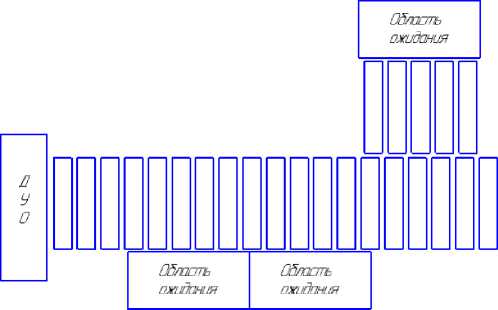
Рисунок 2 – Схема полного цикла проката с установкой межклетьевого охлаждения подката
Таким образом, ожидается увеличение часовой производительности стана «2800» при производстве листового проката с регламентированной температурой начала прокатки на чистовой клети «КВАРТО» до 24-26 шт./час, т.е. на 51000 тонн в год. Указанное увеличение объема производства толстолистового проката не потребует дополнительных реконструктивных мероприятий на предприятии.
Список литературы Необходимость проектирования участка межклетьевого охлаждения подката
- Шалимова, Н.И. Черная металлургия / Н.И. Шалимова. - М.: Металлургия, 1986. - 229 с
