Непрерывный контроль температуры жидкой стали в технологических агрегатах металлургического производства

Автор: Парсункин Борис Николаевич, Андреев Сергей Михайлович, Бондарева Альбина Робертовна, Ахметов Урал Булекбаевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 3 т.18, 2018 года.
Бесплатный доступ
Рассмотрен метод непрерывного объективного контроля температуры жидкой стали в металлургических агрегатах сталеплавильного и литейного производств. Метод характеризуется достаточно высокой точностью (±9 °С), простотой эксплуатации, надежностью и сроком работоспособности, превышающим срок службы огнеупорной кладки технологического агрегата. Целью работы является разработка метода непрерывного контроля температуры жидкой стали в технологических агрегатах металлургического производства. В основу адаптированного метода положено решение обратной задачи теплопроводности (обычно некорректного), когда по известным температурам по слоям активной толщины огнеупорной кладки (до 80 мм) восстанавливается температура на границе «расплав - огнеупорная кладка». К элементам новизны в работе относится новый методический подход к непрерывному объективному контролю температуры жидкой стали в металлургических агрегатах. Приведены результаты обоснования и технического решения, результаты исследования точности метода на опытном стенде и в реальных производственных условиях на дуговой сталеплавильной печи. Полученные экспериментальные материалы свидетельствуют о достаточно высокой точности и эффективности рассматриваемого расчетного метода непрерывного контроля температуры жидкого расплава. Данная задача актуальна в условиях использования сталеплавильных агрегатов как эффективных установок для получения нагретого до заданной температуры расплава. Особенно целесообразно использование метода в установках внепечной доводки стали «печь - ковш». Расчетный метод предназначен для программной реализации с использованием отечественных недорогих микропроцессорных регулирующих контроллеров как в качестве автономного информационного технического средства контроля, так и в составе интегрированного элемента в АСУТП сталеплавильного производства.
Непрерывный контроль, температура жидкой стали, многозонная термопара, обратная задача теплопроводности, программная реализация
Короткий адрес: https://sciup.org/147232502
IDR: 147232502 | УДК: 621.7 | DOI: 10.14529/met180304
Continuous temperature control of liquid steel in technological units of metallurgical production
The article considers the method of continuous objective control of the temperature of liquid steel in metallurgical aggregates of steelmaking and foundry industries. The method is characterized by a sufficiently high accuracy (±9 °С), simple operation, reliability and service life, exceeding the service life of the refractory masonry of the process unit. The aim of the work is to develop a method for the continuous monitoring of the temperature of liquid steel in technological units of metallurgical production. The basis of the adapted method is the solution of the inverse heat conduction problem (usually incorrect), when, at known temperatures, temperatures on the layers of active thickness of refractory masonry (up to 80 mm) restore the temperature at the “melt - refractory masonry” boundary. The new methodological approach to the elements of novelty in the work is the continuous objective control of the temperature of liquid steel in metallurgical aggregates. The results of the justification and the technical solution, the results of the study of the accuracy of the method on the experimental bench and in real production conditions on the arc steel furnace are presented. The obtained experimental data reflect the sufficiently high accuracy and efficiency of the considered calculation method of continuous monitoring of the temperature of liquid melt. This task is relevant in the conditions of using of steel-furnace aggregates as efficient installations for obtaining the melt heated to a certain temperature. It is advisable to use the method in installations of out-of-furnace finishing of steel “furnace - ladle”. The calculation method is designed for software implementation using domestic low-cost microprocessor controllers both as an autonomous information technical control means and as part of an integrated element in the process automation system of steelmaking.
Текст научной статьи Непрерывный контроль температуры жидкой стали в технологических агрегатах металлургического производства
В условиях поточного конвертерного и электродугового сталеплавильных производств для оперативного и целенаправленного управления технологическим режимом актуальной проблемой является объективный, непрерывный, малозатратный, рассчитанный на длительную эксплуатацию метод контроля текущей температуры жидкой стали и температуры защитной огнеупорной кладки рабочего пространства технологического агрегата.
Особенно важной эта проблема становится в условиях, когда сталеплавильные агрегаты используются как эффективные установки для получения нагретого до заданной температуры расплава. А все технологические операции по доводке металла по химическому составу и конечной заданной температуре пе- реносятся в сталеразливочные ковши на агрегатах печь-ковш (АПК).
Известные методы непрерывного или периодического контроля температуры жидкой стали по ходу технологического процесса, как правило, характеризуются трудоемкостью, сложностью реализации, ненадежностью и даже опасностью для технологического персонала (измерение разовой термопарой погружения) [1–3].
Основой рассматриваемого метода является способ, предложенный Н.А. Спириным для измерения температуры рабочего пространства доменной печи.
Адаптированный к сложным условиям сталеплавильного производства метод непрерывного измерения температуры жидкой стали теоретически обоснован, исследован на опытном стенде и испытан в условиях реального производства.
Метод непрерывного контроля температуры жидкой стали
В условиях высокопроизводительной работы сталеплавильного агрегата, когда 380 т стали производится за 40 мин при выполнении всех технологических операций конвертерной плавки, в теплообменном процессе активно участвует только небольшой (45–65 мм) слой огнеупорной кладки, расположенной ниже уровня расплава. Поэтому для определения текущей температуры жидкой стали tст(τ) использование изменения текущей температуры активного слоя огнеупорной кладки сталеплавильного агрегата правомерно и технологически оправдано [4–7].
Реализация рассматриваемого метода осуществляется за счет измерения текущей температуры активного слоя огнеупорной кладки в 3–5 равноотстоящих точках по толщине (до 80 мм) от границы раздела «жидкая сталь – огнеупорная кладка».
Определение текущего изменения температуры во времени и по толщине активного слоя кладки осуществляем путем численного решения типового одномерного уравнения теплопроводности [8–11]
5 t ( x , t ) 5 x
„ . d t ( x , t ) d . , .
с '( t ) / = — *( t )
от о x
,
-
0 < x < 5 ,
где t ( x , τ) – распределение температуры по толщине огнеупорной кладки во времени, К; τ – текущее время, с; S – толщина огнеупорной кладки, м; с' ( t ) – удельная объемная теплоемкость материала кладки, Дж/(м3∙К); λ( t ) – теплопроводность материала, Вт/(м∙К), с' ( t ) и λ( t ) – как функции температуры.
Решение уравнения (1) осуществляется при граничных условиях:
-
– на границе жидкой стали с кладкой, при x = 0
-
t ст (0, τ ) = t ст ( τ ); (2)
-
– на границе кладка – окружающая среда, при x = S
X ( t )й^ a _ ( t окс _ t пов ), (3)
ax где tок.с, tпов – соответственно температура наружного воздуха и температура металлического защитного кожуха агрегата; αк – коэффициент конвективной теплопередачи, Вт/(м2∙К).
В начальный момент времени температура огнеупорной кладки по всей толщине принимается постоянной
t ( x, 0) = t нач = const при 0 < x < 5 . (4)
Расчетное определение температуры жидкой стали t ст (τ) на границе «расплав – огнеупорная футеровка» осуществляется путем численного решения обратной задачи теплопроводности, когда по известному распределению температуры в фиксированных точках по толщине огнеупорной кладки и постоянной известной температуре окружающей среды необходимо восстановить температуру расплава на внутренней стороне огнеупорной кладки.
Решение поставленной обратной задачи теплопроводности прямыми численными методами является некорректным. Поэтому необходимо использовать итерационный метод решения, суть которого заключается в следующем.
В каждый момент времени необходимо осуществлять подбор такого значения температуры жидкой стали t ст (τ), при котором непрерывное распределение температуры по толщине кладки, полученное при решении прямой задачи (1) теплопроводности, совпадало бы с измеренными температурами в дискретных точках.
Значит, требуется, чтобы во всем диапазоне активной толщины кладки соблюдалось условие m
I = E [ ti ( x/ ) - ti ( x ) ] 2 ^ min, (5)
i = 1
где ti *, ti – соответственно измеренное и расчетное значение температур в точках по толщине активной зоны с координатами xi ; i = 1, 2, …, m – количество датчиков по толщине активной зоны измерения температур.
В рассматриваемом случае функционал (5) можно принять за функцию, аргументом которой является искомая температура стали t ст (τ)
J = f [ t ст < т > ] > min;
t c min ( T ) < t C t ( t ) < t тах ( т ).
Поиск минимума функции f [ t ст (τ)] (6) можно осуществить, используя типовой программный метод поиска минимума функции одной переменной «золотого сечения» [12].
Исследование метода непрерывного измерения температуры жидкой стали на опытном стенде
Проверка работоспособности, оценка величины погрешности, обоснованности использованного теоретического, алгоритмического, программного и технического обеспечения рассматриваемого метода осуществлена на опытном компьютеризированном стенде, полностью имитирующем реальные условия.
По толщине основания емкости из огнеупорного высокоглиноземистого материала, внутренняя поверхность которой водоизолирована тонким слоем водостойкого лака, на фиксированных расстояниях 5, 12, 23, 27, 35, 42 мм замурованы датчики температуры – термисторы (высокочувствительные полупроводниковые термометры сопротивления).
В качестве жидкости, температура которой непрерывно контролируется образцовой термопарой градуировки ТПР и должна одновременно определяться рассматриваемым расчетным методом, по показаниям датчиков температуры, установленных по толщине, используется вода.
Требуемое заданное значение температуры воды в текущий момент времени поддерживается изменением напряжения питания нагревателя. Для изменения напряжения использован автотрансформатор, движок кото- рого перемещается исполнительным механизмом, управляемым регулятором температуры в соответствии с ПИ-законом управления.
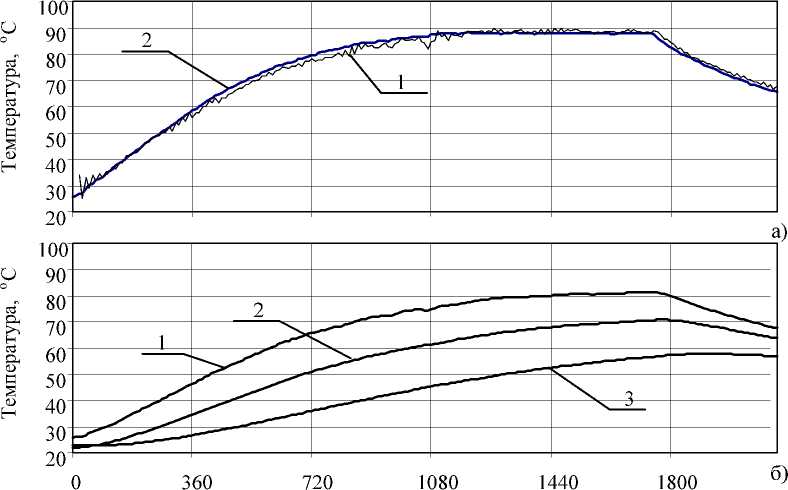
Изменение во времени расчетной величины t ст ( τ ), определяемой по текущим значениям температур, измеренным датчиками: 1–5 мм; 2–12 мм; 3–24 мм от границы раздела «жидкость» – «кладка», и «действительной» t ст *(τ), измеренной платиносодержащей термопарой градуировки ТПР, представлено на рис. 1.
Полученные экспериментальные материалы свидетельствуют о достаточно высокой точности и эффективности рассматриваемого расчетного метода непрерывного контроля температуры жидкого расплава [13–15].
В процессе исследования было установлено, что для снижения погрешности измерения температуры расположение датчиков по толщине огнеупорной кладки должно быть на одном уровне в виде многозонной термопары.
В производственных условиях толщина огнеупорной кладки сталеплавильных технологических агрегатов в результате разгара, образования гарнисажа или же при проведении профилактических плановых ремонтов непредсказуемо изменяется. Поэтому представляет интерес результат оценки влияния на величину погрешности метода расположение датчиков по толщине огнеупорной кладки.
Время, с
Рис. 1. Изменение во времени температур: а – расчетной температуры t ст (τ) – 1 и измеренной термопарой (действительной) t ст* (τ) – 2; б – измеренных датчиками, установленными на глубине: 1 – 5 мм; 2 – 12 мм; 3 – 23 мм от рабочей среды
Получены следующие результаты. Если для расчета t ст (τ) использовать датчики 1, 2, 3, установленные на расстояниях 5, 12, 23 мм от границы раздела «жидкость – кладка», максимальная погрешность отклонения t ст*(τ) от t ст (τ) составила 6,2 °С.
При использовании для расчета t ст (τ) датчиков 2, 3, 4, установленных на расстояниях 12, 23, 27 мм от границы раздела, максимальная погрешность составляет 8,7 °С.
Если для расчета t ст (τ) использовать датчики 3, 4, 5, установленные на расстояниях 27, 35, 42 мм от границы раздела, то максимальная погрешность отклонения t ст *(τ) от t ст (τ) составляет 20,2 °С.
С увеличением глубины закладки датчиков температуры максимальная величина погрешности возрастает практически по линейной зависимости.
Техническая реализация расчетного метода непрерывного измерения температуры жидкой стали
Практическая реализация расчетного метода непрерывного измерения температуры жидкой стали потребовала решения двух взаимосвязанных проблем.
Во-первых, разработать и изготовить компактный датчик, обеспечивающий непрерывный замер температуры в пяти фиксированных точках, расположенных по толщине огнеупорной кладки технологического агрегата. Срок службы или эксплуатационной надежности датчика должен быть соизмерим со сроком службы огнеупорной кладки или превышать этот срок.
Во-вторых, используя вычислительные и управляющие возможности современных микропроцессорных регулирующих контроллеров (МРК) создать рабочую программу решения обратной задачи теплопроводности, обеспечивающую в реальном времени расчетный непрерывный контроль текущей температуры жидкой стали по ходу технологического процесса.
В соответствии с поставленными условиями отечественная компания НПО «ТЕСЕЙ» изготовила малую серию многозонных термопар.
Рабочий чертеж многозонной кабельной термопары представлен на рис. 2.
Для более точной установки многозонной термопары в месте удобном для обслуживания необходимо использовать огнеупорный блок из материала огнеупорной кладки, установленный заподлицо с поверхностью кладки. При установке блока обязательно тщательно заполняется густым раствором из материала огнеупорной кладки.
Огнеупорный блок в центре имеет установочное отверстие, диаметр которого соответствует размеру рабочей части термопары.
Такой способ установки датчика позволяет в случае крайней необходимости быстрое извлечение и замену многозонной термопары.
При численном решении одномерной задачи теплопроводности для расчетного определения текущего распределения температуры по толщине огнеупорной кладки использован метод баланса для каждой элементарной ячейки сеточной области с учетом законов сохранения энергии и переноса тепла.
Простота реализации используемых разностных уравнений и отсутствие итерационных расчетов позволяют избежать влияния накладываемых ограничений и делают используемую схему особенно удобной для ис-
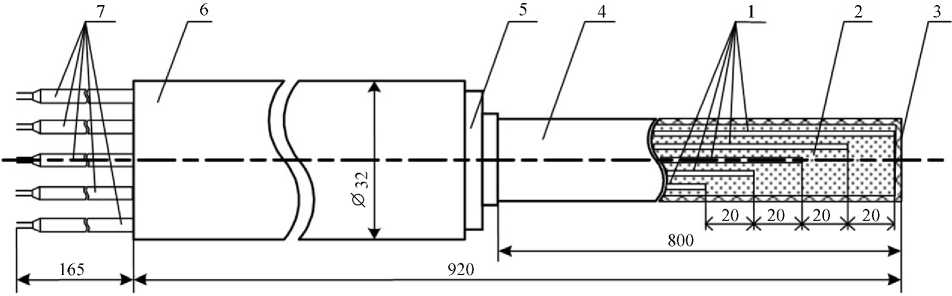
Рис. 2. Изображение многозонной термопары, используемой для расчета температуры жидкой стали: 1 – кабельные термопары градуировки ТХА или ТНН (нихросил-нисил); 2 – изолирующая засыпка из порошка Al 2 O 3 ; 3 – крышка рабочей части; 4 – рабочая часть термопары (жароупорная сталь); 5 – сварочный шов; 6 – внешний чехол (сталь 12Х18Н10Т); 7 – компенсационные кабели для термопар
пользования микропроцессорных регулирующих контроллеров (МРК) с фиксированным временем цикла, который принимается за величину шага по времени в используемой разностной схеме (0,01–0,02 с).
В приведенной схеме расчета в качестве исходных данных задается число расчетных слоев n , на которые разбита футеровка по толщине; число точек измерения m действительной температуры по толщине огнеупорной кладки (футеровки); координаты этих точек и текущая температура tj *; расчетное распределение температуры tik в предыдущий момент времени k (в предыдущий цикл расчета).
Задаются две переменные циклов:
– переменная i организует цикл расчета по слоям футеровки для расчета распределения температуры по толщине;
– переменная j осуществляет цикл расчета по точкам измерения действительной температуры и вычисления функционала (6). Вычисленное значение функционала сохраняется в переменной S текущего цикла.
Техническая реализация метода осуществлена на отечественном МРК типа РК-131.
Структурная схема системы непрерывного измерения температуры жидкой стали представлена на рис. 3.
Если система используется в качестве локального информационного канала, то цифро- вым индикатором является 4-разрядный индикатор МРК.
В качестве нормирующего преобразователя НП использованы блоки усиления сигналов с термопар БУТ-10, которые формируют на выходе стандартные токовые сигналы на 0–5 мА.
Решение задачи теплопроводности, расчет температуры жидкой стали, линеаризация сигналов с датчиков температур, формирование и вывод информационного сигнала на цифровой индикатор, а также передача данных в базу ЭВМ осуществляется программно с использованием библиотеки алгоритмов МРК и языка функциональных блоков «ФАБЛ».
Работа данного типа МРК организуется по принципу циклического сканирования и выполнения основной программы с фиксированным временем цикла. Реализация метода на МРК осуществляется с использованием простых операций умножения и сложения. Поскольку расчет осуществляется по циклам контроллера с использованием результатов расчета в предыдущем цикле, то обязательным условием реализации блоков расчета распределения температуры по толщине огнеупорной кладки является последовательное выполнение операций во времени расчета с первого по десятый слой.
Рассчитанные температуры слоев, в которых расположены термопары, и измеренные

Рис. 3. Структурная схема системы непрерывного измерения температуры жидкой стали
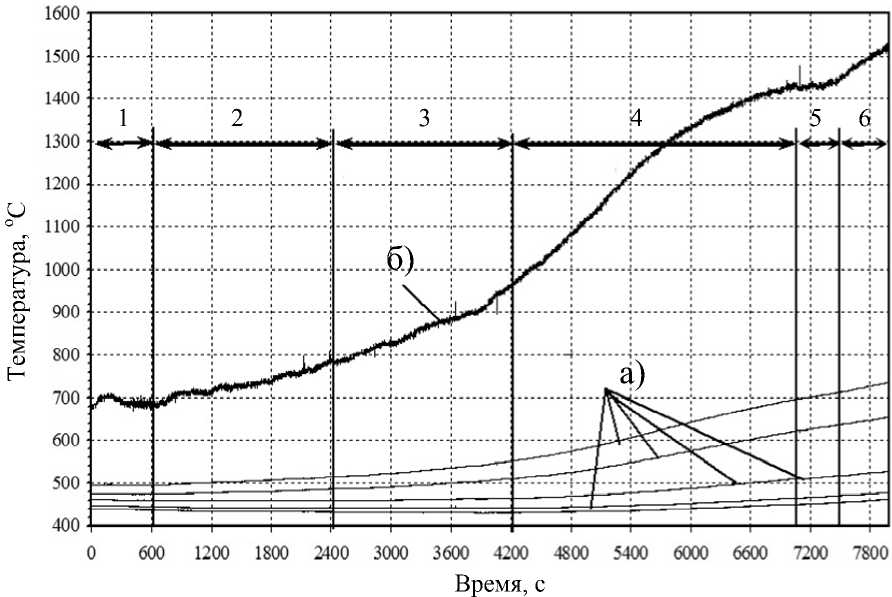
Рис. 4. Изменения температур в процессе выплавки стали марки 40Х24НСЛ в ДСП-3: а – по толщине огнеупорной кладки многозонной термопарой; б – расчетного значения температуры жидкой стали, определенной по предлагаемому методу
текущие сигналы температур поступают в блок расчета критерия J , рассчитываемого по формуле
m
E*z z t j(xj) - tj(xj)
j = 1
^ min.
Величина критерия J поступает на вход автоалгоритма – реализованного контура управления по ПИ-закону. Автоалгоритм обеспечивает подбор такого значения температуры жидкой стали t ст (τ), при котором величина критерия J приближается к нулю или заданной зоне нечувствительности.
Причем, при J > 0 требуется уменьшать расчетное значение tст(τ), а при J < 0 увеличи- вать определяемое значение температуры жидкой стали.
Производственная проверка расчетного метода непрерывного контроля температуры жидкой стали проведена на трехтонной дуговой сталеплавильной печи машиностроительного завода в течение одного месяца эксплуатации.
Контроль действительной температуры жидкой стали перед выпуском осуществляется периодически штатной термопарой погружения разового замера.
Траектории изменения температур в процессе выплавки стали марки 40Х24НСЛ в ДСП-3 по толщине огнеупорной кладки (использовались термопары ТХА) и расчетной температуры жидкой стали представлены на рис. 4.
На рис. 4 показаны продолжительности отдельных технологических периодов: 1 – завалка; 2 – прогрев; 3 – начало плавления; 4 – плавление; 5 – внесение легирующих добавок; 6 – нагрев стали до конечной температуры.
В процессе использования предлагаемого метода непрерывного контроля расчетной температуры на границе «рабочее пространство ЭТА – огнеупорная кладка», включая и жидкий продукт, абсолютная величина не превышала 9 °С за весь срок службы кладки при использовании трех термопар, ближайших к границе раздела «рабочее пространство – кладка».
Заключение
Предложенный метод расчетного непрерывного определения жидкой стали (расплава) характеризуется достаточно высокой точностью и эксплуатационной надежностью, соизмеримой со сроком службы огнеупорной кладки технологического агрегата, простотой обслуживания, низкой стоимостью и улучшением условий труда обслуживающего технологического персонала. Метод может быть использован как автономно, так и интегрирован в АСУ ТП конвертерного и электросталеплавильного производств. Особо целесообразно использование метода в установках внепечной доводки стали «печь – ковш».
Список литературы Непрерывный контроль температуры жидкой стали в технологических агрегатах металлургического производства
- Глинков, Г.М. Контроль и автоматизация металлургических процессов: учеб. для вузов/Г.М. Глинков, А.И. Косырев, Е.К. Шевцов. -М.: Металлургия, 1989. -352 с.
- Управление тепловым и электрическим режимами агрегата ковш-печь/Е.Б. Агапитов, Г.П. Корнилов, Т.Р. Храмшин и др.//Электрометаллургия. -2006. -№ 6. -С. 11-16.
- Сафонов, В.М. Особенности нагрева стали в дуговой сталеплавильной печи и агрегате ковш-печь/В.М. Сафонов, А.Н. Смирнов//Сталь. -2008. -№ 6. -С. 31-40.
- Информационные системы в металлургии/Н.А. Спирин, Ю.В. Ипатов, В.Н. Лобанов и др. -Екатеринбург: Изд-во УГТУ -УПИ, 2001. -617 с.
- Lee, D.E. Optimum residence time for steel productivity and energy saving in a hot rolled reheating furnace/D.E. Lee, M.Y. Kim//Journal of Mechanical Science and Technology. -2013. -Vol. 27, iss. 9. -P. 2869-2877.
- Берковский, Б.М. Разностные методы исследования задач теплообмена/Б.М. Берковский, Е.Ф. Ноготов. -Минск: Наука и техника, 1976. -144 с.
- Арутюнов, В.А. Математическое моделирование тепловой работы промышленных печей: учеб. для вузов/В.А. Арутюнов, В.В. Бухмиров, С.А. Крупенников. -М.: Металлургия, 1990. -239 с.
- Андреев, С.М. Оптимизация режимов управления нагревом заготовок в печах проходного типа: моногр./С.М. Андреев, Б.Н. Парсункин. -Магнитогорск: Изд-во Магнитогорского гос. техн. ун-та им. Г.И. Носова, 2013. -376 с.
- Автоматизация и оптимизация управления технологическими процессами внепечной доводки стали/Е.Н. Ишметьев, С.М. Андреев, Б.Н. Парсункин и др. -Магнитогорск: Изд-во Магнитогорского гос. техн. ун-та им. Г.И. Носова, 2008. -311 с.
- Парсункин, Б.Н. Автоматизация и оптимизация управления выплавкой стали в электродуговых печах./Б.Н. Парсункин, С.М. Андреев, О.С. Логунова. -Магнитогорск: Изд-во Магнитогорского гос. техн. ун-та им. Г.И. Носова, 2012. -304 с.
- Парсункин, Б.Н. Система визуализации при создании адаптивного комплекса локального уровня управления в АСУ ТП промышленного производства/Б.Н. Парсункин, А.Р. Бондарева, Е.И. Полухина//Вестник Магнитогорского государственного технического университета им Г.И. Носова. -2015. -№ 2. -С. 44-47.
- Банди, Б. Методы оптимизации. Вводный курс/Б. Банди. -М.: Радио и связь, 1988. -128 с.
- Оперативное определение эффективности работы микропроцессорных систем управления технологическими процессами/А.В. Леднов, Б.Н. Парсункин, Г.Ф. Обухов и др//Сталь. -1987. -№ 9. -С. 101-104.
- Ефимов, А.В. Математический анализ: учеб. пособие для вузов. -М.: Высшая школа, 1980. -Ч. 1. -427 с.
- Рябчиков, М.Ю. Выбор режимов работы агрегата ковш-печь с использованием обобщенных оценок качества и затрат на процесс/М.Ю. Рябчиков, Б.Н. Парсункин, Е.С. Рябчикова//Черные металлы. -2014. -№ 12 (996). -С. 28-34.
