Низкотемпературное никотрирование в древесноугольных смесях инструмента из быстрорежущих сталей

Автор: Колина Т.П., Вихтевский В.И.
Журнал: Мировая наука @science-j
Рубрика: Основной раздел
Статья в выпуске: 4 (49), 2021 года.
Бесплатный доступ
Рассмотрена технология упрочнения мелкоразмерного инструмента и деталей крепежа с применением низкотемпературного никотрирования в условиях мелкосерийного и штучного производства. Процессы никотрирования конструкционных деталей из легированных сталей для повышения износостойкости и улучшения трибологических характеристик поверхностного слоя, но они осуществляются также в газовых средах, содержащих аммиак в смеси с природными газами. Технические возможности процессов низкотемпературной химико-термической обработки с использованием недефицитных компонентов - древесных углей с добавками карбамида и натрийсодержащих активаторов при упрочнении конструкционных деталей и мелкосерийного инструмента.
Никотрирование, древесный уголь, трибологические характеристики, карбамид, штучное, мелкосерийное производство, быстрорежущие стали
Короткий адрес: https://sciup.org/140266011
IDR: 140266011 | УДК: 621.785.5:669
Low-temperature nicotination in charcoal mixtures of high-speed steel tools
The technology of hardening of small-sized tools and fasteners using low-temperature nicotination in small-scale and piece production is considered. The processes of nicotination of structural parts made of alloy steels to increase wear resistance and improve the tribological characteristics of the surface layer, but they are also carried out in gas environments containing ammonia in a mixture with natural gases. Technical capabilities of low-temperature chemical-heat treatment processes using non-deficient components - charcoal with urea additives and sodium-containing activators for strengthening structural parts and small-scale tools.
Текст научной статьи Низкотемпературное никотрирование в древесноугольных смесях инструмента из быстрорежущих сталей
Традиционные технологии химико-термической обработки режущего инструмента из быстрорежущих сталей с целью повышения износостойкости при резании сталей, прецизионных сплавов и неметаллических материалов предусматривают проведение низкотемпературного, газового азотирования [1], нитроцементации в атмосферах пиролиза жидких углеводородов, нитрооксидирования и карбонитрации, в том числе в расплавах солей, образующих нетоксичные цианатные среды [2-5]. В последнее время распространяются процессы никотрирования конструкционных деталей из легированных сталей для повышения износостойкости и улучшения трибологических характеристик поверхностного слоя, но они осуществляются также в газовых средах, содержащих аммиак в смеси с природными газами или эндо-, экзотермическими атмосферами , получаемыми в специальных газоприготовительных агрегатах и установках [6-7].
В настоящий время при повышении цен на газ и нефтепродукты возрождаются малозатратные технологии химико-термической обработки цементации и нитроцементации с использованием древесноугольных смесей и карбюризаторов с введением активизирующих азотоуглеродосодержащих компонентов [8-9]. Разрабатываемые и возобновляемые технологии являются перспективными для предприятий мелкосерийного производства и в малых ремонтных и инструментальных мастерских
При этом полученные данные исследований и производственных испытаний направлены на расширение технических возможностей процессов высокотемпературной химико-термической обработки с использованием недефицитных компонентов - древесных углей с добавками карбамида и натрийсодержащих активаторов при упрочнении конструкционных деталей и мелкосерийного инструмента.
Опыты проводились на тонких прорезных (шлицепрорезных) фрезах из стали Р6М5 по ГОСТ 2679-93, диаметр фрез от 32 до 63 мм, толщина о 0,25 до 1,5 мм, применяемых в приборостроении, производстве ЭР, (электрических реактивных двигателей) при изготовлении нестандартного крепежа со шлицевыми коническими, цилиндрическими и потайными головками из нержавеющих и коррозионных сталей. В качестве образцов для прочностных испытаний использовали сверла из стали Р6М5 диаметром 0,61,0 мм по ГОСТ 4010-77 и ГОСТ 10902-77 никотрированные в одних садках с фрезами. В таблице 1 приведены составы карбюризатора и режимы никотрирования с нагревом в малоэнергоемких электропечах мощностью 1,83 кВт CHOJI -1,6.2,5.1/9И1 и ПД-10-13 с упаковкой инструмента по схеме контейнер в контейнере в реторте вакуумной печи СШОЛ-ВНЦ.
Таблица 1 – Составы карбюризатора и режимы никотрирования
|
Материал, размеры инструмента |
Состав компонентов в смеси |
Режимы х.т.о. |
|
|
Т,0С |
время выдержки, ч |
||
|
Фрезы шлицепрорезные типа А 32x0,6 мм из стали Р6М5, 24-32 |
Угли активированные и гранулированные, ГОСТ 2046477, ГОСТ 62-17-77 – основа, карбамид по ГОСТ 6691-77 - 1015 % трилон-Б по ГОСТ 1065273 - 3-8% |
520-560 |
3-4 |
|
Фрезы прорезные и отрезные 60x1,2 мм из стали Р6М5, Ø 48-64 |
550-560 |
4-6 |
|
При приготовлении смеси для никотрирования использовали колотый активированный березовый уголь, отработанный древесноугольный карбюризатор. В качестве азотоуглеродосодержащих компонентов и активаторов в него вводили карбамид (мочевину) (NH 2 ) 2 CO, а также трилон-Б (C 10 H 8 O 10 )Na 2 N2. Загрузка садки проводилась в печь разогретую до рабочих температур, выгрузка на воздух после окончания времени выдержки.
Азотоуглеродный потенциал газовой среды, образующейся при пиролизе активаторов карбамида и трилона-Б в присутствии избыточного углерода определяли количественным химическим анализом ленты из сплава
36НХТЮ и тонких проволочек диаметром до 0,5 мм из малоуглеродистых сталей 10, 20. В интервалах температур 520-5600С протекают реакции диссоциации карбамида и трилона-Б:
(NH 2 ) 2 О→NH 3 +CO+0,5H 2 +0,5N 2 ;
(C 10 H 8 O 10 )Na 2 N 2 →9CO+N 2 +Na 2 O+2H 2 +CH 4 , с последующим образованием атомарного азота из аммиака и атомарного углерода из окиси углерода и метана. Выбранный способ упаковки, размещения мелкоразмерного и тонкостенного инструмента при никотрировании, названный контейнер в контейнере, был выбран, исходя из кратковременности процесса 3-8 часов и необходимости поддержания временного, но достаточно высокого азото-углеродного потенциала атмосферы образующейся из введенных компонентов - активаторов в смесь на основе активированных древесных углей.
На рис. 1 приведена микроструктура диффузионного слоя в "косом" срезе на одной из рабочих поверхностей фрез из стали Р6М5.
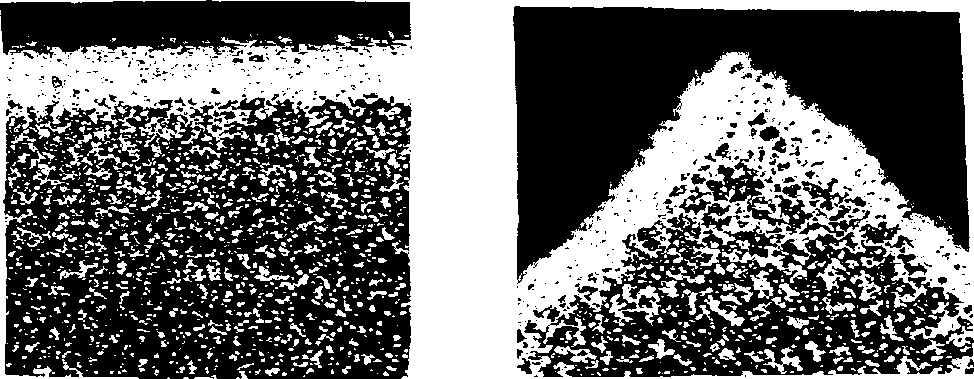
Рис.1 микроструктура карбонитридного слоя фрезы из стали Р6М5 в косом срезе (хЗОО) после никотрирования 560°С, 4 часа.
Как показали металлографические иследованиия, рентгеноструктурный и химико-спектральный анализы, при никотрировании в интервале температур 520-560°С в течение 3-8 часов в древесноугольных смесях с введением карбамида и трилона -Б позволяющим поддерживать достаточно стабильный, монотонно убывающий потенциал азота и углерода, формируются диффузионные карбонитридные слои при скорости роста до 10 мкм/ч.
Установлено, что формирование диффузионных карбонитридных слоев в исследованных интервалах температур при длительности никотрирования 3-8 часов в атмосферах диссоциации компонентов твердых смесей с постепенно убывающим азотным потенциалом, происходит с образованием на поверхности тонких 4-6 мкм слоев оксидов Fе3О4, Fе2О3,переменного состава и слоев содержащих 8 и у' - фазы состава Fe3(N,C) толщиной 40-80 мкм.
Карбонитридные слои прочно связанные с основой и при микротвердости Н0,5H = 1080-1170 позволяют повысить износостойкость тонких фрез и свёрл при обработке керамик, боросил, БГП, текстолитов СТЕФ, минералов природного янтаря в 2-3,5 раза до уровней соизмеримых с твердосплавным инструментом групп ВК, ТК.
Список литературы Низкотемпературное никотрирование в древесноугольных смесях инструмента из быстрорежущих сталей
- Геллер Ю. А. Инструментальные стали, М: Металлургия, 1981. 584 с.
- Борисенок Г. В, Васильев JL А., Ворошин Л. Г. и др. Химико-термическая обработка металлов и сплавов. М: Металлургия, 1981. 423 с.
- Тарасов А. Н., Нятин А. Г., Колина Т. П. Вакуумная химико-термическая обработка инструмента в приборостроении, электронике, машиностроении // Технология машиностроения. 2001., № 5.С. 12-20.
- Тарасов А. Н. Повышение износостойкости режущего инструмента для обработки пластмассовых изделий//Пластические массы. 1980. № 9. С. 55-56.
- Keller К. Beschichten von Umformwerkzeugen // Werkst und Bearb. 1989. Bd. 22 № 5. s. 371-374.
- Власов В. M., Зеленко В. К., Жигунов К. В., Иванькин И. С. Трибологические свойства никотрированнных конструкционных сталей // Трение и износ. Труды Бел. АН. 2002.Т. 23. № 1. С. 93-99.
- Власов В. М., Зеленко В. К., Маленко П. И. И др. Кинематические закономерности трения карбонитридных слоев никотрированной стали 30ХН2МФА в условиях ресурсного смазывания // вестник машиностроения. 2003. № 1. С. 34-36.
- Тарасов А. Н., Анастасиади Г. П., Колина Т. П. Применение нитроцементованных высокохромистых сталей для изготовления литейной оснастки и инструмента // Инструмент и технологии. 2002. № 9-10. С. 97-103.
- Зинченко В. М. Цементация в твердом карбюризаторе // Технология металлов 2002. 3 1. С. 2-6.
