Новая технология пряжи из льняного очеса

Автор: Паневкина Мария Михайловна, Гришанова Светлана Сергеевна, Конопатов Евгений Анатольевич
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (18), 2010 года.
Бесплатный доступ
Статья посвящена разработке новой технологии получения пряжи средней линейной плотности из льняного очеса с использованием процесса гребнечесания. Проводимые исследования направлены на расширение ассортимента пряжи и тканей из льняного очеса, снижение линейной плотности оческовой пряжи до 58 текс и замену дорогостоящего длинного льняного волокна на льняной очес.
Текстильные материалы, льняной очес, получение пряжи, процесс гребнечесания, технологии получения, гребнечесание, пряжи средней линейной плотности, пряжи из льняного очеса
Короткий адрес: https://sciup.org/142184643
IDR: 142184643
The new technology of manufacturing of yarns from flax tow
The new technology of manufacturing of yarns of average linear density from flax tow with the using of combing process is developed. The developed technology allows to enlarge the assortment of yarns and fabrics from flax tow, to low the linear density of tow yarn to 58 tex, to change the long flax fibers by more chipper flax tow. The optimal parameters of working of preparing frames for producing high quality tow yarns are defined.
Текст научной статьи Новая технология пряжи из льняного очеса
В настоящее время в Республике Беларусь остро стоит вопрос об улучшении качества производимой льняной и оческовой пряжи. Наиболее перспективным направлением в решении данного вопроса является снижение линейной плотности оческовой пряжи и повышения ее качества. Льняной очес является низкосортным сырьем и требует интенсивной обработки для получения высококачественной пряжи средней линейной плотности. Из льняного очеса до настоящего времени в Республике Беларусь получали пряжу 86-110 текс для бытовых тканей. Использовалась оческовая система и мокрый способ прядения. Тоньше пряжа из льняного очеса не выпускалась. Кроме того, класс добротности оческовой пряжи в большинстве случаев был средний оческовый.
На кафедре «Прядение натуральных и химических волокон» УО «ВГТУ» совместно с РУПТП «Оршанский льнокомбинат» разработана технология производства пряжи из льняного очеса с использованием оборудования фирмы «N. Schlumberger CIE», которая позволяет получать высококачественную пряжу линейных плотностей 58-105 текс. Особо стоит отметить, что пряжу линейных плотностей 58-68 текс вырабатывали ранее только из длинного льняного волокна по льняной системе прядения.
На основании проведенных исследований для производства пряжи из льняного очеса средней линейной плотности с использованием оборудования фирмы «N. Schlumberger CIE» была разработана следующая технологическая цепочка оборудования:
-
1. Смешивающий агрегат А-150-Л1
-
2. Чесальная машина Ч-460-Л или Ч-600-Л1
-
3. Ленточная машина ф. «N. Schlumberger CIE» GC-30 (2 перехода)
-
4. Гребнечесальная машина ф. «N. Schlumberger CIE» PB-133
-
5. Ленточная машина ф. «N. Schlumberger CIE» GC-30 (4 перехода)
-
6. Ровничная машина FX-402 ф. «Golden Eagle»
-
7. Прядильная машина ПМ-88-Л5 или ПМ-88-Л10.
Первым и самым важным этапом в разработке новой технологии получения пряжи является подбор сырья. Качество производимой пряжи более чем на 50 % зависит от качества исходного сырья. Поэтому выбору и исследованию его качественных показателей всегда уделяется большое значение. Основная задача при выборе сырья заключается в выборе такой сортировки льняного очеса, чтобы при минимальных затратах на сырье вырабатывать качественную пряжу.
В качестве исследуемого сырья был выбран льняной очес № 4, № 6 и № 8, получаемый с льночесальных машин РУПТП «Оршанский льнокомбинат». В течении года проводились исследования данного сырья, в результате чего получены усредненные значения показателей качества, такие как: закостренность, расщепленность, разрывная нагрузка скрученной ленточки и коэффициент вариации по разрывной нагрузке. Значения качественных показателей для каждого номера исследуемого льняного очеса представлены на рисунке 1.
Льняной очес № 4 очень неоднороден по своим свойствам и отличается невысокой разрывной нагрузкой и низкой расщепленностью волокна, что отрицательно отражается на физико-механических показателях пряжи и увеличивает обрывность в прядении и ткачестве. Поэтому для производства пряжи из льняного очеса класса добротности ВО льняной очес № 4 исключили. Льняной очес № 8 имеет самые лучшие показатели по расщепленности, закостренности и разрывной нагрузке, но уступает льняному очесу № 6 по равномерности прочностных характеристик.
Исследованный льняной очес № 4, № 6 и № 8 является грубым, так как имеет массовую долю инкрустов более 2,5 % и расщепленность менее 430 шт/г.
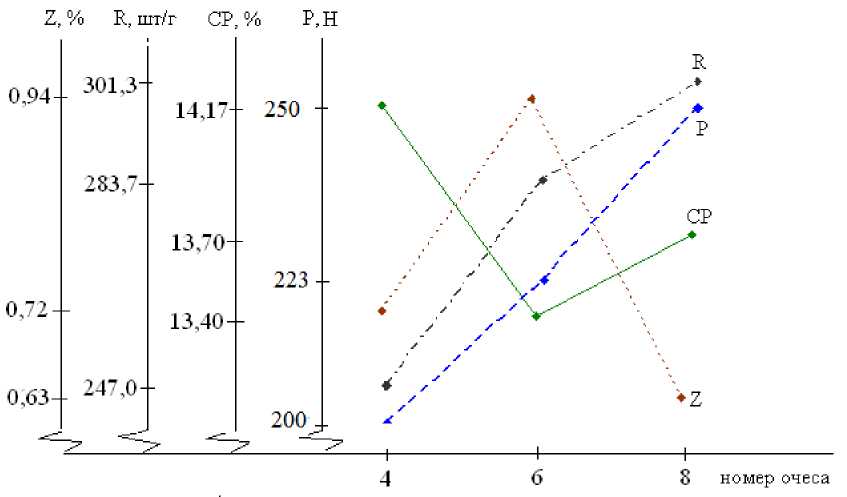
Рисунок 1 – Качественные показатели льняного очеса различных номеров: Z – закостренность, %; R – расщепленность, шт/г; Р – разрывная нагрузка скрученной ленточки, Н; СР – коэффициент вариации по разрывной нагрузке скрученной ленточки, %
Проведены также испытания штапельного состава волокон льняного очеса № 4, № 6 и № 8 (см. рис. 2).
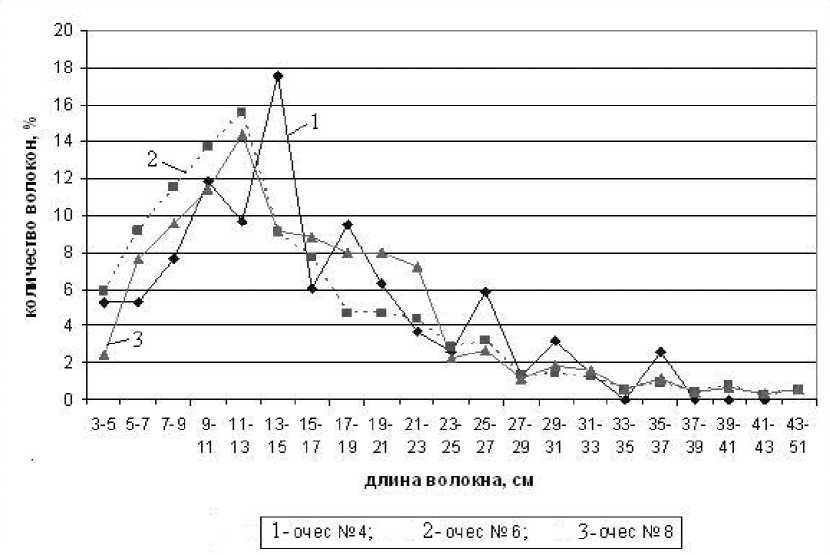
Рисунок 2 – Распределение волокон по классам длины
Льняной очес № 4 отличается большим разбросом волокон по классам длины. Волокна льняного очеса № 6 и № 8 наиболее однородны и приближенны друг к другу по длине. Большая часть волокон льняного очеса №4 попадает в интервал от 9 см до 19 см, льняного очеса № 6 и № 8 – от 9 см до 23 см.
На основе проведенных исследований и учитывая опыт предприятия, для разработки рабочих сортировок были выбраны льняной очес № 6 и № 8. Чем тоньше пряжа, тем больший процент льняного очеса № 8 вкладывается в смесь. То есть для пряжи 84 -105 текс базовым компонентом является льняной очес № 6 , для 58-68 текс базовый компонент – льняной очес № 8.
Подготовка льняного очеса к гребнечесанию осуществляется на двух переходах ленточных машин GC-30, а сам процесс гребнечесания на гребнечёсальной машине РВ 133 фирмы «N. Schlumberger CIE». Данное оборудование является в настоящее время новейшим для переработки льняного волокна. Проведена оптимизация параметров работы двух переходов ленточных машин GC-30 фирмы «N. Schlumberger CIE» для подготовки льняного очеса к гребнечесанию. Установлены следующие оптимальные параметры работы ленточного оборудования до гребнечесания: для 1-го перехода ленточных машин: вытяжка – 6,6; число сложений -12; для 2-го перехода ленточных машин: вытяжка – 6,6; число сложений – 5. Установлены следующие оптимальные параметры работы гребнечесального оборудования: загрузка машины на питании – 24 ленты; частота вращения гребенного барабанчика 110 -130 мин-1.
При переработке льняного очеса в готовой пряже наблюдается большое количество утолщений. Это объясняется недостаточно хорошей подготовкой полуфабрикатов к прядению и низким качеством сырья, что в результате приводит к образованию шишек в полуфабрикатах и готовой пряже. Были исследованы 2 режима работы гребнечесальных машин РВ 133 фирмы «N. Schlumberger CIE» и разные сырьевые смески. При 1 режиме разводка составляла 32 мм, длина питания – 8,8 мм; при 2 режиме: разводка – 35 мм, длина питания – 7,9 мм. Результаты эксперимента представлены в таблице 1.
Таблица 1 – Количество шишек в ленте в зависимости от смески и режима гребнечесания
|
Смеска |
Режим гребнечесания |
Количество шишек в ленте по переходам на единицу массы, шт |
|||||||
|
tx ГО го н го 5 о го ф 5 |
Т Ч Ф о ф >s о. 5 £ |
го о X ф о. ф с го о 04 |
го го го ГО Т о S ? 3 т 5 ф 1_ |
го о X ф с н го >s со |
Т Ч Ф о ф >s о. 5 Ф |
Т Ч Ф о ф >s о. 5 ф LO |
го о X ф ф с н т ф го >s о со |
||
|
Смеска № 1: 67 % - очес № 6; 33 % - очес № 8 |
1-ый режим |
87,9 |
60,1 |
43,6 |
6,5 |
18,1 |
12,3 |
13,5 |
24,3 |
|
Смеска № 2: 67 % - очес № 8; 33 % - очес № 6 |
1-ый режим |
61,6 |
35 |
37,5 |
11,0 |
3,4 |
6,04 |
13,2 |
23,9 |
|
Смеска № 2: 67 % - очес № 8; 33 % - очес № 6 |
2-ой режим |
61,6 |
35 |
37,5 |
0,4 |
0,26 |
0,1 |
0 |
0 |
Анализируя таблицу 1, можно сделать вывод, что количество шишек в полуфабрикатах увеличивается с ухудшением качественных показателей смеси.
Повысить качество полуфабрикатов, получаемых на последующих переходах после гребнечесания, можно путем регулирования интенсивности воздействия на волокно на гребнечесальной машине. При ухудшении качественных показателей смеси необходимо применять более интенсивный режим чесания волокна на гребнечесальной машине (режим 2).
Были проведены исследования, направленные на определение оптимальных режимов работы ленточных машин после гребнечесания. Первый режим работы ленточных машин после гребнечесания был выбран согласно существующей теории: неровнота от вытягивания полностью компенсируется в результате сложения волокнистых продуктов, если число сложения лент равно вытяжке. Второй режим работы ленточных машин после гребнечесания был выбран, руководствуясь рекомендациями фирмы «N. Schlumberger CIE». Данные режимы работы представлены в таблице 2.
Таблица 2 – Первый и второй режимы работы ленточных машин после гребнечесания
|
Параметры работы |
Наименование показателя |
1-й ленточный переход |
2-й ленточный переход |
3-й ленточны й переход |
4-й ленточны й переход |
|
1-й режим |
Вытяжка |
9 |
9 |
7,9 |
6 |
|
Число сложений |
10 |
10 |
5 |
3 |
|
|
2-й режим |
Вытяжка |
8 |
7,4 |
8 |
6,6 |
|
Число сложений |
10 |
10 |
5 |
3 |
Второй режим работы ленточных машин позволяет стабилизировать неровноту лент на очень низком уровне и получить на каждом ленточном переходе полуфабрикат высокого качества (см. рис. 3).
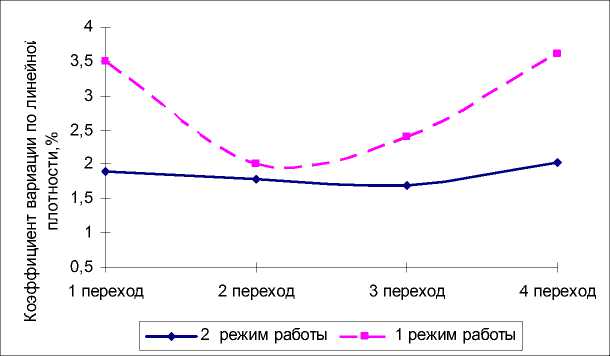
Рисунок 3 – Показатели неровноты лент по переходам
Второй режим работы ленточных машин после гребнечесания признан оптимальным.
Проведенные эксперименты показали, что для производства пряжи 58-68 текс требуется наработка ровницы тоньше 1000 текс. Для производства пряжи 84-105 текс используется ровница 1000-1111,1 текс с круткой 35 кр/м. При производстве ровницы тоньше 1000 текс с круткой 35 кр/м наблюдается высокая обрывность на ровничной машине из-за плохого сцепления волокон в ровнице. Поэтому было решено увеличить крутку на ровничной машине при получении ровницы тоньше
1000 текс. Результаты эксперимента по увеличению крутки на ровничной машине представлены на рисунке 4.
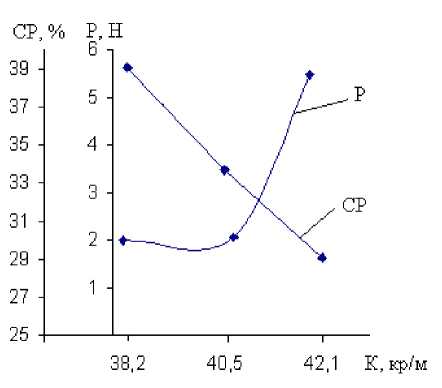
Рисунок 4 – Зависимость разрывных характеристик ровницы от крутки
Наиболее качественная ровница получается при использовании крутки 42,1 кр/м.
На рисунке 5 представлены сравнительные характеристики суровой (769,2 текс) и беленной ровницы с фактической круткой 42,1 кр/м.
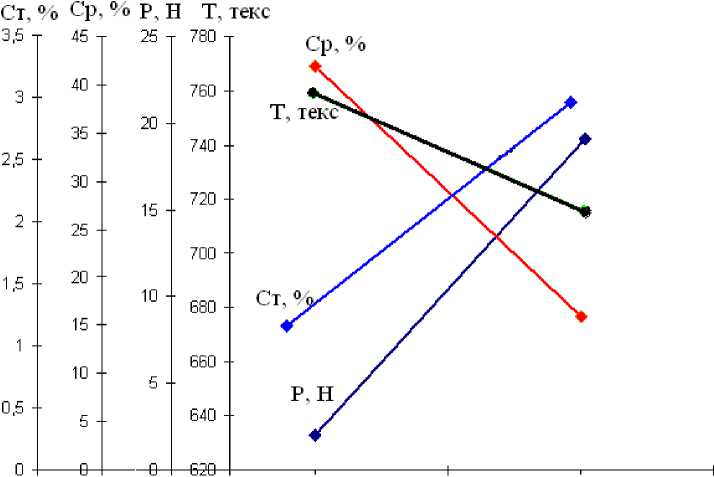
суровая ровница беленая ровница
Т.текс- линейная плотность ровницы.
Р, Н - разрывная нагрузка ровницы.
Ср, % - коэффициент вариации по разрывной нагрузке.
Ст, % - коэффициент вариации по линейной плотности, %
Рисунок 5 – Сравнительные характеристики суровой и беленной ровницы
В ровнице, подвергаемой химической обработке, происходит не только интенсивная очистка волокна, но и расщепление технических волокон на элементарные волокна. Увеличение волокон в сечении химически обработанной ровницы увеличивает ее разрывную нагрузку. После химической обработки ровница теряет около 12 % своей массы. Так как нецеллюлозные вещества и сорные примеси вымываются неравномерно, повышается неровнота линейной плотности беленной ровницы.
По разработанной технологии наработаны партии пряжи из льняного очеса линейных плотностей 105 текс, 84 текс, 68 текс и 58 текс. Пряжа всех линейных плотностей соответствует I сорту класса добротности ВО по ГОСТ 10078-85 «Пряжа из лубяных волокон и их смесей с химическими волокнами». Полученная пряжа проработана на ткацком станке в бельевые, скатертные и декоративные ткани.
ВЫВОДЫ
Разработана новая технология пряжи средней линейной плотности из льняного очеса с использованием процесса гребнечесания. Разработанная технология позволяет расширить ассортимент пряжи и тканей из льняного очеса, снизить линейную плотность оческовой пряжи до 58 текс, заменить дорогое сырье (длинное льняное волокно) на более дешевое (льняной очес).
