Новые катализаторы на основе диоксида циркония для изомеризации алканов нефтяных фракций

Автор: Кузнецов П.Н., Твердохлебов В.П., Кузнецова Л.И., Казбанова А.В., Мельчаков Д.А., Довженко Н.Н.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 4 т.4, 2011 года.
Бесплатный доступ
В статье представлены результаты исследований закономерностей формирования фазового состава и текстурных свойств катализаторов на основе диоксида циркония, модифицированного сульфатными и вольфраматными анионами и различными трехвалентными катионами в зависимости от состава предшественников катализаторов и условий приготовления. Изучены каталитические свойства в реакциях изомеризации н-алканов С4-С7. Показано, что сульфатированные катализаторы эффективны при изомеризации низкомолекулярных алканов от бутана до гексана. Для изомеризации алканов гексан- гептановых фракций наиболее эффективны вольфраматсодержащие катализаторы.
Автобензины, изомеризация алканов, диоксид циркония, катализаторы, анионное и катионное модифицирование
Короткий адрес: https://sciup.org/146114599
IDR: 146114599 | УДК: 541.128.13:542.952.1:547.313.4:546.831
Novel zirconia based catalysts for the isomerization of alkanes of petroleum fractions
The data on the study of the formation of phase composition and textural properties of the catalysts based on zirconia promoted by sulphate and tungstate anions and metal cations depended on the composition of catalyst precursors and preparation conditions are presented in the paper. Catalytic activity for the reaction of skeletal isomerization of C4-C7 n-alkanes are evaluated. Sulphated zirconia catalysts are shown to behave high catalytic activity for isomerization of C4-C6 n-alkanes. However, the tungstated zirconia based catalysts were mostly effective for selective isomerization of C6-C7 n-alkanes into branched isomers with high octane numbers.
Текст научной статьи Новые катализаторы на основе диоксида циркония для изомеризации алканов нефтяных фракций
Технологический уровень производства и динамика потребления моторных топлив являются важнейшими факторами рынка нефтепродуктов, в большой степени определяющими направления развития нефтепереработки. Современные тенденции отличаются опережающим ростом мощностей процессов гидроочистки, гидрокрекинга и изомеризации, позволяющих увеличить производство и качество высокосортных топлив и масел. Задача повышения качества моторных топлив на российских НПЗ определена Федеральным законом РФ «О техническом регулировании», в частности техническим регламентом, утвержденным Постановлением Правительства РФ № 609 от 12.10.2005, который установил сроки перехода к использованию более эффективных и экологически безопасных топлив. Для реализации этих задач необходимо создание новых эффективных отечественных технологий нефтепереработки и нефтехимии, включая новые более эффективные катализаторы и предприятия по их производству.
В Восточно-Сибирском регионе нефтеперерабатывающая отрасль представлена двумя предприятиями «Роснефти» – ОАО «Ачинский нефтеперерабатывающий завод» с объемом переработки около 7 млн т. и ОАО «Ангарская нефтехимическая компания» проектной мощностью по переработке около 12 млн т нефти в год. Действуют также несколько мини-заводов по производству моторных топлив для местных нужд. Ачинский НПЗ был введен в эксплуатацию в 1982 г. по топливному варианту, включающему атмосферную перегонку, гидроочистку и каталитический риформинг. Глубина переработки нефти на АНПЗ составляет около 63 %. ОАО «Ангарская нефтехимическая компания» является одним из крупнейших нефтеперерабатывающих предприятий России, в настоящее время объем переработки нефти составляет около 9,5 млн т, глубина переработки 76 %. Сырьем для обоих НПЗ служит нефть месторождений Западной Сибири.
В последние годы базовые нефтяные месторождения в Западной Сибири вступили в фазу падающей добычи. Значительные запасы углеводородного сырья – нефти и природного газа – имеются на территории Восточной Сибири и республики Саха (Якутия) (Конторович, 2002; Конторович и др., 2006; Конторович, Чурашев, 2009; Конторович и др., 2008). Почти все нефти относятся к высококачественным низкосернистым и легким сортам (Конторович, 2006; Минеральные ресурсы…, 2002; Шибисов, Еханин, 2009; Филипцов, 2010). При этом групповой углеводородный состав отличается от состава западно-сибирской нефти. Так, бензиновые фракции нефтей из Юрубченского, Собинского, Куюмбинского и Талаканского месторождений содержат значительно меньше изоалканов, в 2 раза меньше нафтеновых углеводородов и в 2 раза больше трудно перерабатываемых нормальных алканов (табл. 1) (Кузнецов и др., 2008; Микишев и др., 2010).
С 2009 г. на Ангарском НПЗ совместно с нефтью западно-сибирских месторождений началась подкачка нефтей Талаканского и Верхнечонского месторождений. В перспективе предусматривается освоение Юрубчено-Тохомского месторождения с подачей нефти на Ангарский и Ачинский НПЗ. Вовлечение в переработку нефтей восточных месторождений на Ангарском НПЗ привело к изменению качества фракции 80-180 оС – сырья для установки каталитического риформинга (Микишев и др., 2010). В результате содержание ароматики C7-C8 в катализате риформинга снизилось до 34-35 % мас. против 43-44 % для катализата из западно-сибирской нефти, при этом увеличилось содержание бензола (в среднем, на 1 % мас.). Увеличилась роль гидрокрекинга, и, соответственно, повысился расход водорода. Переход на новое сырье может привести также к ухудшению показателей процессов изомеризации на обоих заводах из-за менее благоприятного состава легких бензиновых фракций восточных нефтей, что потребует проведения соответствующих технологических разработок.
Следует отметить, что большинство месторождений Восточной Сибири нефтегазовые, т.е. содержат как нефть, так и природный газ. На большинстве месторождений природный газ практически не содержит сероводорода и обогащен этаном, пропаном и бутаном. Особо ценным компонентом является гелий, средневзвешенные концентрации которого составляют 0,38 % (на Собинском и Ковыктинском месторождениях – 0,57 %) (Конторович, Чурашев, 2009; Минеральные ресурсы…, 2002; Шибисов, Еханин, 2009)).
Уместно заметить, что в России всего имеются 169 месторождений гелия, при этом на три наиболее крупных месторождения в Восточной Сибири (Чаяндинское, Ковыктинское и Собин- – 439 –
Таблица 1. Сопоставление группового углеводородного состава (мас. %) бензиновых фракций НК-180 0 С нефтей месторождений Западной и Восточной Сибири
|
Углеводород |
Западная Сибирь |
Восточная Сибирь |
||||
|
Куюм-бинское |
Юруб-ченское |
Собинское |
Талаканское |
Ванкорское |
||
|
Ароматические |
10,7 |
3,6 |
5.8-3,7 |
3,7 |
7,5-12,5 |
5,6-22,3 |
|
Нафтены |
35,5 |
15,7 |
16,7-14,4 |
12,2 |
9,2-20,6 |
36,6-44,3 |
|
Изопарафины |
30,4 |
34,5 |
36,0-31,6 |
33,2 |
72,7-81,8 |
22,5-28,0 |
|
Н-парафины |
23,4 |
46,0 |
41,4 -47,1 |
48,1 |
- |
5,6-22,1 |
|
ОЧ |
51 ММ |
- |
40 ММ |
- |
- |
56-46 (расч.) |
Таблица 2. Сравнительные показатели изомеризации н-алканов на циркониевых катализаторах, модифицированных вольфрамат- и сульфат-анионами
В связи с расширением парка современных легковых и грузовых автомобилей в России особо актуально производство экологически безопасных и высокооктановых автобензинов и вы-сокоцетановых и низкозастывающих сортов дизельного топлива. Универсальное направление для решения этой задачи – создание новых модификаций низкотемпературных катализаторов и каталитических процессов скелетной изомеризации н-алкановых углеводородов бензиновых и дизельных фракций в соответствующие разветвленные изомеры с высокими октановыми и цетановыми характеристиками и более низкими, чем н-алканы, температурами замерзания и помутнения. Решение этой задачи не требует значительных капитальных вложений и эксплуатационных затрат, т.к. процессы протекают в мягких условиях, не нужна организация специального производства водорода, обычно достаточно водорода с установок риформинга.
Существующие промышленные процессы изомеризации алканов осуществляются вблизи термодинамического равновесия, поэтому технологические показатели в решающей степени – 440 – определяются активностью катализаторов. Широко используются среднетемпературные катализаторы на основе цеолитов (HS-10 фирмы ЮОП, IР-632 Французского института нефти, катализатор Hysopar фирмы Sud-Chemie, отечественный катализатор СИ-1 НПП «Нефтехим») и низкотемпературные катализаторы на основе хлористого алюминия (катализаторы ЮОП I-8; I-80, I-82™, I-84™, I-120, I-120™, 122тм, катализаторы фирмы ФИН IS-614; IS-614A, фирмы Энгельгард RD-291 и его аналоги НИП-РД, НИП-3А российской фирмы Олкат) (Каминский и др., 2005; Кузнецов и др., 2005; Лавренов и др., 2007; Боруцкий, Подклетова, 2002). Последние годы получают распространение новые катализаторы на основе сульфатированного диоксида циркония, такие как LPI-100 фирмы ЮОП и отечественные катализаторы ИПК-2С фирмы Олкат и СИ-2 НПП «Нефтехим» (Каминский и др., 2005). Все процессы получения изомеризатов используют в качестве сырья низкокипящие пентан-гексановые фракции нефти.
На Ачинском НПЗ в 2008 г. реализована низкотемпературная каталитическая изомеризация пентан-гексановой фракции (процесс ПЕНЕКС ДИГ фирмы ЮОП) на платинированном хлористом алюминии. Катализаторы такого типа отличаются наиболее высокой активностью. Однако они имеют существенные недостатки, связанные с высокой чувствительностью к ядам, невозможностью регенерации, необходимостью непрерывного введения в сырье коррозионно опасных хлорсодержащих соединений и последующей очистки отходящих газов от хлористого водорода. Для изомеризации алканов С 7+ такие катализаторы, как и другие известные промышленные катализаторы, мало эффективны из-за низкой селективности и малой устойчивости к дезактивации коксовыми отложениями. По этой причине содержание в сырье гептановой фракции допускается не более 3-15 % (в зависимости от модификации процесса), а ароматических углеводородов (бензола) не более 3 %.
На Ангарском заводе в 2010 г. запущен процесс CKS ISOM среднетемпературной изомеризации легкой бензиновой фракции на импортном платинированном цеолитном катализаторе Hysopar (Ясакова и др., 2010). Такие катализаторы в существенной степени свободны от недостатков, присущих хлорированным катализаторам. Их главный недостаток связан с относительно невысокой кислотностью, что требует применения повышенных температур (выше 250300 0С), которые термодинамически ограничивают выход высокоразветвленных изомеров.
В последние годы в промышленности начали применять новые катализаторы на основе сульфатированного диоксида циркония. Катализаторы такого типа сочетают основные досто -инства хлористого алюминия и цеолитов. По каталитической активности они приближаются к хлористому алюминию, но, как и цеолиты, значительно более устойчивы к воздействию примесей и способны к регенерации. К настоящему времени в литературе опубликовано большое количество данных о физико-химических свойствах и изомеризующей активности катализаторов на основе сульфатированного диоксида циркония, а также оксидов некоторых других металлов (Лавренов и др., 2007; Боруцкий, Подклетова, 2002; Ясакова и др., 2010; Иванов, Кустов, 2000; Казаков и др., 2010; Кузнецов и др., 2005; Кузнецов и др., 2010). Каталитическую активность связывают с высокодисперсным диоксидом циркония метастабильной тетрагональной модификации с закрепленными на поверхности сульфатными группами.
Вместе с тем, несмотря на опыт промышленного использования, физико-химические закономерности формирования циркониевых катализаторов изучены мало. Во многом это связано с метастабильностью каталитически активной формы диоксида циркония, вследствие чего структурные и каталитические свойства катализаторов очень чувствительны к особенностям приготовления. Значительно меньше изучен новый класс перспективных оксидных каталитических систем, модифицированных анионами WO42- и МоО42- (Лавренов и др., 2007; Ясакова и др., 2010; Кузнецов и др., 2010).
В настоящей статье рассмотрены результаты исследований закономерностей формирования и изомеризующей активности катализаторов на основе диоксида циркония, модифицированного сульфатными и вольфраматными анионами и некоторыми трехвалентными катионами.
Методика приготовления катализаторов включала синтез гидроксидного предшественника путем осаждения из водного раствора соли цирконил-хлорида раствором аммиака. Катионные и анионные добавки вводили как на стадии осаждения, так и пропиткой ксерогеля. В качестве катионных промоторов использовали катионы Fe3+, Y3+ , Al3+ , Mn3+ и Sc3+ с содержанием от 0,5 до 25 ат. %. Анионное модифицирование осуществляли пропиткой высушенного гидроксида циркония растворами серной кислоты и метавольфрамата аммония. Термическую обработку высушенных модифицированных образцов проводили в интервале температур 350 – 870 °С. В тексте приняты следующие обозначения (пример): 5Al3+/Zr600 – диоксид циркония, промотированный катионами алюминия в количестве 5 ат. % (в расчете на сумму катионов) после прокаливания при 600 0С; 6SO 4 2-/5Al3+/Zr600 – соответствующий образец, содержащий 6 % SO42--групп .
Закономерности формирования катализаторов на основе катион-и анионмодифицированного диоксида циркония
Влияние катионных промоторов на структурные свойства диоксида циркония
При смешении раствора аммиака с раствором соли цирконила ступенчато протекают процессы гидролиза и поликонденсации, которые приводят сначала к образованию тетрамерного гидроксокомплекса:
[Zr(H 2 O) 8 ]4+ +2H 2 O о [Zr(H 2 O) 6 (OH) 2 ]2+ + 2H 3 O + .
4[Zr(H 2 O) 6 (OH) 2 ]2+ о [Zr 4 (H 2 O) i6 (OH) 8 ] 8 + + 8H 2 O.
При дальнейшем гидролизе тетрамера и конденсации продуктов образуются полиядерные гидроксокомплексы и коллоидные частицы гидрогеля общего состава [Zr4O8-х(OH)2хуH2O]n.
Полученный после высушивания ксерогель ZrO x (OH) 4-2x является высокодисперсным рентгеноаморфным веществом с удельной поверхностью до 420 м2/г со среднестатистическим размером частиц-глобул 3-4 нм. Кристаллизация оксидной фазы начинается при прокаливании при температуре около 350 ° С в двух формах - стабильной моноклинной (М) и метастабиль-ной тетрагональной (Т). При повышении температуры до 600 0С Т-ZrO 2 претерпевает фазовый переход в М-форму. Введение трехвалентных катионов повышает термическую устойчивость Т-формы оксида, причем тем больше, чем больше концентрация катионов.
Известно предположение (Garvie, 1965; Gopalan et al., 1995; Mercera et al., 1990), что стабилизация высокотемпературных форм ZrO 2 (тетрагональной и кубической) катионными, а так- – 442 –
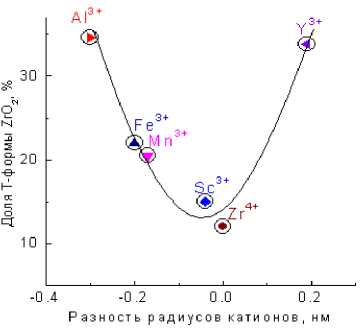
Рис. 1. Зависимость доли Т формы ZrO2 в оксидном продукте от разности радиусов катионов-промоторов и Zr4+. Концентрация катионов 1,5 ат.%, температура прокаливания 600 оС же анионными промоторами при термодинамически неблагоприятных низких температурах (ниже 700-800 0С) связана с тем, что промоторы задерживают рост кристаллитов, стабилизируя наноструктурированное состояние оксида. Малые кристаллиты Т-формы (менее 25-30 нм), в отличие от крупнокристаллических частиц, термодинамически оказываются предпочтительнее М-формы из-за более низкой величины поверхностной энергии. Повышение термической устойчивости наноструктурированных форм часто связывают с образованием твердых растворов катионов промоторов в решетке ZrO2 (Иванов, Кустов, 2000).
Было изучено влияние катионов Y3+, Al3+, Fe3+, Mn3+, Sc3+ на стабилизацию метастабильных форм ZrO 2 (Кузнецов и др., 2009). На рисунке 1 показано изменение доли образующейся при прокаливании Т - формы ZrO 2 , характеризующей стабилизирующий эффект катионов с различным размером, определяющим вероятность образования твердых растворов. Видно, что имеет место сложная закономерность. Катионы Sc3+ хотя и имеют радиус (0,83 А ° ), близкий к радиусу Zr 4+ (0,87 А ° ), что должно благоприятствовать образованию твердого раствора, однако оказывают слабое влияние на фазовый состав оксидной системы. Наиболее эффективными стабилизаторами высокосимметричных форм оказываются как малые катионы Al3+, так и катионы Y3+ с размером значительно большим, чем катионы Zr4+. Для системы Al3+/Zr600 максимальное содержание Т-формы с размерами кристаллитов не более 13-14 нм образовывалось при концентрации Al3+ 5-10 ат. %. Введение большего количества катионов замедляет процесс кристаллизации при прокаливании, повышает термическую устойчивость неокристаллизованного аморфного состояния оксидной фазы.
Формирование анионмодифицированного диоксида циркония
Система SO42-/ZrО2 . Введение сульфатных анионов, как и катионов-промоторов, также способствует стабилизации Т-формы ZrO2 при прокаливании (Кузнецов и др., 2010; Кузнецов и др., 2004; Санников, 2007; Babou et al., 1995). Как видно из рис. 2, ее количество после прокаливания при 600 0С находится в экстремальной зависимости от концентрации сульфатных групп. Максимум наблюдается при содержании SO 2--групп 5-7 моль.%, близком к достижению моно-4


о. ф 5 со ГО CL
Содержание SO4 2- , моль.%
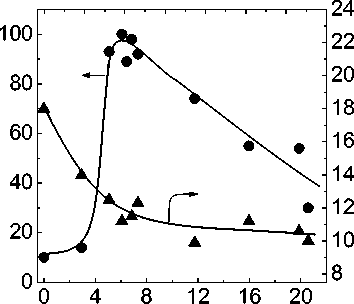
Рис. 2. Влияние сульфатных групп на содержание и размер кристаллитов Т-формы ZrO2 после прокаливания сульфатированного ксерогеля при 600 оС слойного покрытия поверхности ZrO2 (6 моль.% SO42-). При увеличении концентрации SO42- более 8 моль. % количество Т-формы постепенно уменьшается: часть образующейся при прокаливании оксидной фазы сохраняет рентгеноаморфное строение. Средний размер образующихся кристаллитов Т-формы непрерывно уменьшается от 15-18 до 10-11 нм при увеличении количества SO42--групп до 20 моль.%.
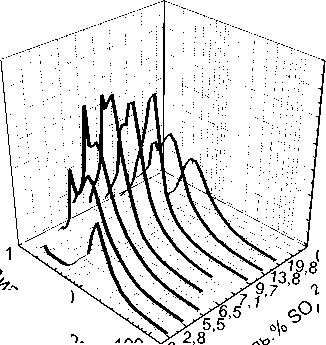
По данным низкотемпературной адсорбции азота изучена эволюция текстуры ZrO 2 под действием вводимых SO42--групп. Из рис. 3 видно, что по мере увеличения концентрации анионов происходит непрерывная перестройка мезопористой структуры. Образцы, содержащие менее 13,8 % SO42-, имеют бимодальное распределение пор по размерам, положение максимума для крупных пор варьирует в пределах от 4 до 8 нм, а размер малых пор остается в интервале 3-4 нм. Максимальная удельная поверхность (100-110 м2/г), минимальные средние размеры частиц (9,0-10,0 нм) и пор (5,5-6,5 нм) получены при содержании 5-7 % SO 4 2- (рис. 4). Объем мезопор для различных образцов составляет 0,19-0,23 см3/г, а объем микропор не превышает 0,01 см3/г.
Катионное промотирование (система SO42-/Ме3+/Zr) позволяет повысить термическую устойчивость наноразмерной Т-формы ZrO 2 и направленно регулировать ее текстурные свойства (Кузнецов и др., 2010; Кузнецов и др., 2004; Санников, 2007).
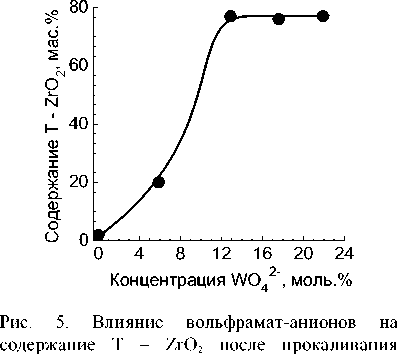
Система WO42-/ZrО2. Процесс кристаллизации Т-формы ZrО 2 , модифицированного вольфрамат-анионами, происходит при более высокой температуре, т.е. анионы WO42-, в сравнении с анионами SO 4 2-, проявляют более сильное тормозящее действие на процесс кристаллизации (Кузнецов и др., 2010). После прокаливания при 700 0С количество Т-формы резко возрастает в образце, содержащем 12,9 моль.% WО 4 2- (рис. 5). При пересчете на поверхностную концентрацию это соответствует 8 атомам W/нм2, что близко к теоретически рассчитанной величине монослоя (6,3 атомов W/нм2). Наноразмерная Т-форма ZrO 2 , содержащая вольфрамат-анионы, термически значительно более устойчива (до 870 0С), чем сульфатированная. В образцах с большим содержанием вольфрамат-анионов в небольшом количестве – 444 –
26 р т 24 с£ 22 с 20 zf 18 р н 16 го 14 ; 12
ф
0.035
0.030
0.025
0.020
0.015
0.010
0.005
0.000
к
Рис. 3. Распределение объема пор по размерам в образцах ZrO 2 с различным содержанием SO 42-
Поверхность
Частицы
100 J3-
80 Поры
ф 00
ф
0 2 4 6 8 101214161820
Содержание SO4 2- , моль.%
Рис. 4. Удельная поверхность, средний размер частиц и пор ZrO2 в зависимости от содержания SO 42-
вольфрамированного ксерогеля при 700 о С
присутствуют также собственные фазы оксида вольфрама моноклинной и тетрагональной модификаций.
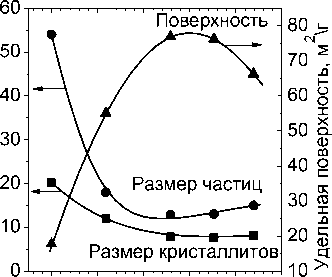
Модифицирование ZrO2 вольфрамат-анионами приводит к увеличению удельной поверхности после прокаливания при 700 0С от 15 до 75 м2/г (рис. 6). Средний размер частиц образцов WO42-/ZrO2, рассчитанный из величины удельной поверхности, находится в интервале 14–20 нм, что мало отличается от размера кристаллитов (13-16 нм).
Каталитические свойства анионмодифицированных форм ZrO2 в процессах изомеризации н-алканов
Катализаторы на основе диоксида циркония, модифицированного катионами и сульфатными и вольфраматными анионами, испытывали на установке с проточным реактором в процессах изомеризации индивидуальных н-алканов от С 4 до С 7 , пентан- – 445 –
ф со
0 5 10 15 20 25
Концентрация WO4 2- , моль.%
Рис. 6. Удельная поверхность, средний размер частиц и кристаллитов ZrO 2 в зависимости от содержания WO 42-
Содержание SO4 2- , моль, %
Рис. 7. Конверсия н-бутана на сульфатированном ZrO 2 в зависимости от содержания SO 42- при 200 о С
гексановой нефтяной фракции и смесях н-гептана с бензолом (10 %) и толуолом (10 %). Следует отметить, что циркониевые катализаторы в ходе реакции теряют активность из-за отложения коксообразных продуктов, блокирующих кислотные центры. Для предотвращения их образования в катализаторы вводили платину.
Каталитические свойства сульфатированного диоксида циркония
В реакции изомеризации н-бутана активность катализаторов сложным образом зависит от концентрации SO42-групп. При низкой концентрации они мало активны, резкое увеличение активности достигается при концентрации 6-7 моль.% SO 4 2- (рис. 7) (Кузнецов и др., 2010; Санников, 2007; Кузнецов и др., 2005). Промотирование сульфатированного ZrO2 катионами Fe3+ и Al3+ повышает каталитическую активность, что обусловлено увеличением силы и концентрации кислотных центров (Кузнецов и др., 2010; Санников, 2007; Kuznetsov et al., 2009). Наиболее высокой активностью отличаются промотированные алюминием образцы, содержащие 1,5-5,0 ат. % Al3+. На оптимизированном по составу и условиям приготовления катализаторе, содержащем платину, изомеризация н-бутана эффективно протекает в низкотемпературной области 145-175 0C практически с равновесными выходами изобутана (Кузнецов и др., 2005; Санников, 2007; Кузнецов и др., 2005).
Исследования показали, что полученные сульфатированные катализаторы проявляют высокую эффективность также при изомеризации н-пентана и прямогонной пентан-гексановой нефтяной фракции (Санников, 2007). Так, при изомеризации н-пентана при 150 0С и объемной скорости подачи 2,1-3,4 ч-1 конверсия составляла 74,0-77,3 % с селективностью по изопентану не менее 97,2 %, а по сумме изомеров С4-С5 более 98 %. При изомеризации промышленной пентан-гексановой фракции нефти Ачинского НПЗ при давлении водорода 1,0 МПа при 150175 0С выход изомеризата составлял 96-99 %. Октановое число изомеризованной фракции повышалось на 11,7-12,2 пунктов (от 72,2 до 83,9-84,4 по исследовательскому методу). Полученный изомеризат может использоваться в качестве высокооктанового компонента смешения при производстве автобензинов.
Каталитические свойства диоксида циркония, модифицированного вольфрамат-анионами
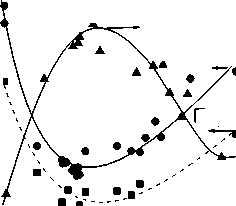
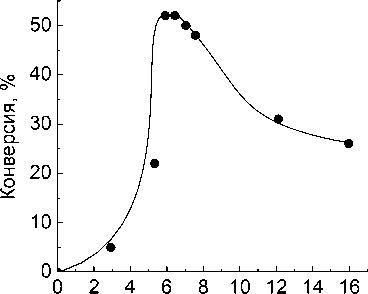
В процессе изомеризации н-бутана катализаторы на основе вольфрамированного диоксида циркония значительно менее активны, чем сульфатированные. На платинированных воль-фрамированных катализаторах изомеризация бутана достаточно эффективно протекает лишь при сравнительно высокой температуре 300 0С. В зависимости от содержания вольфраматных групп выход изобутана проходит через максимум при их концентрации 17,6 моль. % (рис. 8). Селективность процесса по изобутану составляет не менее 95 %. При более низких температурах 200-250 0С выход изобутана не превышал 5 %.
Изомеризации н-гексана на Pt/WO 4 2-/ZrO 2 эффективно протекает уже при 200 0С. Выход изомеров гексана, как и в реакции с н-бутаном, проходит через максимум при содержании в катализаторе 17,6 мол. % WO 4 2- (рис. 8). При увеличении времени контакта (при уменьшении скорости подачи сырья от 3 до 1 ч-1) выход изогексанов при 200 0С достигает 80 % с селективностью по изогексанам до 99 %.
Аналогичные закономерности каталитического действия вольфрамированных катализаторов наблюдались и при изомеризации н-гептана за исключением того, что реакция протекает при более низкой температуре 170 оС. Образуются преимущественно метилгексаны и диметил-пентаны с селективностью не менее 82,3 % при незначительном вкладе продуктов крекинга. Октановое число изомеризата, полученного на оптимальном по составу катализаторе, повышается от 0 (для гептана) до 60 пунктов (по исследовательскому методу). При увеличении температуры до 200 0С степень превращения н-гептана достигает 95 %. Однако селективность по изомерам гептана уменьшается до 46 % в результате интенсификации реакций крекинга.
Важно отметить, что изомеризация н-гептана также эффективно осуществляется в присутствии примеси бензола (10 %) и толуола (10 %). При этом бензол и толуол практически полностью превращаются, соответственно, в метилциклопентан (47 %) и циклогексан (53 %) и метилциклогексан (38 %) и диметилциклопентан (62 %).
В табл. 2 сопоставлены каталитические свойства наиболее активных катализаторов на основе сульфатированного и вольфрамированного диоксида циркония при изомеризации раз- бутан,3000С,0.4 час-1
гексан,200 0 С,3 час -1
60 гептан,170 0 С,1 час -1
,, со" /\
°\ V
<и *\ о// / х// /
00■
0 5 10 1520
Концентрация WO4 2- , моль.%
Рис. 8. Изомеризация н-алканов на Pt/WO4 2- /ZrO2 в зависимости от концентрации вольфрамат-анионов
Таблица 3. Сравнительные характеристики кислотности платинированных циркониевых катализаторов, модифицированных вольфрамат- и сульфат-анионами
Выявленные особенности поведения анионмодифицированных катализаторов в различных реакциях связаны с их кислотными свойствами. По данным ИК-спектров адсорбированного оксида углерода было установлено, что оба типа катализаторов обладают преимущественно льюисовской кислотностью, при этом сульфатированный ZrO2 содержит значительно больше средних и сильных льюисовских (ЛКЦ) и бренстедовских кислотных центров (БКЦ), чем воль-фрамированный (табл. 3). Таким образом, наличие сильных кислотных центров в сульфатированном ZrO2 способствует изомеризации сравнительно инертных молекул алканов С 4 -С 6 в скелетные изомеры. При превращении более реакционноспособного н-гептана сильные кислотные центры катализируют реакцию крекинга с образованием пропана и изобутана. На вольфрами-рованном катализаторе с более слабыми кислотными центрами реакции крекинга не получают существенного развития, протекает преимущественно процесс скелетной изомеризации.
Заключение
Одной из наиболее актуальных задач современной отечественной нефтепереработки является повышение эксплуатационных свойств и экологической безопасности моторных топлив – автомобильных и дизельных. До настоящего времени основным компонентом автобензинов выступают продукты риформинга, содержащие до 65 % ароматических углеводородов, которые относятся к классу опасных токсичных веществ. Особенно токсичен бензол, поэтому евростандарты постоянно ужесточают требования по его содержанию. В товарный бензин он поступает с установок риформинга, где в большом количестве образуется из углеводородов фракции С7. В 2008 г. в России утвержден специальный технический регламент «О требованиях к бензинам, дизельному топливу и отдельным горючесмазочным материалам», в котором устанавливаются сроки производства автомобильных бензинов экологических классов Евро-2, 3, 4, 5. Согласно регламенту, с 1 января 2012 г. необходимо перейти на выпуск автомобильного бензина класса Евро-4 с содержанием ароматических углеводородов до 35 %, в том числе бензола до 1 %. Задача уменьшения содержания ароматических веществ в автобензинах чаще всего решается путем компаундирования с высокооктановым компонентом - изомеризатом фракции С5-С 6 .
В настоящее время в России для процессов изомеризации алканов фракции С5-С6 используют катализаторы на основе цеолитов, хлорированного оксида алюминия, в последние годы – 448 – сульфатированного диоксида циркония. Указанные катализаторы не пригодны для изомеризации алканов с числом атомов углерода больше С6. Вместе с тем, именно эти алканы имеют очень низкие октановые числа (например, н-гептан имеет нулевое значение октанового числа, а н-алканы с более длинной цепью вовсе отрицательные) и отличаются высокими температурами замерзания.
Установленные закономерности формирования и данные по каталитической активности систем на основе сульфатированного диоксида циркония представляют интерес для решения проблемы замены импортного хлорированного катализатора для процесса изомеризации пентан-гексановой фракции на Ачинском НПЗ. Процесс с использованием сульфатциркониевого катализатора экологически безопасен, так как отсутствуют вредные твердые, газообразные и жидкие химические отходы, лишен недостатков, связанных с необходимостью глубокой очистки сырья, повышенной коррозией оборудования, отпадает необходимость в установках для дозирования хлорсодержащих соединений в сырьё, очистки отходящих газов от хлористого водорода и утилизации отработанных щелочных растворов.
Каталитические системы на основе диоксида циркония, модифицированного вольфрамат-анионами, перспективны для создания нового процесса изомеризации, в котором в сырье можно вовлекать гептановую фракцию, выделяя ее из состава сырья риформинга. Это дает возможность, с одной стороны, снизить образование бензола в процессе риформинга, т.к. гептановая фракция является бензолообразующим компонентом. С другой стороны, изомеризация гептановой фракции с очень низкими октановыми числами позволит получать высокооктановый изомеризат. При его компаундировании с продуктом риформинга можно производить экологически безопасные высокооктановые автобензины с низким содержанием токсичного бензола.
Большую актуальность в настоящее время приобрела также проблема производства вы-сокоцетановых дизельных топлив с низкими температурами помутнения и замерзания. Производство высококачественного дизельного топлива зимнего и арктического сортов – задача, специфичная для России, в особенности для сибирских и северных регионов с холодными климатическими условиями. Представляется, что одним из эффективных решений этой задачи является разработка процесса изомеризации длинноцепных алканов дизельной фракции, что позволит добиться значительного снижения температуры помутнения и замерзания фракции с сохранением ее высокого цетанового числа. По сравнению с другими способами, в том числе такими, как деароматизация, депарафинизация, селективный гидрокрекинг и другими, изомеризация отличается более низкой капиталоемкостью и позволяет сохранить ресурсы бензиновых и дизельных фракций. Активный и селективный катализатор для такого процесса может быть создан на основе вольфрамированного диоксида циркония.
