Новые возможности диффузионной сварки в вакууме без приложения внешнего давления для бронзирования стальных деталей

Автор: Христолюбов А.С., Потехин Б.А., Шулаев В.М.
Журнал: Академический журнал Западной Сибири @ajws
Рубрика: Производство
Статья в выпуске: 6 (61) т.11, 2015 года.
Бесплатный доступ
Создана новая технология диффузионной сварки в вакууме без приложения внешнего давления, а также разработана и изготовлена вакуумная печь модели СЭВЭ-3.3/9-ИДС-НИТТИН для промышленной реализации новой технологии. Необходимое давление, в нашем случае, обеспечивается разностью термического расширения свариваемых металлов. В узлах трения скольжения гидронасосов высокого давления достигнут уровень адгезионной прочности в соединениях БрО12-сталь 18ХГТ > 180 МПа.
Диффузионная сварка в вакууме, вакуумная печь, сталь
Короткий адрес: https://sciup.org/140221731
IDR: 140221731
Текст научной статьи Новые возможности диффузионной сварки в вакууме без приложения внешнего давления для бронзирования стальных деталей
На ОАО «Пневмостроймашина» корпуса аксиальных насосов с 1967 года изготавливаются из латуни марки Л62, имеющей низкую прочность и не является удовлетворительным антифрикционным материалом.
По этой причине нет возможностей повышать давление в данных системах, уменьшать габариты гидронасосов, а это важнейшие параметры. Целесообразным является изготовление корпуса насоса из стали 18ХГТ, а рабочие каналы «бронзировать».
Ввиду параметрических особенностей корпуса гидронасоса (см. рис. 1) не представляется возможным «бронзировать» такой канал способами литья, наплавки или напыления.
В связи с вышеизложенным мы предложили технологический процесс «бронзирования» (БрО12) внутренних отверстий корпуса (рис. 1) включающий: дорнование бронзовой втулки, установленной в отверстие корпуса по скользящей посадке, и последующую диффузионную сварку в вакууме, полагая при этом, что внешнее давление, необходимое при диффузионной сварке, должно быть обеспечено разностью коэффи- циентов термического расширения бронзы БрО12 и стали 18ХГТ [1-2].
Наши расчеты, применительно к конкретному корпусу (рис. 1) показали, что нормальное давление на свариваемых поверхностях с повышением температуры до 750 ºС может достигать 107 Мпа или быть равным пределу упругости бронзы при соответствующих температурах.
На рисунке 2 показана схема и последовательность операций сборки (а), дорнования с натягом 0,25; 0,50; 0,75 мм, натяг оценивали как (d К – d Н )/2 (б) и последующей выпрессовки бронзовой втулки после диффузионной сварки (в).
В бронзах БрО10, БрО12 мы наблюдали в литом состоянии интерметаллиды (δ фаза) (см. рис. 3, а, б), являющимися хрупкими во всем температурном диапазоне их существования [3, 4].
Интерметаллиды охрупчивают бронзу поэтому для обеспечения лучшей деформируемости при дорновании бронзовых втулок был выполнен отжиг литой бронзы при 500 ºC, 30 минут, который частично растворяет интерметаллиды, но дендритное строение сохраняется (рис. 3 в), что улучшило деформируемость такой бронзы. Нагрев до 750ºC, 30 минут переводит бронзу в однофазное состояние [4], однако, согласно диаграмме Cu-Sn [3] при медленном охлаждении после нагрева до 750 °С часть олова, в нашем случае, до 7% выделяется в виде дисперсных частиц типа Cu 3 Sn, восстанавливая опорную поверхность.
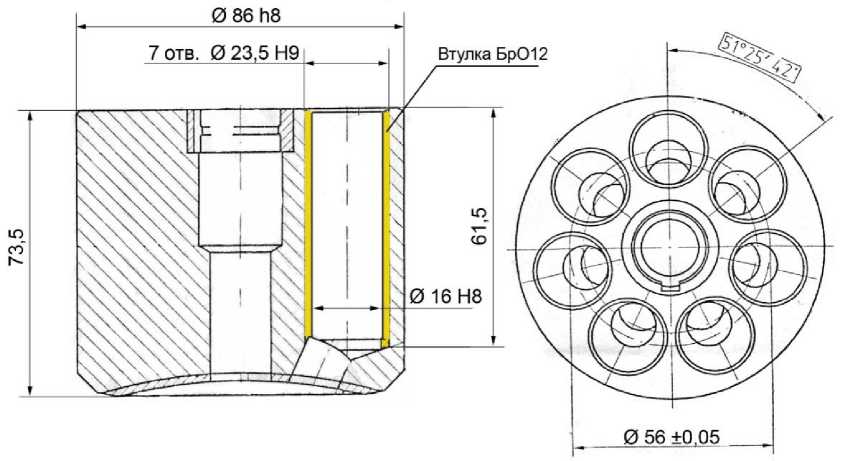
Рис. 1. Корпус аксиально-поршневого гидронасоса.
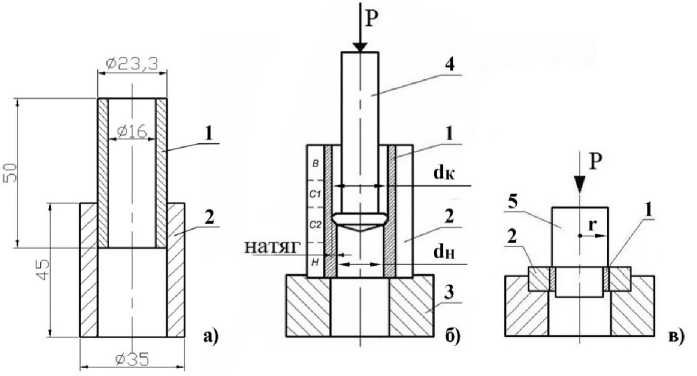
Рис. 2. Схема дорнования и определения адгезионной прочности сварного соединения БрО12 – сталь: а) бронзовая втулка – 1, стальной корпус – 2; б) основание – 3, дорн – 4; в) выпрессовка кольца – 1 приваренной бронзы пуансоном – 5.
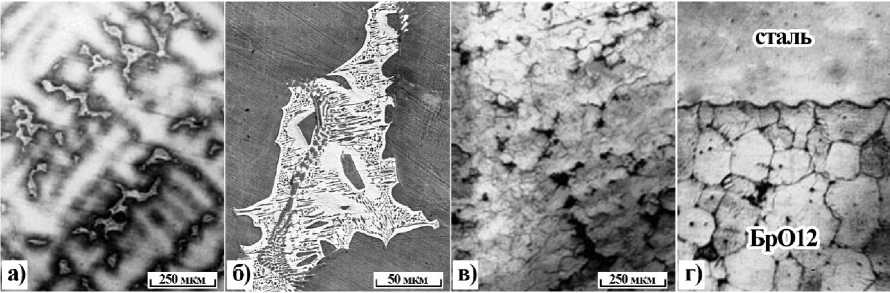
Рис. 3. Структура литой бронзы БрО12 (а), интерметаллид Cu3Sn (б), БрО12 после отжига 500 ºС, 30 мин. (в), сварное соединение (г).
Далее осуществляли селективный подбор втулок и «корпусов», так чтобы зазор между бронзовой втулкой 1 и корпусом 2 (см. рис. 2 а) обеспечивал скользящую посадку. При этом исследовали влияние шероховатости внутренней поверхности корпуса, а так же влияние полной и неполной резьбы, нанесенной на корпус и втулку, которая, в данном случае, ввинчивалась в соответствующий стальной корпус, после чего проводили дорнование с натягом 0,25; 0,50 и 0,75 мм, который определялся как полуразность конечного (d К ) и начального (d Н ) после дорнования бронзовой втулки (рис. 2 б). Диффузионную сварку бронзовой втулки со стальным корпусом проводили в вакуумной печи модели СШВЭ – 1.2,5/25И2 при температуре 750°С в течение 30 минут при вакууме не ниже 10 -5 мм. рт. столба.
Далее каждую втулку разрезали на 4 равные части на верхней части - В, средней - С и нижней - Н (рис. 2 б) определяли адгезионную прочность соединения сталь – бронза путем выпрессовки бронзовой втулки из корпуса с записью диаграммы Р (усилие) – сдвиг, мм втулки относительно корпуса (рис. 2 в).

Рис. 4. Вакуумная электропечь модели СЭВЭ-3.3/9-ИДС-НИТТИН.
Таблица 1
Влияние натяга при дорновании, параметров резьбы М24: полная h=1,4 мм; неполная h=0,5 мм (рис. 4 б, в) и отжига втулки БрО12 на адгезионную прочность сварного соединения
|
Термическая обработка втулки БрО12 (ТО) |
Н, мм |
τ сдв , МПа |
||
|
без резьбы |
неполная резьба |
полная резьба |
||
|
Отливка без ТО |
0,25 |
30 |
88 |
145 |
|
0,50 |
- |
65 |
173 |
|
|
0,75 |
208 |
177 |
208 |
|
|
После отжига, 500 ºС, 30 мин |
0,25 |
179 |
92 |
166 |
|
0,50 |
235 |
142 |
188 |
|
|
0,75 |
221 |
156 |
188 |
|
Показатели адгезионной прочности определяли как результат деления максимального усилия «выпрессовки» на «площадь» поверхности сварки (τ сдв =Р max /2πrh, МПа).
При увеличении шероховатости сопрягаемых поверхностей с 2,2 до 5,5 HRa при натяге 0,5 мм адгезионная прочность растет с 12 до 30 Мпа соответственно. Это обусловлено тем, что площадь контакта возрастает, в соответствующих образцах, пропорционально показателю Ra.
Для зоны соединения, полученного дорнова-нием с натягом 0,75 мм, характерна волнистость (рис. 3 г). Причиной ее формирования, по-нашему мнению, является структурное состояние стали, а именно, эта сталь содержит 80% зерен феррита (HV50 ≤ 100 ед.) и 20% зерен перлита (HV50 ≥ 200 ед.).
Это приводит к тому, что в процессе дорно-вания деформируется не только бронза, но и сталь и в первую очередь, ее мягкая ферритная составляющая. Наблюдаемый микрорельеф зоны соединения благоприятен с точки зрения адгезионной прочности.
Далее было оценено влияние резьбы М24, нанесенной на стальную втулку и корпус (рис. 4 б, в), на адгезионную прочность сварных соединений в зависимости от параметров резьбы, величины натяга, предварительного отжига бронзовой втулки перед дорнованием. Результаты представлены в таблице 1.
При сварке гладких поверхностей τсдв сильно зависит от натяга и только натяг ≥ 0,75 мм обеспечивает высокую адгезионную прочность.
Более подробно, механизмы и факторы, влияющие на формирования показателей адгезионной прочности рассмотрены нами в работах [5, 6, 7].
Данный технологический процесс в производственных условиях можно осуществлять в общепромышленной вакуумной электропечи сопротивления. Поэтому многофункциональная вакуумная печь модели СЭВЭ-3.3/13-ИМ-НИТТИН подверглась существенной переработке и была адаптирована (кастомизированна) под практическое внедрение технологии диффузионной сварки без приложения внешнего давления в новом ти-поисполнении печи модели СЭВЭ-3.3/9-ИДС-НИТТИН (рис. 4).
В случае бронзирования крупных деталей кастомизация печей может быть развернута в линейку типоисполнений с увеличенным размером рабочего пространства СЭВЭ-5.5/9-ИДС-НИТТИН и СЭВЭ-7.7/9-ИДС-НИТТИН.
С буквенно-цифровой маркировкой печей торговой марки НИТТИН можно ознакомиться на сайте
Таким образом, в данном исследовании обоснована и экспериментально подтверждена новая технология диффузионной сварки в вакууме без приложения внешнего давления для «бронзирования» рабочих поверхностей аксиально-поршневых гидронасосов, которая включает дорнование бронзовой втулки, установленной в рабочие каналы с натягом 0,75 мм и последующий вакуумный диффузионный отжиг (диффузионная сварка) при 750 °С в течении 30 минут.
При этом давление, необходимое для обеспечения диффузионной сварки, формируется за счет разности термического расширения бронзы и стали в процессе нагрева и выдержки при 750 °С, 30 минут [7].
Данная разработка позволила создать рациональную технологию бронзирования внутренних отверстий корпуса типа 310.4.56.260 СБ для ОАО «Пневмостроймашина», г. Екатеринбург с особо высокой адгезионной прочностью соединения сталь – бронза (τСДВ ≥ 180 МПа).
Список литературы Новые возможности диффузионной сварки в вакууме без приложения внешнего давления для бронзирования стальных деталей
- Зубченко А.С. Марочник сталей. -Изд. 2-е пераб. и доп. -М.: Машиностроение-1, 2003. -783 с.
- ГОСТ 613 -79 (ИСО 4383 -91). Бронзы оловянные литейные. Марки. -М.: Изд-во стандартов, 2000. -5 с.
- Диаграммы состояния двойных металлических систем: Справочник: В 3-х т.: Т. 2/Под общ. ред. Н.П. Лякишева. -М.: Машиностроение, 1997. -1024 с.
- Лифшиц Б.Г. Металлография. Изд. 2-е. -М.: Металлургия, 1971. -405 с.
- Потехин Б.А., Измайлов Д.К., Христолюбов А.С., Илюшин В.В. Технология изготовления подшипников скольжения диффузионной сваркой//Известия ВУЗов. -2006. -№ 4. -С. 33-35.
- Потехин Б.А., Измайлов Д.К. Особенности диффузионной сварки в вакууме без приложения внешнего давления//Сварочное производство. -2008. -№ 2. -С. 8-13.
- Патент № 2549786 RU, МПК В23К 20/14. Способ диффузионной сварки в вакууме без приложения внешнего давления/Потехин Б.А., Христолюбов А.С., Измайлов Д.К. (RU). -2013137957/02; Заявл. 13.08.2013; Опубл. 27.04.2015 Бюл. № 12.
