Новые возможности гидропневматической очистки внутренней поверхности непроточных гидроагрегатов

Автор: Санчугов Валерий Иванович, Решетов Виктор Михайлович, Турусин Сергей Васильевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.16, 2014 года.
Бесплатный доступ
Представлена схема процесса пневмогидравлической очистки агрегатов, использующая гидроударное подключение гидравлической системы технологического стенда к полости очищаемого агрегата, заполненного не жидкостью, а газом. Проведение теоретического анализа гидродинамика процесса, оценки влияния различных конструктивно-технологических факторов выполнено на основе математического моделирования процесса в программной среде MatLab-SimuLink. Проведены экспериментальные исследования, подтверждающие адекватность математической модели. Разработанный процесс очистки непроточных гидроагрегатов позволит значительно повысить качество и сократить длительность процесса очистки агрегатов.
Очистка, промывка, гидроагрегат, пневмогидравлическая очистка, гидродинамика, математическое моделирование, экспериментальные исследования
Короткий адрес: https://sciup.org/148203517
IDR: 148203517 | УДК: 629.73.063
New opportunities hydropneumatic cleaning internal surface stagnant hydraulic units
Presents a process diagram hydropneumatic cleaning units, using hydroshock connection of the hydraulic system of technological stand to the cavity cleaned the unit is not filled with liquid, and gas. Theoretical analysis of the hydrodynamics of the process, evaluating the impact of various structural and technological factors made on the basis of mathematical modeling of processes in MatLab-SimuLink. Experimental studies confirm the adequacy of the mathematical model. Developed purification process is still generating units allow-lit to significantly improve the quality and reduce the duration of the cleaning process units.
Текст научной статьи Новые возможности гидропневматической очистки внутренней поверхности непроточных гидроагрегатов
Как показали предварительные исследования по визуализации картины течения, в данном случае при заполнении полости развиваются огромные скорости течения жидкости, способные обеспечить отрыв частиц со стенок полости в самое короткое время.
Эксперименты, основанные на технологии лазерного ножа и скоростной видеосъемки картины течения жидкости в прозрачном корпусе, имитирующем объект очистки, показали следующее:
-
- скорости течения жидкости на входе в агрегат при соответствующем выборе параметров стенда могут значительно (в 10 раз и выше) превышать рабочие скорости систем гидропривода;
-
- в процессе заполнения в полости развивается интенсивное струйно-вихревое течение жидкости и пузырьков газа, распространяющееся по всему объему полости;
-
- время заполнения полости может достигать значений 0,5 ^ 1,5 секунд.
В процессе дальнейшей разработки была изготовлена лабораторно-экспериментальная установка, пневмогидравлическая схема которой представлена на рис. 1.
Схема включает в себя:
-
- пневмогидроаккумулятор (ПГА);
-
- электрогидравлический быстродействующий распределитель;
-
- полость очищаемого агрегата;
-
- соединительные трубопроводы;
-
- измерители давления.
Магистраль подачи жидкости в полость агрегата выполнялась из трубопровода dу=10мм. и длиной I =500 мм (включая длины соединительных штуцеров и переходников).
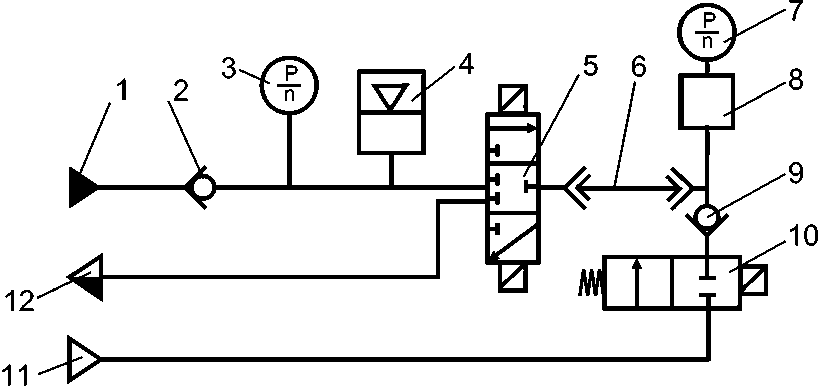
Рис. 1. Принципиальная схема процесса пневмогидравлической очистки агрегатов:
1 – магистраль подачи жидкости; 2, 9 – обратные клапаны; 3, 7 – измерители давления;
4 – пневмогидроаккумулятор; 5 – гидрораспределитель; 6 – трубопровод; 8 – объект очистки;
10 – кран; 11 – газовая магистраль; 12 – линия слива
В качестве измерительно-вычислительного комплекса использовалась аппаратура компании Hydac, состоящая из:
-
1. датчика давления HDA 3800 со следующими характеристиками:
-
- класс точности 0,3 % мак;
-
- диапазон давления от 0 до 350 бар;
-
- выходной аналоговый сигнал 4…20 мА (2-х проводные) или 0…20 мА (3-х проводные);
-
2. портативного регистратора данных HMG-3000;
-
3. персонального компьютера с программ-
- ным обеспечением Hydac.
Общий вид экспериментальной установки представлен на рис. 2.
Эксперименты проводились сериями при различных значениях давления зарядки воздушных и гидравлических полостей пневмогидроаккумулятора.
На рис. 3 представлена осциллограмма изменения давления в полости агрегата при давлении зарядки воздухом 3 МПа и зарядки гидравлической 5 МПа.
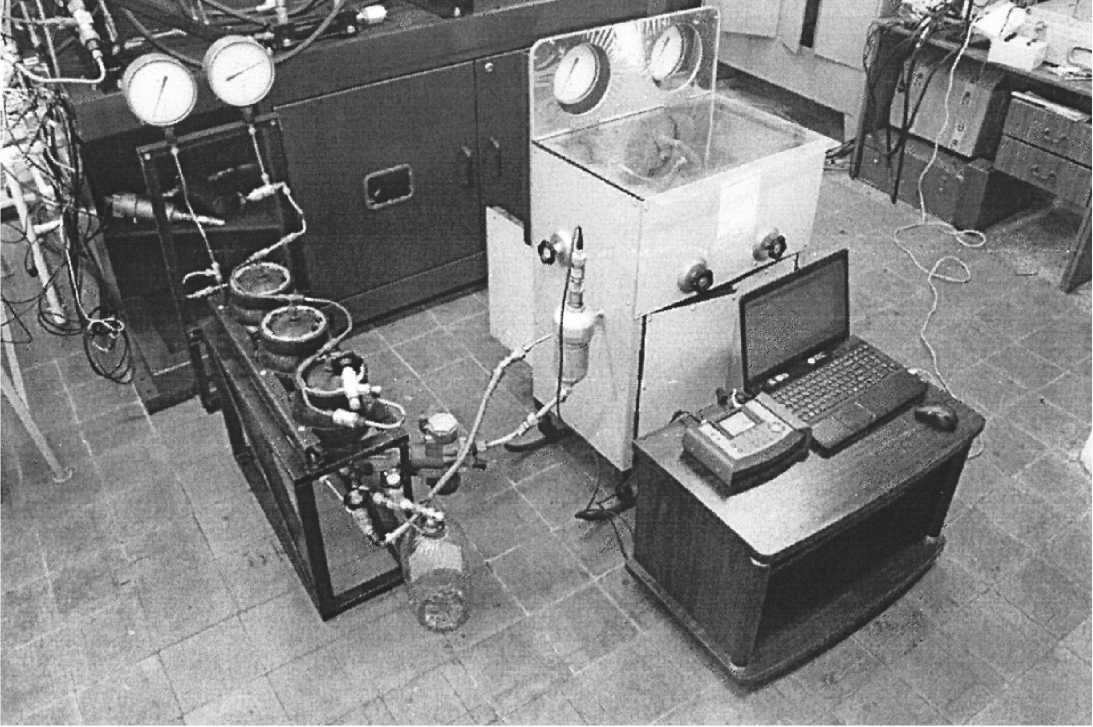
Рис. 2. Общий вид экспериментальной установки
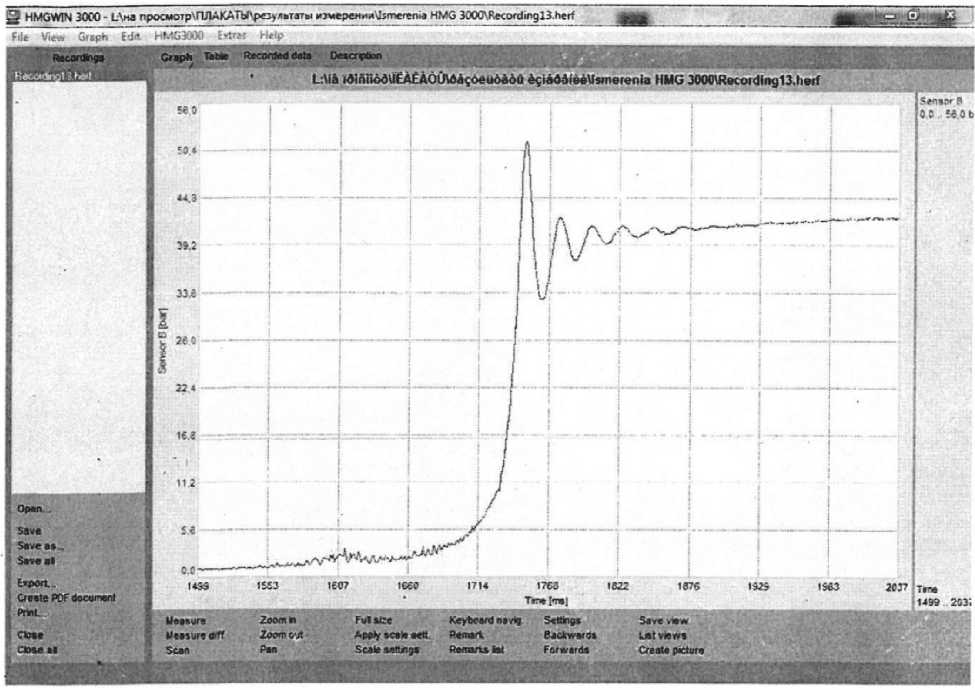
Рис. 3. Результаты эксперимента, полученные при зарядке ПГА до 5, 0 МПа и объёмом полости 0,54 X 10 -3 м 3
Приведенная осциллограмма процесса заполнения полости показывает, что длительность заполнения составляет около 1 секунды по времени при достижении максимума расхода до 1 л/с (60 л/мин).
С целью углубленного теоретического анализа гидродинамика процесса, оценки влияния различных конструктивно-технологических факторов в работе выполнено математическое моделирование процесса в программной среде MatLab-SimuLink. Моделирование выполнялось при следующих допущениях:
-
- растворимость газа в жидкости отсутствует;
-
- стенки полости абсолютно жёсткие;
-
- жидкость рассматривается несжимаемой;
-
- процесс заполнения протекает по изотермическому закону;
-
- подключение полости к источнику давления происходит моментально.
При моделировании учитывалось:
-
- инерционное сопротивление столба жидкости в трубопроводах, включая размеры проход-ников и соединительных штуцеров;
-
- линейное и нелинейное (квадратичное) активное сопротивление течения жидкости в трубопроводах;
-
- упругие свойства газовой среды при заполнении полости.
Основной особенностью модели является организация вычисления активных потерь давления в трубопроводах. Для этого вещественная часть импеданса магистрали, зависящая от геометрических характеристик трубопроводов и режима течения жидкости, определялась в виде уравнения прямой:
Re Z тр = a + bQ = Re Z л + Re Z н , (1) где a – составляющая импеданса при ламинарном течении;
-
b – коэффициент нелинейной составляющей импеданса при турбулентном течении;
Q – расход жидкости;
Re Zл – линейная составляющая вещественной части импеданса;
Re Zн – составляющая вещественной части импеданса, учитывающая нелинейные эффекты.
Правомочность такого подхода показана в работе В.П. Шорина [6], где так же указано, что указанные составляющие могут быть определены расчётным путём для установившегося течения жидкости по известным соотношениям гидравлики [7]:
a = Re Z л = 128 ^^ ^ ; (2)
лd4
, Re Z„ Л1. £ ^ P
b = ££ = 161 X + ^ I Qо. (3)
Q n I d ^ 2 d 2
В выражениях (2) и (3) обозначено:
P - плотность жидкости;
-
V - коэффициент кинематической вязкости;
-
X - коэффициент потерь на трение при турбулентном течении;
^ - суммарный коэффициент местных потерь, определяемый с учётом потерь в гидравлическом распределителе;
-
£ , d - длина и диаметр магистрали;
Q 0 – установившийся расход жидкости, при котором определяются координаты контрольной точки на уравнении прямой выражения (1).
Далее определяется угол наклона (2) прямой
-
(1) в координатах Re Z н 0 = Re( Q 0 ) :
tg « =
Re Z н 0 Q 0
откуда перепад давления при текущем значении турбулентного расхода (Q) определяется в виде:
^Pн = tg«(Q )Q
Математическая модель расчёта процесса заполнения полости агрегата приведена на рис. 4.
В левой части модели (сверху вниз) размещены исходные данные для расчёта:
-
- диаметр магистрали, м;
-
- длина магистрали, м;
-
- давление предварительной зарядки газом ПГА, Па;
-
- полный объём полости ПГА, м3;
-
- давление зарядки ПГА жидкостью, Па;
-
- коэффициент кинематической вязкости жидкости, м2/с;
-
- критическое число Рейнольдса;
-
- объём полости очищаемого агрегата, м3;
-
- давление предварительной зарядки газом полости агрегата, Па.
Правая часть модели представляет собой четыре регистратора – измерителя параметров переходного процесса.
В средней части модели производится вычисления основных и вспомогательных параметров процесса.
В блоках Product и Gain производится вычисление площади проходного сечения трубопровода. В блоках Product 1 и Product 2 вычисляется величина, обратная “инерционности” (L) трубопровода:
-
1 = S tp.
L p£ , где Sтр – площадь внутренней поверхности трубопровода;
-
P - плотность жидкости;
-
£ - длина трубопровода.
Блоки Product 10 и Product 11 позволяют вычислить давление на выходе идеального ПГА без учёта трения и массы поршня. Это давление вычисляется с учётом давления предварительной зарядки ПГА газом, полного объёма ПГА и давления зарядки ПГА жидкостью. Вычисление давления на выходе “реального” ПГА производится с учётом массы поршня (блоки Deruvative 1 и Gain 5) и трения поршня о стенку цилиндра ПГА (блок Gain 4). Это давление, уменьшенное на величину давления в полости объекта очистки и величину активных потерь давления в трубопроводе, подается на вход блока Product 4. В этом блоке, работающем совместно с блоком Integrator 1, определяется объёмный расход жидкости на входе в полость объекта очистки. Интегрированием найденного значения расхода вычисляется объём порций жидкости, поступающий в полость объекта очистки (блок Integrator 2). После вычитания этого объёма из полного объёма ПГА определяется объём газа в полости ПГА. Затем в блоках Product 7 и Product 8 рассчитывается давление в полости ПГА в процессе заполнения полости.
Вычисление активного перепада давления на концах трубопровода организовано следующим образом. С использованием блока Product 8 определяется максимальный расход жидкости при ламинарном течении. Это значение сравнивается с текущим вычисляемым значением расхода. Переключатель Switch и коэффициент Gain 2 определяют перепад давления жидкости при ламинарном течении с учётом изменения направления потока, для чего используется блок Gain 3.
Для вычисления нелинейного квадратичного перепада давления используются блоки Gain 1, Product 6. Перепады давления суммируются и затем уменьшают давление на входе в трубопровод. Переключатель Switch 1 выполняет функции гидрораспределителя потоков на рисунке 1 для расчёта фаз наполнения агрегата и последующего слива жидкости из него.
Результаты расчётов по модели достаточно точно согласуются с результатами физических экспериментов в части:
-
- длительности переходных процессов заполнения и слива жидкости;
-
- формы и параметров изменения давления в полости очищаемого агрегата.
0.785
В то же время результаты физических экспериментов по возбуждению гидроудара и визуализации течения жидкости показали, что в фазе слива около 15ч20% жидкости не сливается, а остаётся в полости. Это объясняется тем, что интенсивно перемешанная с газом жидкость сливается из полости вместе с газом. Данное явление
10E-3
Constant
600E-3
Product
Gain
Constantl
Products
Productl
Product2
Constant2
Scope2
5E6
Gain5
Constants
6E-3
ProductIO
Productl 1
Deri native 1
|
d |
j/dt |
3.2E4
Gain6
Constant9
1E7
ConsianilE
Scope
Step
Ramp
Switch 1 4 T X
Gain2
Switch
Product4 Integrate П
1 s Integrator
0.1E6
2.4E7
Constant?
10E-6
Gain4
Constants
Products
Gain3
Constant4
Producto
3E-3
Constants
38E9
Abs
1E6
Constants
Goir H-
0.785 <
Product?
Products
ЗсореЗ
Scooel
Рис. 4. Математическая модель расчета параметров течения жидкости моделью не учитывается, так как модель не предусматривает смешение жидкости и газа в процессе наполнения полости.
С использованием разработанной модели выполнен ряд вычислительных экспериментов, в ходе которых установлено влияние на достижимые скорости течения жидкости следующих конструктивно-технологических параметров процесса:
-
- влияние длины и диаметра соединительных магистралей стенда, которые изменялись соответственно: от 0,3 до 1,5 м и от 6 до 12 мм;
-
- влияние геометрических размеров ПГА, дав-
- лений зарядки полостей, трения и массы разделителя сред;
-
- влияние объёма полости очищаемых агрегатов (от 0,5 до 15 л);
-
- влияние давления предварительной зарядки газом полости очищаемого агрегата.
Результаты расчётов, часть которых представлены на осциллограммах на рис. 5, показали следующее:
-
- скорость потока жидкости при заполнении полости достигает значений 120 ^ 140 м/с, что почти в 10 раз превышает рабочие скорости течения жидкости систем гидропривода;
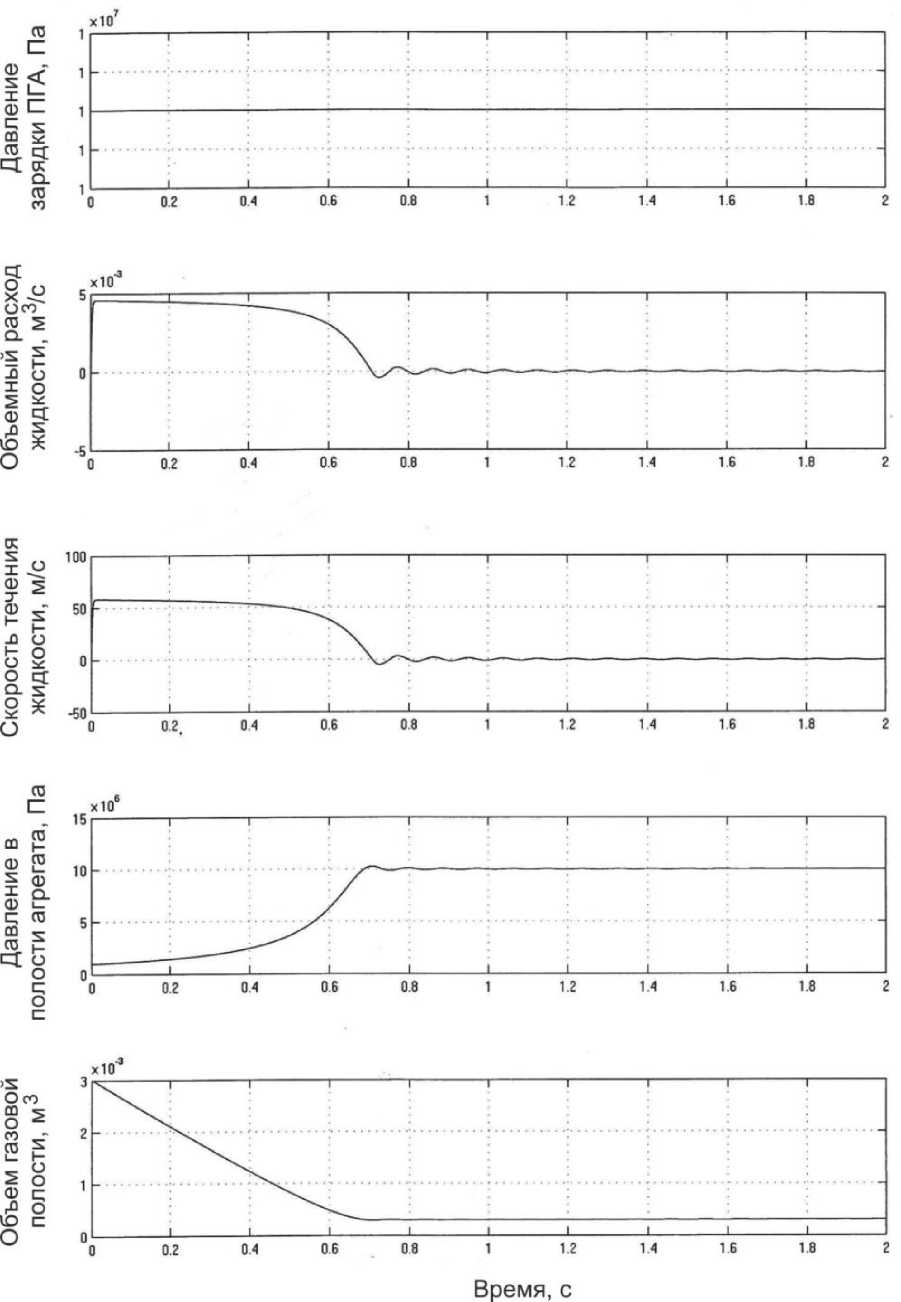
Рис. 5. Некоторые результаты расчёта процесса заполнения полости агрегата
-
- длительность процесса заполнения полости составляет от 0,4 до 1,5 секунд.
Максимальные скорости течения жидкости могут быть достигнуты при увеличении диаметра соединительных магистралей и уменьшении их длины.
Увеличение давления зарядки ПГА жидкостью свыше 10 МПа, как правило, нецелесообразно, так как незначительно увеличивает скорости течения жидкости.
ВЫВОД
Полученные результаты позволяют предположить возможность значительного повышения качества и сокращения длительности процессов очистки агрегатов.
Список литературы Новые возможности гидропневматической очистки внутренней поверхности непроточных гидроагрегатов
- Патент РФ №2041749, МПК В08В9/00. Способ очистки полых изделий/В.А. Ермаков, Д.А. Загвоздин, Г.С. Шишкин, М.А. Ермаков -заявл. 04.02.1991; опубл. 20.08.1995.
- Патент РФ №2132244, МПК В08В9/00. Способ промывки внутренних поверхностей полых изделий и устройство для его осуществления/Н.А. Зюзиков, С.И. Григорьев -заявл. 15.05.1997, опубл. 27.06.1999.
- ГОСТ 31303-2006. Чистота промышленная. Метод очистки гидродинамический газовых и жидкостных систем машин и механизмов от загрязнителей. Введ. 2008-03-01. -М.: Стандартинформ, 2007. -18 с.
- Санчугов В.И. Технологические основы динамических испытаний и отработки гидросистем и агрегатов. Учебное пособие. Самара: Самарский научный центр РАН, 2003. -96 с.
- Белянин П.Н., Данилов В.М. Промышленная чистота машин. М.: Машиностроение, 1982. -224 с.
- Шорин В.П. Устранение колебаний в авиационных трубопроводах. М.: Машиностроение, 1980. 156 с.
- Попов Д.Н. Динамика и регулирование гидро-и пневмосистем. М.: Машиностроение. 1987. 463 с.
