О параболической аппроксимации температурного поля слябов при нагреве в методических печах

Автор: Панферов В.И., Панферов С.В.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургическая теплотехника и теплоэнергетика
Статья в выпуске: 1 т.25, 2025 года.
Бесплатный доступ
Введение. В условиях повышения требований к качеству и экономичности нагрева металла перед прокаткой задача создания и совершенствования математического обеспечения автоматизированных систем управления технологическими процессами (АСУ ТП) нагревательных печей является вполне актуальной. Цель исследования: установить конкретику реализации упоминаемого в литературе параболического подхода к описанию температурных полей заготовок при нагреве в методических печах.
Нагрев металла, автоматизированная система управления, метод парабол, особенности модели, удовлетворение начального условия, распределение температуры по сечению заготовки, погрешность расчета, среднемассовая температура
Короткий адрес: https://sciup.org/147248044
IDR: 147248044 | УДК: 669.046:621.783.001.57 | DOI: 10.14529/met250105
On parabolic approximation of the temperature field of slabs during heating in continuous furnaces
Introduction. In the conditions of increasing requirements for the quality and efficiency of metal heating before rolling, the task of creating and improving the mathematical support of automated process control systems (APCS) for heating furnaces is quite relevant. Purpose of the study. To establish the specifics of the implementation of the parabolic approach mentioned in the literature to the description of the temperature fields of billets during heating in continuous furnaces.
Текст научной статьи О параболической аппроксимации температурного поля слябов при нагреве в методических печах
Известно, что еще в 50-х годах прошлого столетия М.А. Био предложил мгновенное распределение температуры по пространственным координатам в массивном теле представлять с помощью параболы [1]. Привлекательность такого подхода объясняется тем, что параболу можно однозначно характеризовать «…небольшим числом параметров…» [2, с. 352], что значимо упрощает описание температурного поля и весьма существенно уменьшает необходимый для его хранения объем памяти компьютера. С этой же целью – с целью сокращения необходимого объема памяти компьютера – в работе [3] применялась аппроксимация температурного поля слябов при нагреве в методических печах многочленами второго и четвертого порядков по координате х - толщине нагреваемой заготовки. Для этого начало координат выбиралось в точке с нулевым тепловым потоком, что и позволяло исключить в аппроксимирующем многочлене наличие нечетных степеней координаты х и тем самым уменьшить количество подлежащих определению его коэффициентов.
Обоснованность такого подхода аргументируется также и тем, что, как это указано в работе [4, с. 157], «…из решений уравнения теплопроводности … известно, что при постоянной скорости нагрева и постоянном тепловом потоке с наступлением так называемого регулярного режима распределение температур по сечению пластины подчиняется параболическому закону». Здесь вполне уместно заметить, что, как это отмечено в работе [5, с. 159], «…многолетний опыт работы различных научно-исследовательских учреждений показывает, что метод регулярного режима является эффективным средством решения инженерных задач».
К месту также заметим, что о наличии параболической составляющей в решении задачи нагрева пластины в печах в свое время указывал еще Г.П. Иванцов в работе [6, с. 59–60].
Известны также и другие работы, в которых температурные поля в телах достаточно успешно аппроксимируются степенными многочленами не выше 3-го порядка [7–9].
Постановка задачи
Таким образом, метод парабол достаточно привлекателен при решении задачи расчетного контроля температуры нагреваемых заготовок в системах управления, работающих в режиме реального времени. Поэтому существенно важными являются вопросы о том, как конкретно в этом случае следует вычислять параметры аппроксимирующей параболы, насколько предлагаемое описание температурного поля соответствует общеизвестному математическому представлению процесса, в какой мере оно приемлемо, в том числе и для целей использования в составе математического обеспечения автоматизированных систем управления технологическими процессами (АСУ ТП). Поэтому далее рассмотрим особенности применения этого метода.
Общее решение задачи
Как это хорошо известно [10–15], нагрев слябов в методических печах можно представить с помощью математической модели следующей структуры:
dt(x,T) д A dt(x,T)\ л г/п бт> д- д, Р д, b0
д^= 0,т> 0;(3)
дх
Ад^ = а[£п(т) — £(^т)],т>0.(4)
Здесь с т , р и Л - соответственно теплоемкость единицы массы, плотность и коэффициент теплопроводности, зависящие в общем случае от температуры С(х,т); х - пространственная координата; т - время; L - расчетное сечение заготовки; t0(x) - заданная функция, описывающая начальное температурное поле металла; а - коэффициент теплоотдачи; С п (т) - температура рабочего пространства печи.
Предположим, что нестационарное температурное поле слябов удовлетворительно описывается следующей параболой:
С(х,т) = а(т) + Ь(т)х + с(т)х2. (5)
Здесь а(т), Ь(т), с(т) - параметры (коэффициенты) параболы, которые подлежат определению в процессе решения задачи моделирования.
Рассмотрим один из вариантов определения этих коэффициентов. Для этого подчиним непосредственно соотношение (5) уравнениям модели (1)–(4), тогда будем иметь:
стР [^dT + х ТО7 + х2 ^7)] = Л • 2с(т), 0 < х < L, т > 0;(6)
а(0) + й(0)х + с(0)х2 = С0(х), 0 < х < L;(7)
й(т) = 0,т>0;(8)
Л[Ь(т) + 2c(t)L] = а[сп(т) — а(т) — b(r)L — c(t)L2],t > 0.(9)
стР Кт + х2 TFT] =Л•2с(т),0
а(0) + с(0)х2 = С0(х), 0 < х < L;(11)
A2c(t)L = а[сп(т) — а(т) — c(t)L2],t > 0.(12)
При этом из соотношения (12) следует, что а(т) = tnCO — (^ + L2) с(т).(13)
Поэтому, подставив данное выражение в (10), получим следующее обыкновенное линейное дифференциальное уравнение относительно с(т):
М^+[х2 — (V+L2)]a7W^(T)-04)
или
Т + ^ / [(“ + L2) — х2] с(т) = 1/ [(^ + L2) — х2] \.
Известно [16], что общее решение данного уравнения может быть представлено в следующем виде:
с(т) = [(2И/«+Ч)_х " | Т exp {](^^7i;y5]'®-т)}_л_d^ +
+consrexp {-J^-l1).
Поэтому для коэффициента а(т) можно записать
а(т) = t n ft)— (— + l 2 ) { |(^m2)_,2| ^ exp { [(S tJ' )-^] к — т))^т45+
X , ( ST)
+const• exp — г,д, т\ —гт к K“«-R]
Таким образом, с помощью соотношений (16) и (17) можно определить искомые числовые значения коэффициентов параболы для любого закона изменения температуры печи во времени.
Анализ и конкретизация решения для случая постоянной температуры печи
При постоянной во времени температуре печи tn (т) = tnn получаем, что с(т) = const •exp {-йй^^т}, тогда
а(т) = tnn — (— + L2) const • exp {— W^.p)— т}.(19)
у J пп к а / ' I [(2XL/a+L2)-x2] J
Из данных формул следует, что lim T ^ ra с(т) = 0, а lim T ^ ra а(т) = t nn , это вполне согласуется с физическими представлениями о процессе нагрева.
Из вышеприведенных уравнений следует, что числовые значения коэффициентов параболы зависят не только от времени, но и от координаты %, следовательно, в действительности распределение температуры по толщине заготовки более сложное, чем парабола. Поэтому необходимо признать, что кусочно-полиномиальная аппроксимация температурного поля, используемая в работах [7–9], является более точной. К месту заметим, что в работе [6, с. 59] отмечено следующее: «.. .общее решение уравнения Фурье представляет собой полином степени и».
Как это следует из вышеприведенных формул, для дальнейшей конкретизации решения задачи необходимо как-то, исходя из начального условия, определять числовое значение const. При этом следует иметь в виду, что само решение задачи предполагает только параболическое начальное распределение температуры, что не всегда соответствует действительности. Таким образом, самим подходом к решению задачи моделирования закладывается ошибка в аппроксимации реального начального температурного поля. Однако и такой подход может быть оправдан тем, что с увеличением времени процесса, с наступлением так называемого регулярного режима нагрева влияние начального температурного поля заметно ослабевает [5]. Более того, «…теория регулярного режима позволяет в некоторых случаях проводить приближённые расчёты нестационарных температурных полей … когда принимается, что температурное поле тела или системы тел входит в стадию регулярного режима с самого начала рассматриваемого процесса» [5, с. 149].
Из уравнений (18) и (19) следует, что расчетное начальное температурное поле С ° (х) будет иметь вид:
£ р (%) = t nn — ( "О- + L2) const + const • %2. (20)
Вполне понятно, что в общем случае оно не может быть равно реальному распределению температуры в заготовке в начале нагрева t p (%) ^ t0(%), т. е. соотношение (11) при таком подходе может быть выполнено только приближенно. Поэтому для определения const воспользуемся таким понятием, как «важнейшие температуры в теле» [17], а именно понятием «среднемассовая температура», и будем считать, что в начале нагрева должны быть равны только средемассовые температуры (расчетная t 0 и реальная t0). Исходя из этого, получаем следующее уравнение для определения константы:
f — f O const = 277—2-a V2
.
Поэтому конкретное выражение для начального температурного поля при данном подходе к моделированию процесса нагрева будет иметь вид:
t p (%) t 77
— (V+L2>
f 77 f O ^+ 2 L 2 a з
+
f nn f O 2
^+2 - 2 % .
a з
Заметим, что при таком подходе, каким бы ни было реальное начальное распределение температуры в заготовке, расчетное распределение всегда будет именно таким, как это указано в формуле (22).
Таким образом, при рассматриваемом подходе к моделированию нестационарное температурное поле заготовки при постоянной температуре печи будет описываться следующим доста- точно простым уравнением:
t(%,т) = tnn + J^ • exp |— ^рЧ-д—р"^ ’ (%2 - V - L2).
Как это нетрудно заметить из (23), данный метод привлекателен не только по причине небольшого числа характеризующих параболу параметров, но и по причине простоты получающегося математического описания температурного поля (небольшого объема вычислительной работы), что достаточно важно для задачи расчетного контроля температуры нагреваемых заготовок.
Вычислительные эксперименты
На рис. 1 представлены результаты расчета по данному соотношению (методу парабол) температурного поля заготовки для некоторых моментов времени при t nn = 1300 0C; ^ = 0,02 мч 2 ; L = 0,1 м;
A = 40,705 ; a = 407,05 ; t ° = 20 C.
, мС , m2C
На рис. 2–4 приведены кривые распределения температуры в заготовке, вычисленные по методу парабол и по классическому (точному) методу Фурье для случая равномерного начального температурного поля в 20 С и соответственно для моментов времени т = 0,5 ч, т = 1,0 ч и т = 1,5 ч. Здесь к месту необходимо подчеркнуть, что рассматривается наиболее неблагоприятный для данного подхода случай – случай равномерного на- чального распределения температуры. Здесь во всех случаях звездочками помечены кривые, рассчитанные по методу парабол.
Как видно из рис. 2–4, наибольшее различие температур наблюдается для центра (% = 0) и поверхности заготовки (% = L), причем это различие уменьшается с увеличением времени нагрева. Поэтому можно заключить, что рассматриваемый подход к описанию процесса нагрева становится более точным по мере приближения регулярного режима нагрева. При этом, однако, следует иметь в виду, что «…время регуляризации температурного поля в теле зависит … и от начального распределения температур» [5, с. 155]. Отсюда следует заключить, что чем ближе начальное распределение температуры будет к заложенному в предлагаемом методе, тем выше будет точность расчета уже с самых начальных моментов времени.
Многочисленные расчеты также показали, что различие среднемассовых температур, вычисленных по точному методу Фурье и по методу парабол, практически не существенно. Так, например, для случая на рис. 2 среднемассовая температура, вычисленная по методу парабол, составляет 695,5 °C, а по точному методу Фурье - 698,9 °C. Впрочем, несущественность
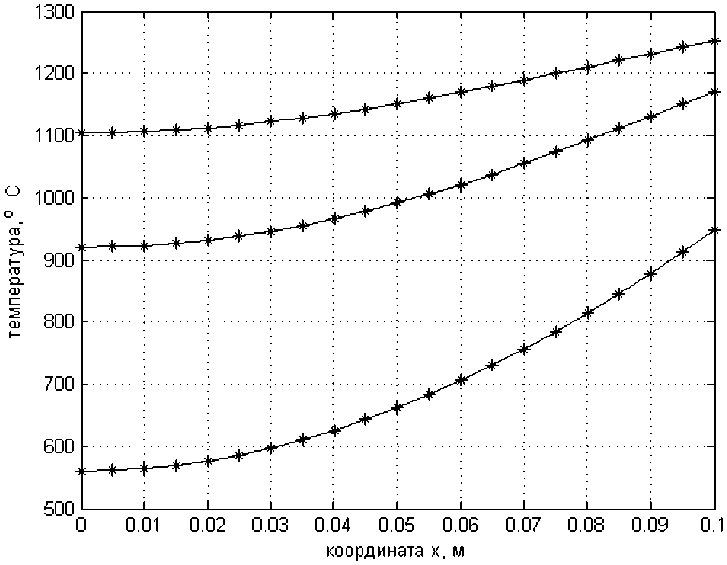
Рис. 1. Распределение температуры в заготовке: нижняя кривая - при т = 0,5 ч; средняя - при т = 1, О ч; верхняя - при при т = 1,5 ч Fig. 1. Temperature distribution in the workpiece: lower curve at т = 0,5 h; middle - at т = 1,0 h; upper - at т = 1,5 h
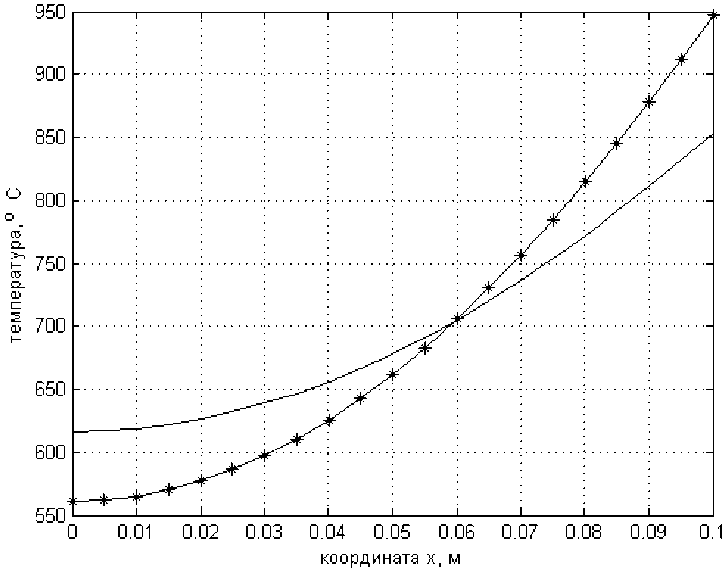
Рис. 2. Кривые распределения температуры в заготовке, вычисленные по методу парабол и по классическому методу Фурье для момента времени т = 0,5 ч
Fig. 2. Temperature distribution curves in the workpiece, calculated using the parabola method and the classical Fourier method for the time moment т = 0,5 h
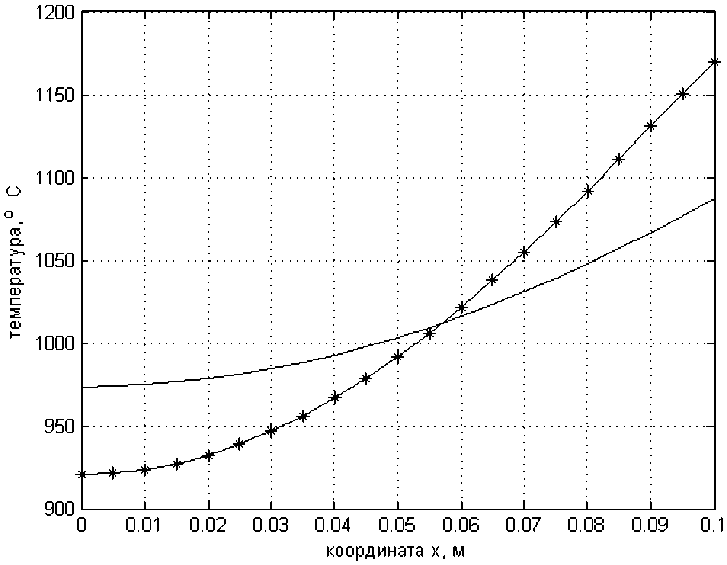
Рис. 3. Кривые распределения температуры в заготовке, вычисленные по методу парабол и по классическому методу Фурье для момента времени т = 1, О ч
Fig. 3. Temperature distribution curves in the workpiece, calculated using the parabola method and the classical Fourier method for the time moment т = 1,0 h
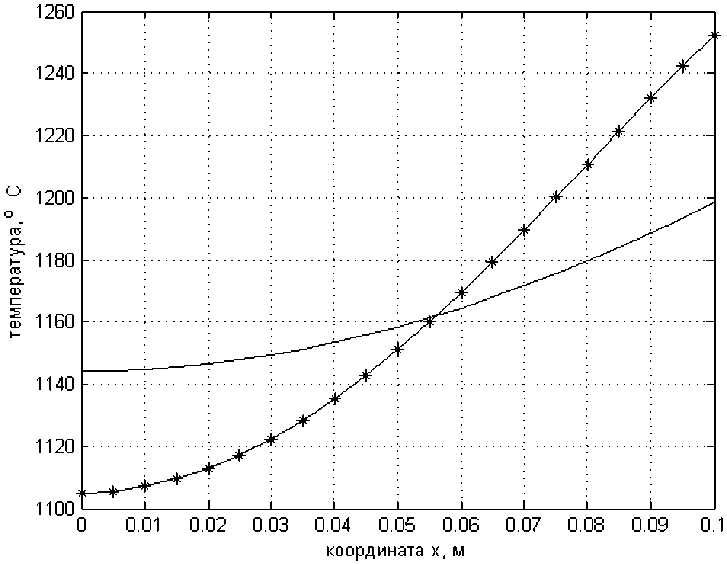
Рис. 4. Кривые распределения температуры в заготовке, вычисленные по методу парабол и по классическому методу Фурье для момента времени т = 1,5 ч
Fig. 4. Temperature distribution curves in the workpiece, calculated using the parabola method and the classical Fourier method for the time moment т = 1,5 h
различия расчетов среднемассовой температуры можно проследить и визуально по графикам рис. 2–4: площади под кривыми точного и приближенного распределений температур по сечению сляба практически одинаковы. Поэтому метод парабол без каких-либо опасений может рассматриваться как простой и достаточно точный метод расчета среднемассовой температуры слябов, причем зачастую и с самого начала процесса нагрева. Это значимо, так как для качественной прокатки металла, в первую очередь, важно общее теплосодержание заготовки, выдаваемой из печи. Если при этом учесть, что с увеличением времени нагрева заметно уменьшается и погрешность вычисления других температур заготовки, то метод парабол вполне можно рекомендовать для использования в составе матема- тического обеспечения систем управления, работающих в режиме реального времени.
Выводы
Метод парабол, несмотря на простоту математического представления, позволяет практически без погрешности вычислять среднемассовую температуру слябов и может быть применен для приближенного описания процесса нагрева при разработке и реализации АСУ ТП методических печей. При этом следует отметить, что погрешность расчета профиля температур по сечению заготовки имеется и зависит от того, насколько начальное распределение температуры по сечению сляба отличается от параболического, эта погрешность заметно уменьшается к концу процесса нагрева.
