О параметрах зевообразования на ткацких станках

Автор: Башметов Андрей Валерьевич, Башметов Валерий Степанович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (17), 2009 года.
Бесплатный доступ
Проведен анализ влияния вида зева на величину деформации основных нитей от зевообразования при различном числе ремизок в заправке ткацкого станка. Полученные результаты позволяют определять оптимальные параметры зевообразования для обеспечения минимальной разности деформаций основных нитей.
Параметры зевообразования, ткачество, зевообразование, ткацкие станки, основные нити, ткацкое производство, заправка станков, ремизки, зев, виды зева, деформации нитей, разность деформаций
Короткий адрес: https://sciup.org/142184605
IDR: 142184605
Текст научной статьи О параметрах зевообразования на ткацких станках
А.В. Башметов, В.С. Башметов
Для выработки тканей из различных видов волокон на ткацких станках применяются различные виды зева – чистый, нечистый смешанный. При выборе вида зева необходимо учитывать множество факторов, в том числе физикомеханические свойства основных нитей, количество ремизок в заправке ткацкого станка и др. От этих факторов зависит величина деформации основных нитей при зевообразовании.
Проведем анализ влияния вида зева на величину деформации основных нитей от зевообразования при различном числе ремизок в заправке ткацкого станка. На рис.1 представлена схема расположения основных нитей при зевообразовании (в верхней части зева). Все величины, относящиеся к первой, i-ой и последней ремизкам, имеют соответственно индексы 1, i и n.
При образовании чистого зева различные ремизки перемещаются от средней линии OF на различную величину. Первая ремизка перемещается вверх на h в1
h вi
величину
i-ая ремизка – на величину
, последняя ремизка – на величину hвп . Все глазки галев в верхней части зева располагаются в плоскости АВСО, а основные нити в передней части зева образуют один угол α, который определяется условиями прокладывания уточных нитей через зев. Аналогичным образом располагаются основные нити в нижней части зева (на рисунке не показаны).
При применении на ткацком станке чистого зева деформация основных нитей, заправленных в различные ремизки, будет различной. Соответственно, будет различным и натяжение основных нитей в фазе полного раскрытия зева. Разница деформаций основных нитей первых и последних ремизок будет больше при большем числе ремизок.
При образовании нечистого зева различные ремизки перемещаются от средней линии OF на одинаковую величину, т.е. h 1 = h . = h . Все глазки галев в1 вi вn находятся в плоскости ADE. Основные нити первой ремизки располагаются по линии OAF, i-ой ремизки – по линии ODF, последней ремизки – по линии OEF.
При применении на ткацком станке нечистого зева деформации основных нитей, заправленных в различные ремизки, также будут отличаться друг от друга. При этом деформации основных нитей второй и всех последующих ремизок будут значительно больше, чем при чистом зеве. Поэтому с целью уменьшения разности деформаций основных нитей второй и последующих ремизок возможно расположение всех глазков галев в промежуточной плоскости AMN, находящейся между плоскостями АВСО (чистый зев) и ADE (нечистый зев). Положение плоскости AMN определяется углом р , величина которого может находиться в пределах от 0 до а .
Деформацию основных нитей i-ой ремизки при зевообразовании можно определить
Л = Л/ 1 2. + h2. + Л/ 1 2. + h2. - L , (1)
i 1i вi 2i вi где l1i и l2i – длина передней и задней частей зева из основных нитей i-ой ремизки;
hвi – высота верхней части зева из нитей i-ой ремизки;
L – длина зева.
Параметры зева из нитей i-ой ремизки можно определить через параметры из нитей первой ремизки
зева
11i = 1ц -(i - 1) t,
1 2 i = 1 21 + ( i — 1 ) t ,
h
hei = 11itga, tga = Т l11
,
h'ei = he1 - t(i - 1)tge,
где t – шаг расположения ремизок на ткацком станке;
i – порядковый номер ремизки.
Расчеты деформаций основных нитей выполнены для ткацких станков типа
АТПР и СТБ. На станках типа АТПР 1ц = 150 мм, 1 21 = 290 мм, L = 440 мм, h ^ = 50 мм. Угол а верхней части зева на станках типа АТПР определяется взаимным расположением ветвей зева и пневморапир. В данном случае он равен 18,4 0 . На станках типа СТБ 1ц = 296 мм, 1 21 = 304 мм, L = 600 мм. Угол зева 2 а на станках типа СТБ с кулачковыми зевообразовательными механизмами может находиться в пределах от 160 до 260 (оптимальное значение 200 – 210) [1], а при применении ремизоподъемных кареток – от 160 до 240 (оптимальное значение 210). Поэтому для расчетов принят угол зева 2 а = 21 0 , а = 10,5 0 , при котором h , = 54,86 мм.
в 1
Результаты расчетов представлены графически для станков типа АТПР на рис.2 и для станков типа СТБ на рис.3.
λ,мм
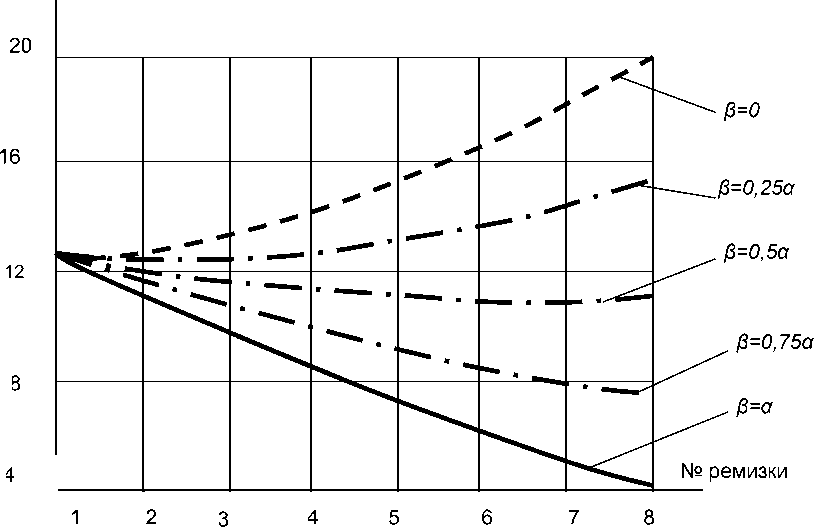
Рисунок 2 – Деформация нитей на станках типа АТПР
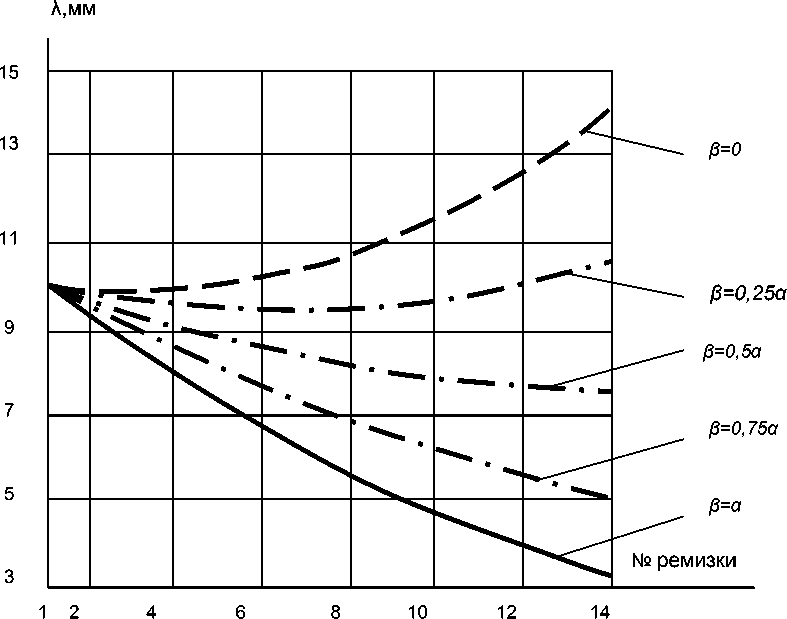
Рисунок 3 – Деформация нитей на станках типа СТБ.
Из рисунков видно, что при образовании чистого зева ( β = α ) на ткацких станках деформация основных нитей от зевообразования уменьшается по мере перехода
от первой ремизки к последующим ремизкам. На станках АТПР от первой до восьмой ремизки это уменьшение происходит с 12,39 до 4,22 сН/н, а на станках СТБ от первой до четырнадцатой ремизки – с 10,03 до 3,14 сН/н.
При образовании нечистого зева ( β = 0), когда все ремизки имеют одинаковое перемещение от средней линии, деформация нитей от зевообразования увеличивается при переходе от первой ремизки к последующим ремизкам: на станках АТПР с 12,39 до 20,13 сН/н; на станках СТБ с 10,03 до 14,2 сН/н.
Очевидно, что при использовании в заправке ткацких станков большого числа ремизок проблематично применение как чистого, так и нечистого зева. Лучшие результаты для уменьшения разности деформаций основных нитей различных ремизок могут быть достигнуты при применении такого зева (0 < β < α ), когда все глазки галев располагаются в промежуточной плоскости AMN. При этом оптимальное значение угла β может быть получено в зависимости от количества и порядковых номеров ремизок в заправке ткацкого станка. Например, при использовании в заправке станка АТПР последних пяти ремизок (от 4-ой до 8-ой) оптимальным будет значение β = 0,5 α , обеспечивающее примерно одинаковую величину деформаций основных нитей, заправленных в эти ремизки.
Таким образом, пользуясь приведенной методикой, можно определять оптимальные параметры зевообразования для обеспечения минимальной разности деформаций основных нитей при использовании в заправке ткацкого станка различного количества и порядковых номеров ремизок.
Список литературы О параметрах зевообразования на ткацких станках
- Степанов, Г. В. Станки СТБ: устройство и наладка/Г. В. Степанов, Р. В. Быкадоров. -Москва: Легпромбытиздат, 1985. -215 с.
