О причинах трещинообразования в корпусных отливках сельскохозяйственных машин

Автор: Скобло Т.С., Сидашенко А.И., Сайчук А.В., Рыбалко И.Н., Телятников В.В.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Научно-техническое обеспечение процессов и производств в АПК и промышленности
Статья в выпуске: 2 (6), 2015 года.
Бесплатный доступ
Установлены основные причины трещинообразования корпусных деталей из серого чугуна. Это формирование грубых включений графита и их розеточные включения; наличие больших скоплений оксидов; ликвация компонентов с формированием неметаллических включений, являющиеся концентраторами напряжений.
Трещинообразование, поверхность, корпус, отливки, чугун
Короткий адрес: https://sciup.org/14770060
IDR: 14770060 | УДК: 62-213:
Текст научной статьи О причинах трещинообразования в корпусных отливках сельскохозяйственных машин
Введение. К наиболее ответственным деталям сельскохозяйственной техники, которые в значительной мере определяют её надёжность в эксплуатации, относятся – корпусные. В процессе использования техники они подвергаются различным нагрузкам (механическим, термоциклическим и вибрационным). Это приводит к трещинообразованию особенно при отклонениях в структуре материала, формируемой при их производстве [1-4]. Трещинообразование сопровождается потерей герметичности и аварийной утечкой топливо-смазочных материалов.
Материалы и методы исследования. Корпусные детали, как правило, изготавливают методом литья из серого чугуна марок СЧ15, СЧ18 или СЧ20. Толщина стенок изменяется в пределах 30-55мм. Основными требованиями, предъявляемым к их качеству, являются следующие: σВ=200-250МПа (в тонких сечениях σВ=270Мпа) и 223-248 ед. НВ.
Для обеспечения этих свойств различные производители корпусных отливок используют методы модифицирования, микролегирования чугуна и различные технологические приёмы литья, в том числе, и способы подготовки литейной формы. Кроме того, для восстановления повреждённых зон отливок различные предприятия используют метод зачистки и заварки дефектов.
Для того, чтобы оценить влияние различных факторов на склонность отливок к повреждаемости, в первую очередь, надо определить причины, ответственные за склонность к трещинообразованию, а затем эффективно разрабатывать направления поиска путей повышения качества.
Целью работы являлось определение факторов, оказывающих влияние на склонность отливок к трещинообразованию.
Для реализации поставленной цели были проведены статистические сопоставительные исследования отливок с развитой повреждаемостью на их поверхности и без неё. Анализ проводили на шлифах, вырезанных с различных зон отливок металлографическим методом, а также с использованием электронной микроскопии.
Исследуемые отливки существенно отличались по структуре металла. Металлографическим анализом не травленных шлифов было установлено, что склонность к трещинообразованию возрастает при кристаллизации большой доли грубого пластинчатого графита. В меньшей мере склонны к поверхностному трещинообразованию отливки с равномерным распределением мелких (точечных и компактных) включений графита.
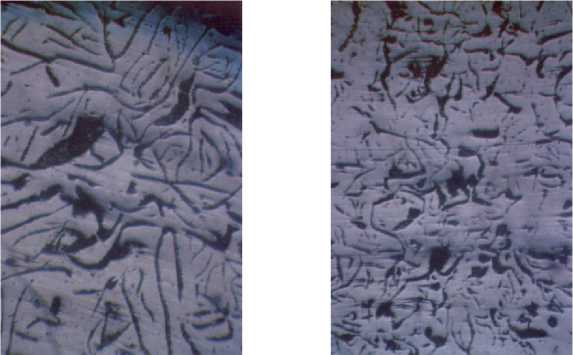
Результаты исследований. На рис. 1 приведена структура чугуна с различной склонностью к трещинообразованию.
а б
Рис. 1 Включения графита в исследуемых отливках, х100
а – с повышенной поверхностной склонностью к трещинообразованию, б- с пониженной
На первом этапе сопоставительные исследования проводили в зоне, прилегающей к поверхности, где трещинообразование фиксировали визуально.
Не характерным для исследуемых отливок является факт кристаллизации выявленной одинаковой формы и количества графита у поверхности и середины (по всему сечению толщиной 30мм).
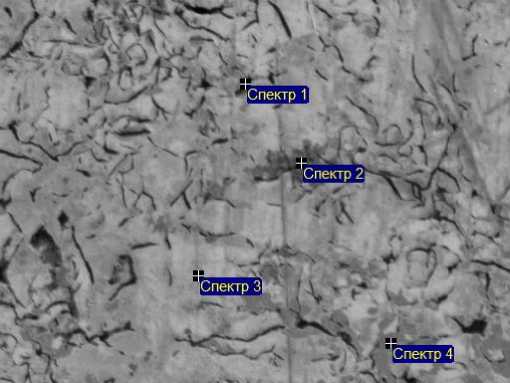
Травление шлифов 4%-ным раствором азотной кислоты в этиловом спирте выявило неравномерное распределение фазового состава сплавов (рис. 2). Четко выявляются границы эвтектических зерен, которые состоят из ферритной составляющей и графитовых включений, располагающихся у границы зерен этой фазы.
ЗООмкт
Электронное изображение 1
|
Спектр |
В стат. |
C |
O |
Si |
P |
S |
Cr |
Mn |
Fe |
Итог |
|
Спектр 1 |
Да |
13.14 |
34.40 |
0.97 |
0.20 |
0.39 |
50.90 |
100.00 |
||
|
Спектр 2 |
Да |
8.43 |
4.57 |
1.95 |
0.55 |
84.50 |
100.00 |
|||
|
Спектр 3 |
Да |
7.43 |
1.47 |
0.17 |
0.18 |
0.99 |
89.76 |
100.00 |
Рис. 2 Микроструктура поверхностного слоя отливки, склонной к трещинообразованию
Существенное влияние на склонность к трещинообразованию может оказывать ликвация компонентов. Методом микрорентгеноспектрального анализа границ эвтектических зерен установлено, что доля в них углерода наиболее низкая и составляет 7,43-8,43% (за счёт выделения графита). Такая концентрация углерода характерна для феррита двух исследуемых групп корпусных деталей в з оне бл изкой к поверхности. К центру отливок (сечение на глубине
15мм) доля углерода в феррите ниже и соответствует 6,95% (рис. 3).
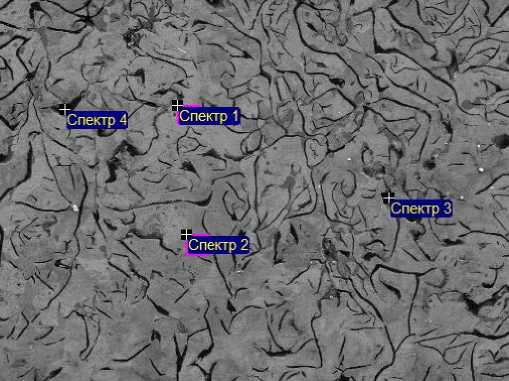
Независимо от типа структурных составляющих (феррит, перлит) у поверхности отливок концентрация кремния сравниваемых отливок довольно близкая и составляет 1,38-1,61%. В центральной зоне в отливке, склонной к поверхностному трещинообразованию выявлена значительная его ликвация (0,27-2,08%, см. рис. 3).
ТООмкт 1 ___________ Электронное изображение 1
|
Спектр |
C |
O |
Si |
Al |
S |
Cr |
Cl |
K |
Mn |
Fe |
Na |
Mg |
Ca |
|
Спектр 1 |
80.08 |
5.34 |
0.27 |
14.31 |
|||||||||
|
Спектр 2 |
36.90 |
13.78 |
1.16 |
0.29 |
0.16 |
0.09 |
0.11 |
0.10 |
0.39 |
46.52 |
0.21 |
0.18 |
0.12 |
|
Спектр 3 |
7.18 |
1.73 |
0.82 |
90.27 |
|||||||||
|
Спектр 4 |
9.80 |
2.08 |
0.62 |
87.50 |
Рис. 3 Микроструктура середины отливки без поверхностных трещин
По границам эвтектических зерен у поверхности исследуемых отливок отмечается формирование фосфидной эвтектики. Концентрация фосфора в этих зонах достигает 0,74%. В центральной части отливок этот компонент отсутствует или его доля не превышает 0,08%. В отдельных зонах отливок, склонных к трещинообразованию, его концентрация достигает 0,53%, что также свидетельствует о выделении фосфидной эвтектики.
Наибольшая доля ферритной составляющей находится в области розеточных включений графита и это характерно только для поверхностного слоя отливок. Такой феррит отличается более тёмным цветом, что связано с его насыщенностью кислородом (13,98-34,4%). Перлитная структурная составляющая практически не окисляется в центральной зоне отливок, а наблюдаемая повышенная концентрация этого компонента характерна для зон с грубыми включениями графита, в которые проникает окислительная атмосфера, способствующая зарождению и развитию трещин. В процессе повреждаемости берега трещин окисляются и по их расположению и протяженности можно судить о степени дефектности отливок в центральной её части (рис. 4). Для этого следует воспользоваться методом неразрушающего контроля качества [5], поскольку важно не только выявить поверхностные трещины, но и исключить их формирование в других зонах отливки, чтобы предотвратить аварийные ситуации при эксплуатации техники.
ЗООмкт 1 Электронное изображение 1
|
Спектр |
C |
O |
Si |
P |
S |
Cr |
V |
N |
Mn |
Fe |
Mg |
Al |
|
Спектр 1 |
23.78 |
1.00 |
1.39 |
0.18 |
0.84 |
72.81 |
||||||
|
Спектр 2 |
6.95 |
2.09 |
0.08 |
0.09 |
0.05 |
0.61 |
90.14 |
|||||
|
Спектр 3 |
73.92 |
8.44 |
0.33 |
0.11 |
0.09 |
5.16 |
0.08 |
11.68 |
0.05 |
0.13 |
||
|
Спектр 4 |
93.94 |
3.83 |
0.07 |
0.04 |
2.13 |
Рис. 4 Микроструктура середины отливки c поверхностными трещинами
Выявлена существенная неоднородность и в распределении серы. Независимо от анализируемых зон и исследуемых отливок её концентрация изменяется в пределах от 0 до 0,49%. Причем, в случаях повышенной концентрации серы от 0,27 до 0,49%, имеет место и увеличение – марганца от 0,83 до 2,6%. Это свидетельствует о формировании включений MnS.
В отливках менее склонных к поверхностному трещинообразованию дополнительно выявлены в локальных областях средней зоны следующие компоненты %: 0,29 Al; 0,18 Mg; 0,11 Cl; 0,10 K; 0,21 Na; 0,12 Ca (см. рис. 3). Можно предложить, что металл этих отливок модифицировали, введением комплексного модификатора, который неравномерно растворился при обработке жидкого металла.
В таких отливках у поверхности выявлена и добавка карбидообразующего компонента – ванадия. Доля его изменяется в локальных зонах от 0,04-0,48% (рис. 5). При максимальной концентрации этого компонента (0,48%) возможно образование спецкарбидов VC, т.е.
вклад его проявляется не только в измельчении зерна.
Металл отливок с увеличенной склонностью к поверхностному трещинообразованию модифицирован и микролегирован компонентами Ti, V и N. Они также распределены неравномерно, т.к. выявлены только в средней части сечения отливки толщиной 30мм. Средняя концентрация V и Ti составляет 0,05-0,07%. В одной из зон доля азота достигает 5,16%. Можно предположить, что это крупное нитридсодержащее включение (см. рис. 4).
|
Спектр |
C |
O |
Si |
P |
S |
Cr |
V |
Ti |
Mn |
Fe |
|
Спектр 1 |
13.78 |
2.83 |
1.50 |
0.07 |
0.50 |
0.08 |
0.04 |
0.06 |
1.25 |
79.89 |
|
Спектр 2 |
16.95 |
8.65 |
1.38 |
0.03 |
0.05 |
0.08 |
0.07 |
0.02 |
0.56 |
72.22 |
|
Спектр 3 |
18.63 |
1.35 |
1.61 |
0.01 |
0.19 |
0.06 |
0.07 |
0.01 |
0.83 |
77.23 |
|
Спектр 4 |
8.91 |
1.12 |
1.39 |
0.74 |
0.04 |
0.13 |
0.32 |
0.21 |
1.04 |
86.10 |
|
Спектр 5 |
21.52 |
1.43 |
0.03 |
1.07 |
0.06 |
0.07 |
2.15 |
73.67 |
||
|
Спектр 6 |
8.94 |
1.07 |
1.43 |
0.74 |
0.61 |
0.13 |
0.48 |
0.40 |
1.74 |
84.47 |
Рис. 5 Граница эвтектических зерен (ферритная составляющая)
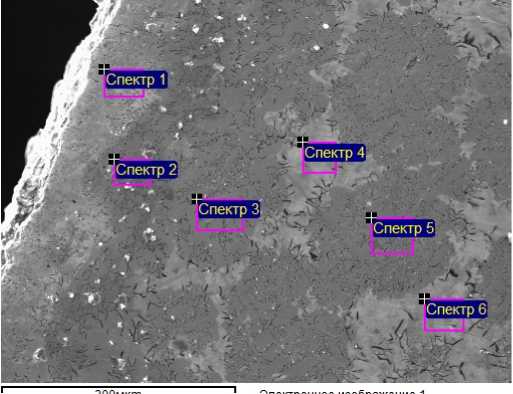
Статический анализ различных зон отливок с повышенной склонностью к трещинообразованию на их поверхности выявил наличие большого количества включений оксидов железа, кремния и сложных - типа (MnFe)O, MnSiO3, Mn2SiO4, размером до 1-2мкм. Максимальное их скопление характерно для зон с розеточными включениями графита. В этих местах отмечается и интенсивное окисление ферритной составляющей. Это проявляется в повышенной травимости с концентрацией кислорода до 34%. Включения окислов имеют неправильную компактную форму. По мере удаления от поверхности размер таких включений уменьшается и не превышает 0,5-0,7мкм (рис. 6).
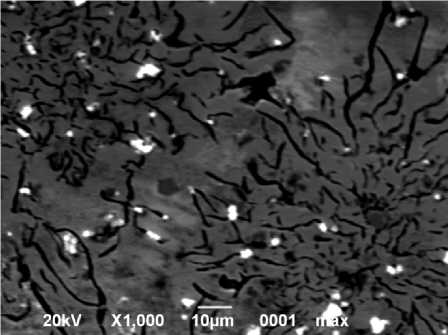
Рис. 6 Окислы алюминия (Al 2 O 3 ) и кремния (Si 2 O 3 ). Термоэлектронная эмиссия
Поверхностное окисление металла отливок связано с плохой подготовкой литейной формы, её повышенной влажностью. При этом пластинчатый графит, особенно грубые включения, обеспечивают доставку активно-коррозионной среды и в другие зоны отливок.
Анализом показано, что отливки мало склонные к поверхностному окислению имеют в центральной части сечения повышенную долю кислорода, причем даже в большей мере, чем в корпусных деталях с поверхностными трещинами (табл. 1). По всей поверхности, в анализ не попала магистральная трещина, доставляющая активно-коррозионную среду в центральную зону отливки.
Уменьшить склонность отливок к трещинообразованию возможно осуществлением контроля на соответствие технологических процессов нормативно-технической документации по подготовке литейной оснастки и способа модифицирования жидкого расплава.
Таблица 1 - Статический анализ распределения кислорода в исследуемых отливках
|
Локальное распределение кисло |
рода в зонах, % |
|||
|
число случаев |
с поверхностными трещинами |
без поверхностных трещин |
||
|
поверхность |
середина |
поверхность |
середина |
|
|
1 |
3,41 |
1,0 |
1,17 |
0,91 |
|
2 |
3,44 |
8,44 |
0 |
2,96 |
|
3 |
4,57 |
3,83 |
1,12 |
13,98 |
|
4 |
1,81 |
1,17 |
1,35 |
2,65 |
|
5 |
1,35 |
1,17 |
8,65 |
4,54 |
|
6 |
0 |
0 |
2,83 |
0 |
|
7 |
0 |
1,07 |
0 |
|
|
8 |
0 |
13,78 |
||
|
9 |
0 |
5,34 |
||
|
10 |
0 |
|||
|
средняя концентрация кислорода |
4,5 |
2,6 |
2,31 |
4,01 |
Выводы. В результате выполненных комплексных исследованиях установлено, что основными причинами трещинообразования корпусных деталей из серого чугуна являются: формирование грубых включений графита и их розеточные включения; наличие больших скоплений оксидов; ликвация компонентов с формированием неметаллических включений, являющиеся концентраторами напряжений.
Для снижения склонности отливок к трещинообразованию необходимо четко соблюдать технологический регламент литья и подготовки формы, осуществлять качественный процесс модифицирования жидкого металла, исключающего формирование грубого графита и его розеток, а также ликвации химических компонентов, в том числе, и входящих в состав модификатора.
Sets the basic causes of cracking case details made of grey iron. This formation of coarse graphite and rosette inclusion; the presence of large concentrations of oxides; liquation of components with formation non-metallic inclusions are stress concentrators.
Список литературы О причинах трещинообразования в корпусных отливках сельскохозяйственных машин
- Скобло Т. С., Сидашенко А. И., Сайчук А. В., Манило В. Л., Романюк С. П. Оценка качества отливок из серого чугуна методами неразрушающего контроля. Литейное производство. -Москва, 2014. -№12. -С. 2-4.
- Сидашенко А. И., Скобло Т. С., Сайчук А. В., Рыбалко И. Н., Манило В. Л. Изготовление и обработка корпусных деталей из чугуна. Вiсник ХНТУСГ iм. П. Василенка «Ресурсозберiгаючi технологiї, матерiали та обладнання у ремонтному виробництвi». -Харьков, 2015. -Вып. 158. -С. 126-133.
- Захаров Ю. А., Рылякин Е. Г., Лахно А. В. Анализ способов восстановления посадочных отверстий корпусных деталей машин. Молодой ученый. -2014. -№ 16. -С. 68-71.
- Захаров Ю. А., Рылякин Е. Г., Семов И. Н. и др. Обеспечение работы мобильных машин в условиях отрицательных температур. Молодой ученый. -2014. -№ 17. -С. 56-58.
- Способ оценки качества изделий неразрушающим методом: пат. 95287 Украина. № а 2014 06020; заявл. 02.06.2014; опубл. 25.12.2014, Бюл. №24. 5 с.
