О влиянии некоторых геометрических параметров пенобетоносмесителя на качество пенобетонной смеси и потребляемую мощность

Автор: Шуйский А.И., Кузнецов С.В., Стельмах С.А., Щербань Е.М., Торлина Е.А.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 2 (77), 2020 года.
Бесплатный доступ
В лаборатории кафедры «Технологии вяжущих веществ, бетонов и строительной керамики» Донского государственного технического университета был проведен ряд экспериментов, направленных на определение оптимальных геометрических параметров смесителя для получения высококачественной пенобетонной смеси. В статье рассматривается влияние соотношения высоты смеси и диаметра смесителя, количества и ширины отражательных перегородок, а также формы конусной части смесителя на однородность пенобетонной смеси и потребляемую мощность. Установлено, что параметр «отношение высоты пенобетонной смеси в смесителе и диаметра смесителя» рационален для пенобетонной смеси в пределах значений в интервале от 0,75 до 1. Качественную (однородную по всему объему) пенобетонную смесь при меньших затратах энергии можно получить при соотношении «ширина перегородки - диаметр смесителя» в диапазоне от 0,04-0,06; увеличение количества отражательных перегородок приводит к повышению однородности смеси и увеличению затрат мощности на ее приготовление, в то же время увеличение количества перегородок более четырех не приводит к существенному увеличению потребляемой мощности и повышению качества смеси, поэтому рационально устанавливать в смесителе четыре отражательные перегородки. Рациональный угол конической части смесителя для приготовления пенобетонной смеси составляет от 50 до 60°.
Пенобетоносмеситель, пенобетонная смесь, геометрические параметры, однородность смеси, потребляемая мощность
Короткий адрес: https://sciup.org/142228786
IDR: 142228786 | УДК: 691.327.333
About the influence of some geometric foam concrete parameters on the quality of foam concrete mixture and consumption power
In the laboratory of the Department of "Technology of binders, concrete and building ceramics" of the Don State Technical University, a number of experiments were conducted aimed at determining the optimal geometric parameters of the mixer to obtain high-quality foam concrete mixture. In the article, the authors considered the influence of the ratio of the height of the mixture and the diameter of the mixer, the number and width of the reflective partitions, as well as the shape of the conical part of the mixer on the uniformity of the foam concrete and power consumption. The authors found that the parameter “ratio of the height of the foam concrete mixture in the mixer and the diameter of the mixer” is rational for the foam concrete within the range of 0.75 to 1. It is also noted that high-quality (uniform throughout the volume) foam concrete mixture with less energy to obtain with the ratio "the width of the partition the diameter of the mixer" in the range from 0.04-0.06; an increase in the number of reflective partitions leads to an increase in the homogeneity of the mixture and an increase in the power consumption for its preparation, while an increase in the number of partitions more than four does not significantly increase the power consumption and improve the quality of the mixture; therefore, it is rational to install four reflective partitions in the mixer. The rational angle of the conical part of the mixer for the preparation of foam concrete mix is from 50° to 60°.
Текст научной статьи О влиянии некоторых геометрических параметров пенобетоносмесителя на качество пенобетонной смеси и потребляемую мощность
Анализ существующих конструкций смесителей как по отрасли производства строительных материалов, так и по тематически смежным областям, в частности в нефтехимическом машиностроении [1, 2], показал большое разнообразие типов смесителей и конструкций активаторов. При этом эксплуатационные характеристики приблизительно одинаковые.
Особый интерес вызывают смесители турбулентного типа, так как установлено [3], что при формировании структур строительных материалов при турбулентном перемешивании мельчайшие частицы цемента первыми перемещаются к протяженным поверхностям раздела фаз, где стремительно гидратируют и образуют высокопрочные соединения цементного камня.
Расчет турбулентного потока представляет собой нерешенную теоретически задачу, поэтому имеются только качественные показатели, полученные экспериментальным путем. Установлено, что при возбуждении пенобетонной смеси активатором формируется трехмерное поле скоростей, из которого следует, что окружная составляющая значительно превышает радиальную и меридиональную составляющие скорости. При этом отмечено наличие двух зон с существенно разными циркуляционными характеристиками, что приводит к ухудшению скоростного режима и является одной из причин недостаточного перемешивания компонентов.
Объекты и методы исследований
Несмотря на то, что в последнее время разработано большое количество новых конструкций смесителей [1] для приготовления ячеистобетонных смесей, реализация стабильного процесса перемешивания связана с значительными трудностями и достигается в основном опытным путем для конкретного типа смесителя, состава и даже объема перемешиваемых материалов, т.е. практически без достоверной степени обобщения [4].
В настоящее время определен ряд механических факторов, оказывающих существенное влияние на процесс перемешивания [1, 2], однако формализация процесса находится на начальном этапе.
В лаборатории кафедры «Технологии вяжущих веществ, бетонов и строительной керамики» Донского государственного технического университета был проведен ряд экспериментов, направленных на определение оптимальных геометрических параметров смесителя для получения высококачественной пенобетонной смеси.
Результаты и их обсуждение
На первом этапе рассматривалось влияние соотношения высоты смеси и диаметра смесителя на качество смеси и потребляемую мощность.
Высота (глубина) жидкости (пенобетонной смеси) в сосуде смесителя (H см ) (для смесителей с лопастными мешалками) на практике принимается равной диаметру сосуда (D), т.е. Н см = D. Однако в случае проектирования смесителя, имеющего иную высоту смеси в сосуде, возникает вопрос, не отразится ли это на однородности плотности смеси в объеме смеси и мощности, расходуемой на перемешивание.
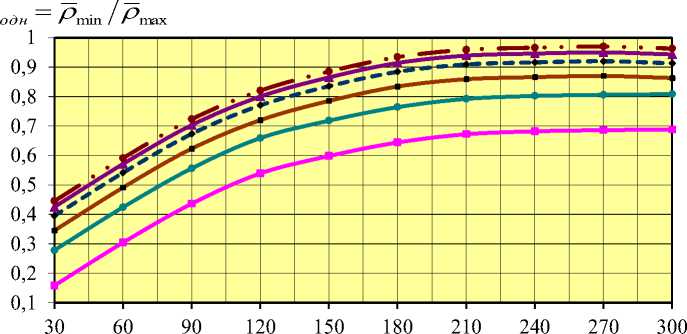
Параметр H см /D влияет на плотность пенобетонной смеси. На рисунке 1 показана зависимость коэффициента однородности пенобетонной смеси по плотности К одн = p min /p max от соотношения H см /D. Эксперимент проводился на смесителе цилиндрической формы с коническим днищем. Замер плотности пенобетонной смеси в объеме смесителя производился путем отбора проб после приготовления смеси через установленные на корпусе смесителя сбросные краны по всей высоте с шагом 300 мм.
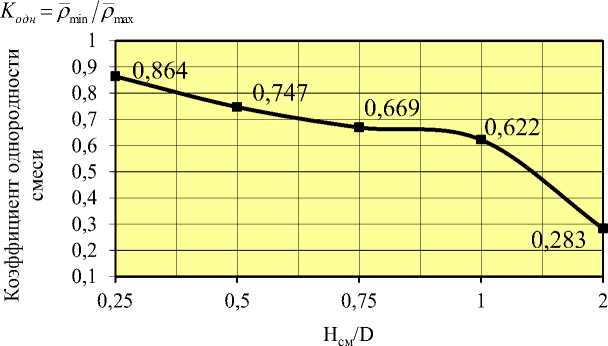
Рисунок 1 – Зависимость однородности пенобетонной смеси от соотношения H см /D
Данные рисунка 1 показывают, что с увеличением высоты загрузки смеси однородность перемешиваемой смеси неуклонно снижается. Это объясняется тем, что параметр циркуляционного расхода q при увеличении высоты смеси снижается, характер движения смеси с турбулентного режима переходит в ламинарный, турбулентный перенос частиц смеси между центральной зоной и периферийной снижается. Исходя из рационального использования объема смесителя и показателей коэффициента однородности рациональным соотношением H см /D будут значения в интервале 0,75–1.
Увеличение высоты смеси приводит к увеличению коэффициента потребляемой мощности kN = N0/Nпотр, где N0 – потребляемая мощность привода смесителя без загрузки смеси; Nпотр – мощность, потребляемая смесителем на перемешивание смеси. Измерение мощности производили на работающем смесителе токоизмерительным прибором К45071Ц (рис. 2).

Рисунок 2 – Токоизмерительные клещи К45071Ц
Зависимость К N1 от параметра H см /D указывает на то, что увеличение высоты заливки смеси при неизменном диаметре приводит к повышению потребляемой мощности смесителем (рис. 3).
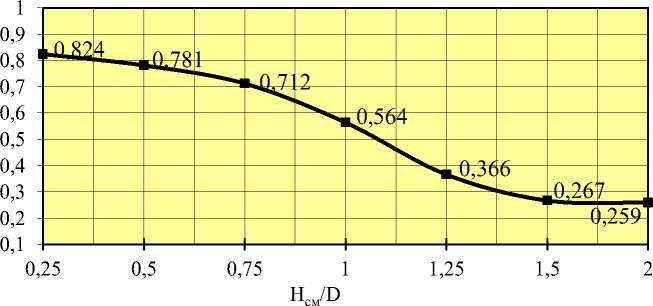
Рисунок 3 – Влияние соотношения H см /D на мощность, затрачиваемую на перемешивание
Совместный анализ влияния H см /D на коэффициент однородности смеси К одн и на коэффициент мощности К N1 показывает, что увеличение высоты загрузки пенобетонной смеси с соотношением Н см /D от 1 до 2 приводит к резкому снижению однородности смеси, что свидетельствует о снижении эффективности перемешивания в верхней зоне смесителя, при этом, начиная с величины соотношения Н см /D = 1,5, наблюдается некоторая стабилизация К N1 . Это свидетельствует о том, что дальнейшее увеличение высоты смеси приводит к снижению эффективности перемешивания и воздухововлечения в верхних слоях смеси. Из приведенного выше следует, что параметр H см /D рационален для пенобетонной смеси в пределах значений в интервале от 0,75 до 1.
На втором этапе исследования рассматривалось влияние отражательных перегородок (параметры b/D и n) на качество пенобетонной смеси и потребляемую мощность.
Влияние числа отражательных перегородок (n) и их ширины (отношение ширины перегородки к диаметру смесителя – b/D) на мощность, расходуемую на перемешивание, было изучено несколькими авторами [5, 6]. В исследованиях Биссела [7] указано на возрастание мощности, расходуемой на перемешивание с увеличением числа и ширины отражательных перегородок. Мак и Кролл [5] обнаружили, что с повышением ширины и числа отражательных перегородок достигается максимум мощности, расходуемой на перемешивание. Кроме того, эти авторы показали, что незначительный наклон отражательных перегородок или их отдаление от стенки сосуда не оказывают существенного влияния на мощность, расходуемую на перемешивание и на качество смеси.
Определение влияния ширины и количества отражательных перегородок проводилось в смесителе цилиндрической формы с конической частью с трехлопастным активатором при перемешивании пенобетонной смеси постоянного состава. Скорость вращения активатора постоянная – 500 об./мин. Полученные результаты эксперимента показаны на рисунках 4, 5.
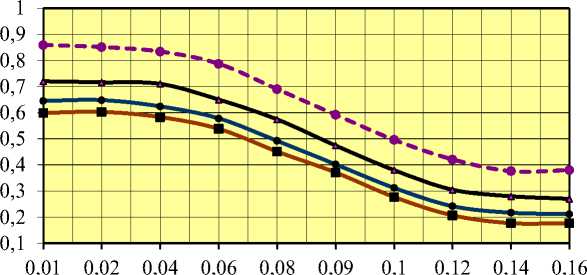
Анализ данных показывает, что с увеличением ширины отражательных перегородок возрастает мощность, расходуемая на перемешивание. Коэффициент однородности смеси резко возрастает до значений параметра b/D = 0,04–0,06, дальнейшее же увеличение ширины отражательных перегородок незначительно влияет на повышение однородности смеси. На основании данных рисунка 5 можно сделать вывод о том, что в диапазоне b/D = 0,04–0,06 при меньших затратах энергии можно получить качественную (однородную по всему объему) пенобетонную смесь.
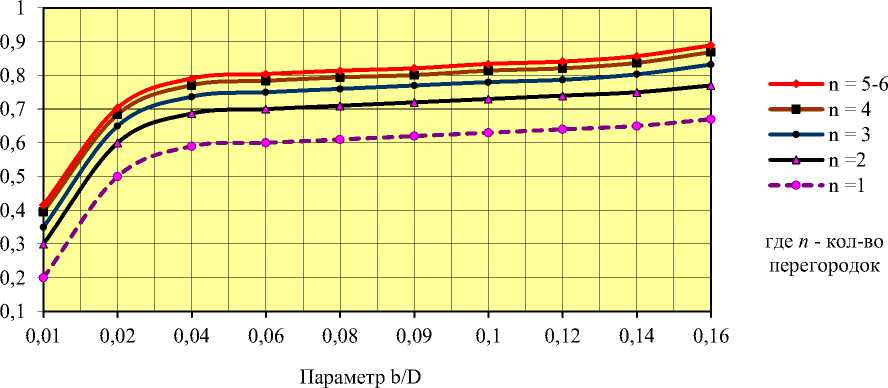
Рисунок 4 – Влияние ширины и количества отражательных лопастей на коэффициент однородности пенобетонной смеси
Анализ полученных зависимостей (см. рис. 4, 5) позволил сделать вывод, что увеличение количества отражательных перегородок приводит к повышению однородности смеси и увеличению затрат мощности на ее приготовление. При этом увеличение количества перегородок более четырех не приводит к существенному увеличению потребляемой мощности и повышению качества смеси. Можно сделать вывод, что рационально устанавливать в смесителе четыре отражательные перегородки. Однако в каждом конкретном случае при выполнении расчета конструкции турбулентного смесителя рекомендуется пользоваться номограммами, приведенными на рисунках 4 и 5.
где n-кол-во перегородок
Параметр b/D
Рисунок 5 – Влияние параметра b/D на коэффициент мощности привода смесителя
На заключительном этапе исследования рассматривалось влияние формы конусной части смесителя на однородность пенобетонной смеси и величину потребляемой мощности.
До сих пор отсутствуют систематизированные исследования, которые дали бы ответ на вопрос, как форма смесителя влияет на потребляемую мощность и на эффективность перемешивания [8-11].
Для выяснения степени влияния конфигурации нижней части турбулентного смесителя на эффективность перемешивания и потребляемую мощность проведены исследования на смесителе (рис. 6) с цилиндрической частью D = 520 мм и съемными конусными частями с углами наклона 20, 30, 40, 50, 60, 80°. В смесителе установлены отражательные перегородки b=0,05D и трехлопастной активатор с прямыми лопатками, скорость вращения активатора 500 об./мин. Замер мощности и плотности производился аналогично первому этапу исследования. Результат эксперимента представлен на рисунках 7, 8.
Анализ результатов показывает, что увеличение времени приготовления пенобетонной смеси до 5 мин приводит к повышению ее однородности независимо от угла наклона конусной части смесителя (см. рис. 7). Однако при фиксированном времени перемешивания (см. рис. 8, при t=180 с) изменение угла наклона конусной части α кон с 20 до 60° приводит к повышению качества смеси. При увеличении угла наклона свыше 60° наблюдается уменьшение коэффициента однородности, что объясняется снижением осевой составляющей скорости турбулентного перемешивания.
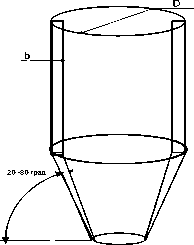
Рисунок 6 – Смеситель цилиндрический с конусной частью
Время перемешивания t, с
60 град.
50 град.
40 град.
30 град.
80 град.
20 град.
Рисунок 7 – Зависимость коэффициента однородности пенобетонной смеси от времени

Угол наклона конусной части смесителя, град.
Рисунок 8 – Зависимость коэффициента однородности пенобетонной смеси от угла наклона конической части турбулентного смесителя при фиксированном времени перемешивания (180 с)
Анализ расхода мощности на приготовление пенобетонной смеси показывает, что увеличение угла α кон с 20 до 60° приводит к снижению значений К N3 . Дальнейшее увеличение угла наклона конусной части приводит к резкому росту потребляемой мощности.
Результаты эксперимента по определению зависимости коэффициента потребляемой мощности от угла наклона конусной части смесителя показаны на рисунке 9.

Рисунок 9 – Зависимость коэффициента потребляемой мощности смесителя от угла наклона конусной части
Результаты исследований позволяют сделать вывод, что рациональный угол конической части смесителя α кон в смесителях для приготовления пенобетонной смеси составляет от 50 до 60°. В каждом конкретном случае при выполнении подбора конструкции конической части турбулентного смесителя рекомендуется пользоваться графиками, приведенными на рисунках 7-9.
Выводы
На основании полученных результатов исследования можно сделать следующие выводы:
-
1. Параметр «отношение высоты пенобетонной смеси в смесителе и диаметра смесителя H см /D» рационален для пенобетонной смеси в пределах значений в интервале от 0,75 до 1.
-
2. Качественную (однородную по всему объему) пенобетонную смесь при меньших затратах энергии можно получить при соотношении b/D в диапазоне от 0,04–0,06; увеличение количества отражательных перегородок приводит к повышению однородности смеси и увеличению затрат мощности на ее приготовление, в то же время увеличение количества перегородок более четырех не приводит к существенному увеличению потребляемой мощности и повышению качества смеси, поэтому рационально устанавливать в смесителе четыре отражательные перегородки (в каждом конкретном случае при выполнении расчета конструкции турбулентного смесителя рекомендуется пользоваться номограммами, приведенными на рисунках 4, 5).
-
3. Рациональный угол конической части смесителя α кон в смесителях для приготовления пенобетонной смеси составляет от 50 до 60° (в каждом конкретном случае при выполнении подбора конструкции конической части турбулентного смесителя рекомендуется пользоваться графиками, приведенными на рисунках 7-9).
Список литературы О влиянии некоторых геометрических параметров пенобетоносмесителя на качество пенобетонной смеси и потребляемую мощность
- Лащинский А.Л., Толчинский А.Р. Основы конструирования и расчета химической аппаратуры. – Л.: Машиностроение, 1970. – 752 с.
- Васильцов Э.А., Ушаков В.Г. Аппараты для перемешивания жидких сред. – Л.: Машиностроение, 1979. – 752 с.
- Фадеева B.C. Формирование структуры пластичных паст строительных материалов при машинной переработке. – М.: Стройиздат, 1972. – 222 с.
- Моргун Л.В. Моргун В.Н. Влияние дисперсного армирования на агрегативную устойчивость пенобетонных смесей // Строительные материалы – 2003. – № 1. – С. 33–35.
- Mack D.E., Kroll A.E. Chemical Engineering Progress – 1948. 44, 189.
- Румянцев Б.М., Зудяев Е.А., Критарасов Д.С. Технология и оборудование для производства пенобетонов методом сухой минерализации пены // Строительные материалы, оборудование, технологии XXI века – 1999. – № 3-4. – С. 36–37.
- Bissel E.S., Hesse H.C., Everett H.J. et al. Chemical Engineering Progress – 1947. 43, 649.
- Шуйский А.И., Кузнецов С.В., Игнатов А.И. Влияние процессов приготовления смесей на структурообразование и свойства ячеистых бетонов // Материалы междунар. науч.-практ. конф. «Строительство 2004». – 2004. – С. 23.
- Кузнецов С.В. Влияние параметров процесса перемешивания на структурообразование и свойства пенобетонных смесей // Материалы междунар. науч.-практ. конф. «Проблемы и достижения строительного материаловедения» – 2005. – С. 44-45.
- Shuisky A., Stelmakh S., Shcherban E. et al. Recipe-technological aspects of improving the properties of nonautoclaved aerated concrete // MATEC Web of Conferences – 2017. 129, 05011.
- Щербань Е.М., Гольцов Ю.И., Ткаченко Г.А. и др. Рецептурно-технологические факторы и их роль в формировании свойств пенобетонов, полученных из смесей, обработанных переменным электрическим полем // Инженерный вестник Дона – 2012. – № 3.
