О влиянии структурного состояния сплава 32 НКД на температурный коэффициент линейного расширения труб волноводов

Автор: Оборина Л.И., Биронт В.С., Блохин И.В., Трифанов И.В., Исмаылов Б.Н.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (30), 2010 года.
Бесплатный доступ
Представлены исследования влияния структурного состояния сплава 32 НКД на температурный коэффициент линейного расширения волноводов КВЧ-диапазона.
Волновод, температурный коэффициент линейного расширения, степень деформации, отжиг, термическая обработка
Короткий адрес: https://sciup.org/148176274
IDR: 148176274 | УДК: 621.787
About influence of the structural condition of 32 NKD on temperature factor of linear expansion of pipes of wave guides
The article dwells on researches of influence of a structural condition of 32 NKD alloy on temperature factor of linear expansion of wave guides of EHF range.
Текст научной статьи О влиянии структурного состояния сплава 32 НКД на температурный коэффициент линейного расширения труб волноводов
Сплавы с низкими значениями температурного коэффициента линейного расширения имеют большое значение для создания конструкций и приборов в точной механике, радиотехнике и др. [1]. В основе получения таких сплавов лежит «инварный эффект», обусловленный особенностями электронного строения атомов в сплавах и влиянием его на изменение межатомных связей в кристаллическом строении в регламентированном интервале температур.
Известно, что влияние пластической деформации на коэффициент температурного расширения сплава 32НКД при изготовлении волноводов методом многостороннего деформирования описывается выражением в = во (1 + А ■ 8) , (1) где β0 – коэффициент температурного расширения не-деформированного металла; ε – степень деформации; А – коэффициент, учитывающий физические свойства деформируемого металла:
А = Х т Е Y /3, (2)
где х Т — коэффициент изотермической сжимаемости; Е -модуль упругости; Y - параметр Грюнайзера:
d in е
д in V ’
где е - температура Дебая; V - объем.
Значение А для сплава 32НКД находится в пределах 1,3…2,5.
В связи с этим можно сделать вывод, что деформация при деформирующем протягивании способна изменить коэффициент термического расширения сплава 32НКД в большую сторону, что недопустимо при изготовлении полосно-пропускающих фильтров на прямоугольном волноводе (ППФ).
Естественным было ожидать, что в кристаллическом веществе, например, в монокристалле, значение коэффициента термического расширения может зависеть от кристаллографического направления, в котором изме- ряется расширение в заданном интервале температур. Следствием этого может явиться предположение о том, что при возникновении единонаправленного расположения кристаллографических плоскостей и направлений в объеме анализируемого материала (возникновении полной или частичной текстуры) относительно направ- ления измерения теплового расширения, должно изме- няться значение температурного коэффициента линейного расширения.
При изготовлении трубчатых деталей волноводов прямоугольного сечения методами обработки: резанием (сверлением по внутреннему диаметру заготовки) и последующей обработкой давлением (дорнового волочения) исходной заготовки из поликристаллического сплава 32 НКД, было обнаружено (рис. 1) увеличение значения коэффициента термического расширения от 1Д10-6 1/(мм ^ К) до 3,5 ^ 10 -6 1/(мм ^ К).
Коэффициент термического расширения образцов определяли на дилатометре DIL 402 C в среде технического аргона. Измерения проводили в интервале температур от 25 до 125 ° С.
В качестве образцов использовали отрезки трубок волноводов сечением 5,2 х 2,6 мм, 3,6 х 1,8 мм, изготовленных по принятой технологии, длиной 25 мм, соответствующей оптимальной для дилатометрических измерений.
Для изучения причин столь сильного изменения коэффициента линейного расширения исследовали изменение структуры образцов, выполненное с применением метода оптической микроскопии на микроскопе AxioObserver D1m с цифровой записью изображения.
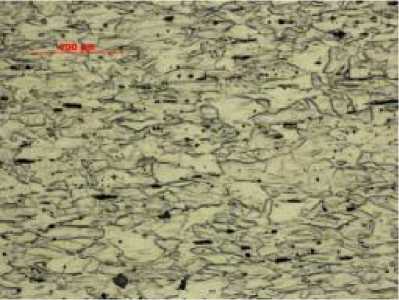
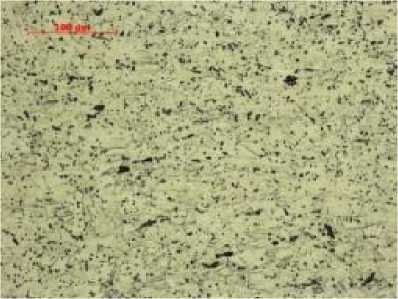
Структура образцов трубок волноводов, свидетельствующая о том, что в процессе их получения методами холодной пластической деформации сформирована волокнистая структура, ориентированная в направлении волочения представлена на рис. 2. Расчет степени деформации выполнен по изменению толщины стенки трубки, от механически обработанной цилиндрической заготовки, до прямоугольной трубки конечных размеров. Расчеты показали, что трубка сечением 5,2 х 2,6 мм получена в результате холодной пластической деформации со степенью 30 %. Изготовление трубки сечением 3,6 х 1,8 потребовала более высоких значений пластической деформации – 37,5 %. Это приводит к более существенным изменениям структуры деформированного металла и более высокой устойчивости такой структуры при последующих нагревах.
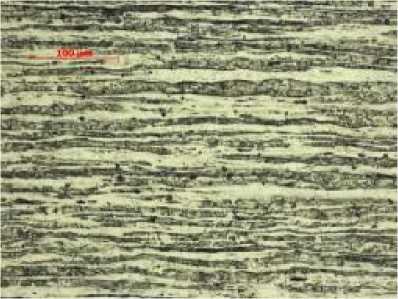
Термическую обработку для устранения последствий пластической деформации выполняли только на трубке волновода сечением 3,6 х 1,8 мм. Было осуществлено два цикла термической обработки: первый при температуре 600 °С, в расчете на рекристаллизационные последствия такой термической обработки, второй цикл - при температуре 900 °С - с целью гарантированного получения изотропного поликристаллического состояния сплава.
Однако оба цикла термической обработки не привели к положительному изменению структуры и, соответственно, свойств сплава 32 НКД в желаемом направлении.
Как следует из приведенных иллюстраций, при степени деформации, не превышающей 30 % (трубы сечением 5,2 х 2,6 мм) проявляется лишь слабое влияние ориентации формирующейся структуры. Это не вызывает текстурирования, а следовательно, и изменения температурного коэффициента линейного расширения. Более существенные деформации приводят к текстурированию
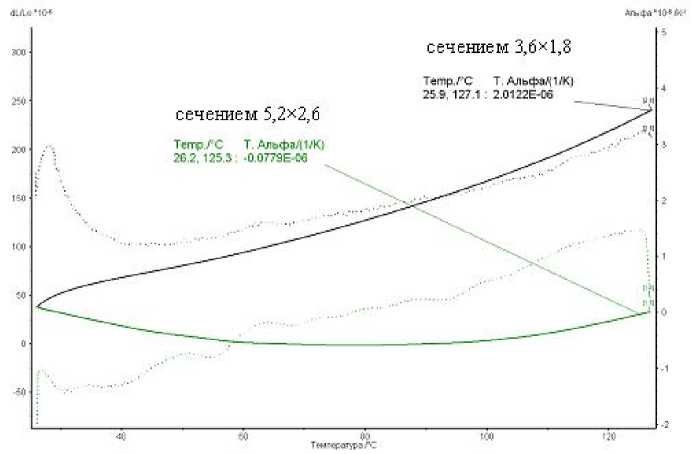
Рис. 1. Зависимость температурного коэффициента линейного расширения и температурного удлинения волноводов, изготовляемых из сплава 32 НКД: V = 1 к/мин, аргон (пунктир-к. л. р.) + средние значения к. л. р.
а
в

Рис. 2. Микроструктура волноводных трубок после деформации: а - трубка сечением 5,2 х 2,6, состояние после деформации, х 160; б - трубка сечением 5,2 х 2,6, состояние после деформации, х 320; в - трубка сечением 3,6 х 1,8 мм, состояние после первого цикла термической обработки, х 320; г - трубка сечением 3,6 х 1,8 мм, состояние после первого цикла термической обработки, х 800
структуры, которая при неполной завершенности рекристаллизационных процессов при температуре 600 ° С формирует ярко выраженную волокнистость. Таким образом, отжиг, не обеспечивающий полного завершения рекристаллизационных процессов, не изменяет и температурного коэффициента линейного расширения. Дилатометрические измерения после отжига на 600 ° С повторили результаты, приведенные на рис. 1.
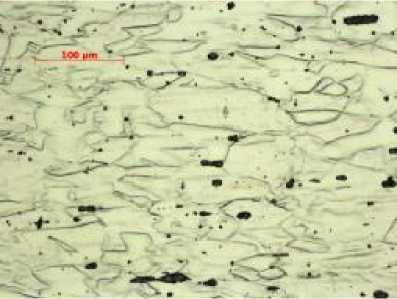
Отжиг при температуре 900 ° С, выполненный на том же образце, на котором уже сформировалась волокнистая структура, привел лишь к завершению рекристаллизационных процессов, дальнейшему росту зерен и к получению более совершенной структуры (рис. 3), в результате чего стала более совершенной ранее образовавшаяся кристаллографическая направленность металла в макрообъеме изделия, что только закрепило достигнутый ранее эффект анизотропии температурного коэффициента линейного расширения.
Повторные дилатометрические измерения и после второго цикла термической обработки не выявили уменьшения коэффициента линейного расширения.
Таким образом, проведенными экспериментами было показано, что формирование устойчивых структур, характеризующихся анизотропией структурного и текстурного состояния может только увеличивать температурный коэффициент линейного расширения. Это происходит за счет формирования преимущественной крис-
а таллографической направленности в одном или нескольких кристаллографических направлениях (совершенной или смешанной текстуры), вместо статистически разо-риентированной структуры, свойственной мелкозернистому поликристаллическому металлу с произвольной ориентировкой каждого из зерен.
На основании результатов выполненных исследований разработана технология изготовления труб волноводов (рис. 4) методом многостороннего деформирования

а
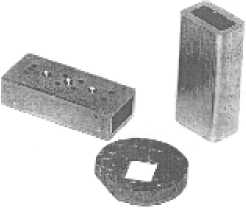
б
Рис. 4. Волноводные элементы, изготовленные методом многостороннего деформирования: а – волноводная труба; б – элементы полосно-пропускающего фильтра

б

в

г
Рис. 3. Микроструктура трубки волновода сечением 3,6 х 1,8 мм после второго цикла термической обработки: а - трубка сечением 3,6 х 1,8 мм, состояние после второго цикла термической обработки, х 320; б - трубка сечением 3,6 х 1,8 мм, состояние после второго цикла термической обработки, х 320; в - трубка сечением 3,6 х 1,8 мм, состояние после второго цикла термической обработки,Ч 800; г - трубка сечением 3,6 х 1,8 мм, состояние после второго цикла термической обработки, х 800
со стороны деформации, не превышающей 30 % за 10 переходов с промежуточным отжигом при температуре 800 ° С в среде аргона после каждых трех циклов.
Т аким образом, проведены исследования влияния структурного состояния на температурный коэффициент линейного расширения труб волноводов, изготавливаемых из сплава 32 НКД. Выбраны технологические режимы изготовления труб волноводов КВЧ-диапазона, обеспечивающие степень деформации не более 30 % и промежуточный отжиг 800 оС.
Библиографическая ссылка
1. Достижения в освоении миллиметровых и субмиллиметровых волн / Р. П. Быстров [и др.] // Успехи современной радиоэлектроники. 2009. № 6. С. 52–63.
L. I. Oborina, V. S. Biront, I. V. Blokhin, I. V. Trifanov, B. N. Ismaylov
ABOUT INFLUENCE OF THE STRUCTURAL CONDITION OF 32 NKDON TEMPERATURE FACTOR OF LINEAR EXPANSION OF PIPES OF WAVE GUIDES
The article dwells on researches of influence of a structural condition of 32 NKD alloy on temperature factor of linear expansion of wave guides of EHF range.
