О возможности введения твёрдых тугоплавких частиц при получении трубной заготовки методом центробежного литья

Автор: Аникеев Андрей Николаевич, Бигеев Артур Вахитович, Гордеев Евгений Николаевич, Чуманов Валерий Иванович, Чуманов Илья Валерьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 36 (169), 2009 года.
Бесплатный доступ
В настоящее время на предприятиях нефтегазоперерабатывающей и химической промышленности требуются трубные заготовки, способные работать под высокими давлениями, в агрессивных средах, то есть в условиях повышенного износа. Одним из способов повышения механических свойств является упрочнение за счёт введения в расплав тугоплавкой мелкодисперсной фазы. В данной работе рассмотрен способ получения трубной заготовки методом центробежного литья с упрочнением тугоплавкой фазой. Работа выполнена в рамках проекта № 2.1.2./687 «Развитие научного потенциала высшей школы (2009-2010 гг.) и гранта РФФИ 07-08-00207-а.
Дисперсионное упрочнение, полая заготовка, центробежное литьё
Короткий адрес: https://sciup.org/147156627
IDR: 147156627 | УДК: 669.1
On possibility to inject solid refractory particles while forming a tubing stock with the method of centrifugal casting
Nowadays at plants of oil and gas processing and chemical industry there is a need for tubing stocks able to operate under high pressure in aggressive environments that is in the conditions of high wear. One of the ways to increase the mechanical properties is the strengthening due to injection of refractory fine-dispersed phase into the melt. The present article considers the way of forming a tubing stock with the method of centrifugal casting with strengthening by refractory phase.
Текст научной статьи О возможности введения твёрдых тугоплавких частиц при получении трубной заготовки методом центробежного литья
С развитием научно-технического прогресса появляется потребность в получении высокопрочных сталей и сплавов, работающих в условиях высоких нагрузок в различных средах. Одной из актуальных проблем современного машиностроения является качество и стойкость готовых изделий. Исходя из этих условий, постоянно необходим поиск новых технологических приемов упрочнения с целью существенного улучшения основных технологических свойств конструкционных и инструментальных материалов, в частности, твердости, износостойкости, теплостойкости, коррозионной и адгезионной стойкости, при этом с точки зрения экономики должны использоваться материалы с меньшим количеством легирующих элементов.
Современный уровень развития науки и техники позволяет применять различные методы упрочнения. Из существующих методов можно выделить, такие как: деформационное упрочнение сталей и сплавов, термическая и термомеханическая обработка поверхности, химико-термическая обработка металлов. Также производство специальных сплавов, полученных методом порошковой металлургии, так называемых карбидосталей, а также металлокерамические материалы, состоящие из твердых и тугоплавких соединений. Из реже применяемых методов выделяют ультразвуковое и электрохимическое упрочнения металлов, методы лазерного, электронно-лучевого, плазменного и детонационного упрочнения деталей машин.
Наибольший интерес представляет изучение дисперсных частиц, образующихся в структуре металла, так называемое дисперсионное упрочнение, а также искусственное введение карбидов (синтетических) в жидкий или жидко-твердый расплав - дисперсное упрочнение.
В последние годы проблеме упрочнения литейных сплавов и сталей, путем введения тугоплавких частиц в жидкий или жидко-твердый расплав уделяется большое внимание. Исследования показывают, что введение различных тугоплавких частиц (окислы с высоким значением энергии их образования СаО, АЬО3, TiO, ZrB2, ВеО; нераство- римые тугоплавкие металлы Mo, W, Ti, Nb; тугоплавкие карбиды TiC, VC, WC, NbC) и их диспергирование положительно влияют на физикомеханические свойства стали и сплавов.
Существует несколько методов дисперсного упрочнения металла. Для этого в стали и сплавы дисперсные частицы вводят либо при их приготовлении методами порошковой металлургии, либо получают направленной эвтектической кристаллизацией, методами внутреннего окисления и т.д. В таком сплаве частицы дисперсных фаз некогерентны с матрицей, межфазная граница всегда большеугловая. При нагреве дисперсная фаза обычно заметно не растворяется в матрице вплоть до температуры плавления.
Проведенные ранее эксперименты, по изучению коррозионной стойкости и механических свойств различных металлов с композиционными покрытиями, упрочненных дисперсными фазами, показали положительное влияние композиционных покрытий с различной дисперсной фазой (частицы бора, углерода, бориды, карбиды, их комплексные соединения) на коррозионную стойкость стали и сплавов. Также отмечено некоторое увеличение прочности и твердости материала и резкое (в 2-3 раза) увеличение износостойкости. Однако, несмотря на все преимущества, которые обеспечивает дисперсное упрочнение стали и сплавов, имеется ряд нерешенных вопросов, что обусловливает низкую удельную долю дисперсно-упрочненных материалов в общем объеме производства [1].
Во-первых, механическое перемешивание порошков с последующим их прессованием и спеканием не позволяет получать структуры с равномерно распределенной дисперсной фазой. Кроме того, минимальное расстояние между упрочняющими частицами не может быть меньше размера частиц порошка металла.
Во-вторых, для применения в промышленных условиях наибольший интерес представляет способ получения дисперсно-упрочненной стали введением твердой тугоплавкой фазы в металлический расплав. Однако в этом случае возникает технологическая проблема - малая или большая плотность тугоплавких частиц по сравнению с упрочняемым материалом, что определяет высокую скорость их всплывания из расплава или осаждения и неравномерное распределение по высоте отливаемого слитка. Различные способы механического замешивания, осаждение введенных частиц в электромагнитном поле, ультразвуковая обработка и т.д. не дают стабильных результатов и не позволяют гарантированно получать высокие прочностные характеристики металла [2, 3].
В то же время представляется весьма интересным обеспечение заданных свойств в конкретных сечениях металлической заготовки. Особенно это актуально при получении полой заготовки для последующего изготовления труб, фланцев, обеча ек и др. [4]. Имеющаяся в них внутренняя и наружная поверхность в процессе эксплуатации могут подвергаться неоднородным воздействиям, следовательно, возникает необходимость обеспечить и разные свойства на этих поверхностях. Например, наружная поверхность подвергается абразивному износу, а внутренняя - температурному воздействию. Повышенная концентрация твёрдых частиц, таких как карбид вольфрама или карбид титана, могла бы увеличить износостойкость наружной поверхности, а повышенные концентрации карбида кремния на внутренней поверхности повысят жаростойкость.
Для решения данных задач на кафедре общая металлургия был разработан способ получения трубной заготовки с введением твёрдых тугоплавких частиц в упрочняемый материал при разливке на машине центробежного литья (рис. 1).
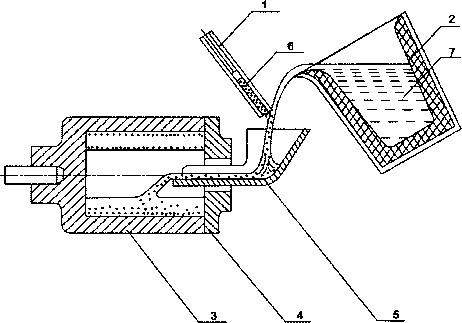
Рис. 1. Схема заливки и упрочнения трубной заготовки: 1 - дозатор; 2 - ковш с металлом; 3 - горизонтальная изложница; 4 - крышка изложницы; 5 - сталезаливочный носок; 6 - мелкодисперсные твёрдые тугоплавкие частицы; 7 - расплав
Для упрочнения внешней поверхности трубной заготовки подаются тугоплавкие дисперсные частицы с плотностью, превышающей плотность основного расплава. В этом случае значение центробежной силы преобладает над Архимедовой силой и частица в расплаве движется от оси вращения к фронту кристаллизации. В какой-то момент времени частица оказывается прижатой расплавом к фронту кристаллизации, нс всплывает и захватывается растущими дендритами. В результате возможно упрочнение внешней поверхности трубной заготовки.
Для упрочнения внутренней поверхности трубной заготовки подаются тугоплавкие дисперсные частицы плотностью меньшей плотности упрочняемого материала. В этом случае значение Архимедовой силы преобладает над центробежной силой и частица в расплаве движется к оси вращения, всплывает на свободную поверхность расплава и захватывается растущими дендритами. В результате возможно упрочнение внутренней поверхности трубной заготовки.
Для проверки предлагаемого способа был проведён эксперимент по приданию поверхностным слоям заготовки различных свойств за счёт введения твёрдых тугоплавких дисперсных частиц с различными плотностями. Упрочнение наружной поверхности производили карбидом вольфрама плотностью 15 800 кг/м, а упрочнение внутренней поверхности производили карбидом кремния плотностью 1550 кг/м. Карбиды подавали в смеси при заливке в машину центробежного литья при температуре 1630 °С и скоростью вращения изложницы 600 об/мин. В качестве упрочняемого материала использовали сталь 15 (ГОСТ 1050–88). В результате проведения эксперимента получили полую заготовку следующих размеров: наружный диаметр – 135 мм, внутренний – 105 мм, длина – 137 мм. Состояние внешней поверхности полученной заготовки хорошее, внутренней – удовлетворительное, дефектов усадочного характера не наблюдалось (рис. 2).
Время полной кристаллизации металла составило 110 с. Этого времени оказалось вполне достаточно для транспортировки упрочняющих частиц в жидком металле к упрочняемым поверхностям. Процесс разливки, подачи упрочняющей фазы и формирование заготовки, затруднений не вызвал.
Из полученной заготовки были вырезаны и подготовлены микрошлифы, взятые из внешней и внутренней поверхностных зон, и исследованы на электронном микроскопе «Jem 2100». Анализ микрошлифов показал, что частицы карбида вольфра- ма располагаются во внешней поверхностной зоне заготовки (рис. 3), а частицы карбида кремния – на внутренней поверхности заготовки (рис. 4).

Рис. 2. Внешний вид полученных заготовок
Выводы
-
1. Установлена принципиальная возможность введения тугоплавких частиц по предлагаемому способу в жидкий расплав.
-
2. Показано, что при наличии различных плотностей вводимых твёрдых тугоплавких частиц, в случае разливки на машине центробежного литья, возможно формировать поверхности получаемой заготовки с различными, заданными физико-механическими свойствами.
-
3. Анализ расположения упрочняющих фаз выявил достаточно равномерное их распределение
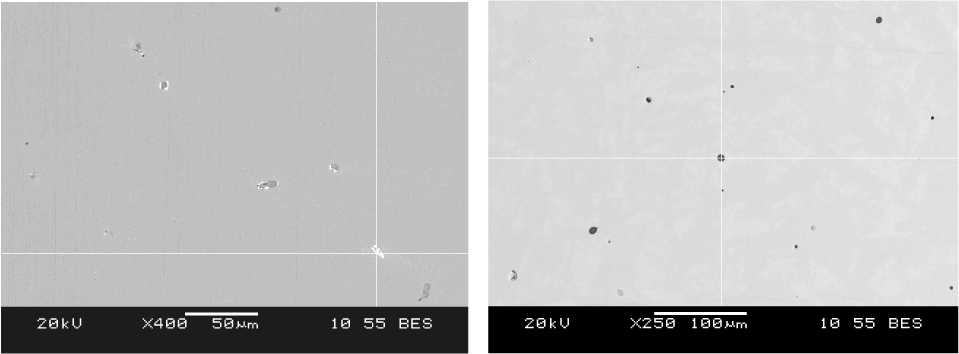
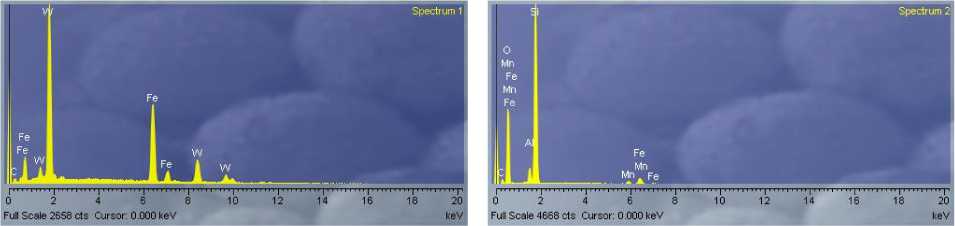
Рис. 3. Микроструктура и график спектра внешней поверхностной зоны
Рис. 4. Микроструктура и график спектра внутренней поверхностной зоны как у внутренней, так и у внешней поверхности полой заготовки.
Список литературы О возможности введения твёрдых тугоплавких частиц при получении трубной заготовки методом центробежного литья
- Портной К.И. Дисперсноупрочненные материалы/К.И. Портной, Б.Н. Бабич. М.: Металлургия, 1974. 368 с.
- Упрочнение стали тугоплавкой дисперсной фазой при непрерывной разливке/В.И. Чуманов, И.В. Чуманов, Д.А. Пятыгин, Е.Е. Тельянова//Электрометаллургия. 2008. № 6. С. 22-24.
- Повышение износостойкости стали путём ввода карбида титана при кристаллизации слитка/И.В. Чуманов, В.И. Чуманов, Д.А. Пятыгин, Е.Е. Тельянова//Электрометаллургия. 2008. № 2. С. 32-35.
- Еремин Е.Н., Жеребцов С.Н.//Современная электрометаллургия. 2004. № 3. С. 15-17.
