О выявлении трещиноподобных дефектов сварки существующими методами контроля качества

Автор: Передельский В.А., Харченко В.Я., Черногоров А.Л., Тихонов С.В.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.21, 2021 года.
Бесплатный доступ
Введение. Обобщены материалы исследований, посвященных обеспечению работоспособности сварных конструкций опасных технических устройств - элементов нефтегазодобывающего оборудования. Систематизированы и представлены в виде схемы факторы, определяющие эксплуатационную прочность сварных соединений и конструкций. Описаны причины снижения их эксплуатационных свойств. Определена роль в обеспечении жизненного цикла конструкции объемных и трещиноподобных дефектов сварки, не обнаруженных при контроле качества на стадии изготовления и при определении остаточного ресурса в процессе эксплуатации. Предложены меры по улучшению практики выявления трещиноподобных дефектов при визуально-измерительном и ультразвуковом методах контроля качества сварных соединений.Материалы и методы. В соответствии со СНиП 2.05.06-85 конструкции магистральных нефтегазопроводов, вертикальных цилиндрических резервуаров и другого нефтегазодобывающего оборудования (НГДО) изготавливают из спокойных и полуспокойных низкоуглеродистых и низколегированных сталей с временным сопротивлением до 686,5 МПа. Независимо от класса и уровня прочности стали должны хорошо свариваться всеми способами, предписанными нормативно-техническими документами (НТД). При этом независимо от состояния поставки эквивалент углерода Сэкв не должен превышать 0,46 %. Методы исследований - расчетно-экспериментальные. Для вычисления напряженно-деформированного состояния сварных соединений применялись методы:конечных элементов (МКЭ),механики разрушений с использованием коэффициента интенсивности напряжений Kt..При оценке геометрических размеров трещиноподобных дефектов сварки задействованы методы математической статистики. Дефекты сварки выявлялись стандартными методами контроля качества, предписанными НТД и ГОСТами.Результаты исследования. Рассмотрены сварные конструкции, работающие в режиме усталости. Проанализированы некоторые характерные для сварных соединений факторы. Показано, как они влияют на формирование прочностных эксплуатационных свойств. Установлена роль опасных трещиноподобных дефектов, которые с высокой вероятностью могут образовываться в сварных соединениях при изготовлении конструкций и при эксплуатации. Часто причиной является снижение показателей механических свойств из-за старения и потери пластичности вследствие случайных механических воздействий. Отмечено, что невозможно выявлять эти дефекты существующими методами контроля качества, как в процессе контроля при производстве, так и при диагностировании в процессе эксплуатации. Это снижает точность прогнозирования эксплуатационного ресурса работы сварной конструкции.Обсуждение и заключение. Предложено внести в НТД требования:к качеству сварных соединений опасных технических устройств НГДО,по выявлению острых трещиноподобных дефектов с радиусом кривизны в пределах 0,1-0,25 мм.Однако достоверность выявления таких дефектов применяемыми методами контроля остается низкой из-за человеческого фактора. Для повышения достоверности выявления острых трещиноподобных дефектов определены направления совершенствования ультразвукового контроля качества сварных соединений.
Сварка, сварные швы, конструкционная прочность, дефекты сварки, неразрушающий контроль, визуально-измерительный контроль, ультразвуковой контроль, достоверность
Короткий адрес: https://sciup.org/142229414
IDR: 142229414 | УДК: 621.791.793:669.15-194.2:539.4 | DOI: 10.23947/2687-1653-2021-21-1-89-95
On detection of crack-like welding defects by existing quality control methods
Introduction. The research materials devoted to the operability assurance of welded structures of hazardous technical devices - components of oil and gas production equipment are summarized. The factors determining the operational strength of welded joints and structures are systematized and diagrammed. The causes for the decrease in their service properties are described. We have defined the role of volumetric and crack-like welding defects, which were not detected during quality control at the manufacturing stage and in determining the residual life while in operation, in ensuring the life cycle of the structure. Measures to improve the practice of detecting crack-like defects under visual- and-dimensional and ultrasonic methods of quality control of welded joints are proposed.Materials and Methods. In accordance with SNiP 2.05.06-85, the structures of main oil and gas pipelines, vertical cylindrical tanks, and other oil and gas production equipment (OGPE) are made of dead-killed and semikilled low- carbon and low-alloy steels with tensile strength of up to 686.5 MPa. Regardless of the class and strength level of steel, it should be well welded by all methods prescribed by standard process documentation (SPD). At the same time, regardless of the state of supply, the carbon equivalent Сэкв should not exceed 0.46 %. The research methods are calculation-experimental ones. To calculate the stress-strain state of welded joints, the following methods were used:finite elements (FEM),fracture mechanics using the stress intensity coefficient Kt.Methods of mathematical statistics were used to estimate the geometric dimensions of crack-like welding defects. Welding defects were detected by standard quality control methods prescribed by the SPD and GOST standards.Results. Welded structures operating in the fatigue mode are considered. Some factors characteristic of welded joints are analyzed. It is shown how they affect the formation of strength performance properties. The role of dangerous crack-like defects, which with high probability can be formed in welded joints in the manufacture of structures and during operation, is established. Often, the reason is a decrease in mechanical properties due to aging and loss of plasticity caused by accidental mechanical actions. Note that it is impossible to identify these defects by existing quality control methods, both during the control process under production and during diagnostics while in operation. This reduces the accuracy of predicting the operational life of the welded structure.Discussion and Conclusion. It is proposed to include the following requirements in the SPD:to the quality of welded joints of hazardous technical devices of OGPE,to detection of sharp crack-like defects with a radius of curvature in the range of 1-0.25 mm.However, the reliability of detection of such defects by the control methods used remains low due to the human factor. To increase the reliability of detection of sharp crack-like defects, the directions of improvement of ultrasonic quality control of welded joints are determined.
Текст научной статьи О выявлении трещиноподобных дефектов сварки существующими методами контроля качества
Введение. Проблемам определения прочности эксплуатируемых сварных металлоконструкций посвящены научные исследования [1–7], а также стандарты 1 , инструкции 2 2 и нормативные документы 3 3 профильных организаций. Факторы, определяющие прочностные характеристики сварных соединений, многочисленны и разнообразны. Разрушения сварных металлоконструкций в процессе работы зависят от:
-
— условий эксплуатации (уровень расчетных нагрузок, схема нагружения, совместное влияние различных сил, действие неучтенных нагрузок и т. п.);
— конструктивных и технологических причин.
Основные такие факторы представлены в виде схемы на рис. 1.
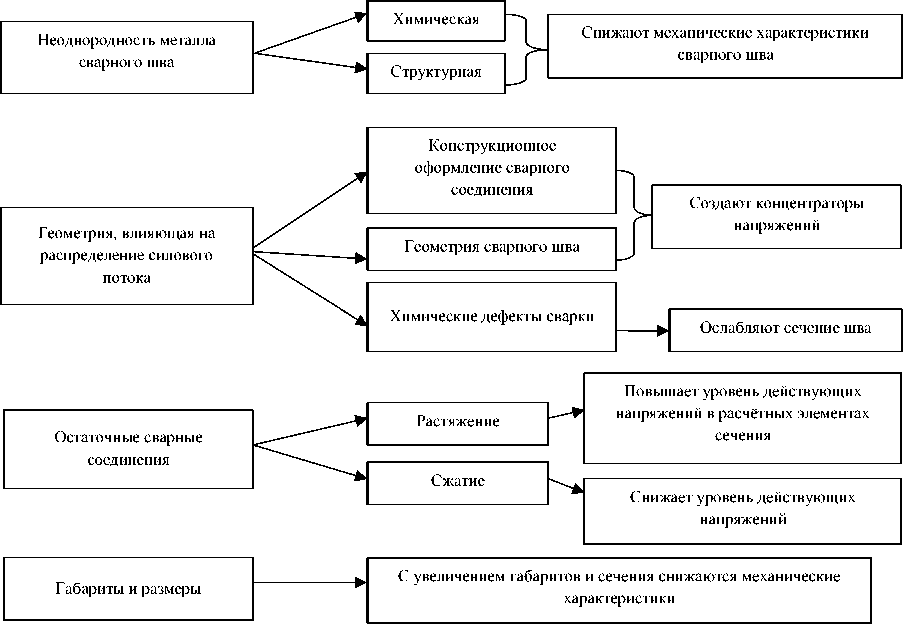
Рис. 1. Факторы, определяющие эксплуатационную прочность сварных соединений и конструкций
Обобщение многочисленных исследований позволяет утверждать, что на несущую способность сварных конструкций влияют перечисленные ниже условия.
-
I. Неоднородность структуры металла и механических свойств сварного шва и околошовной зоны.
-
II. Дефекты сварки, главным образом трещиноподобные. Это подрезы, трещины наплывы, острые
включения, непровары, несплавления и т. п. (рис. 2).
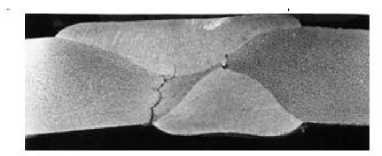
Рис. 2. Дефекты в стыковом сварном соединении
-
III. Несовершенство геометрии сечений сварных швов. Снижение прочности в наибольшей степени обусловлено остротой и резкостью сопряжения основного и наплавленного металла (рис. 2, 3): Чем меньше радиус перехода r и больше угол подхода θ от основного к наплавленному металлу, тем ниже усталостная прочность сварного соединения. Эта закономерность действует даже при отсутствии дефектов сварки.
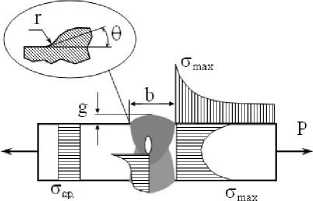
Рис. 3. Распределение напряжений в зоне сопряжения основного и наплавленного металла, в вершине острых дефектов
Конструкцию сварного соединения определяют:
— форма и размеры стыкуемых кромок деталей;
Машиностроение и машиноведение
— взаимное расположение, конфигурация, длина сварных швов;
— тип сварного соединения по ГОСТ.
На рис. 4 показано распределение напряжений в нахлесточных сварных соединениях с фланговыми и комбинированными швами.
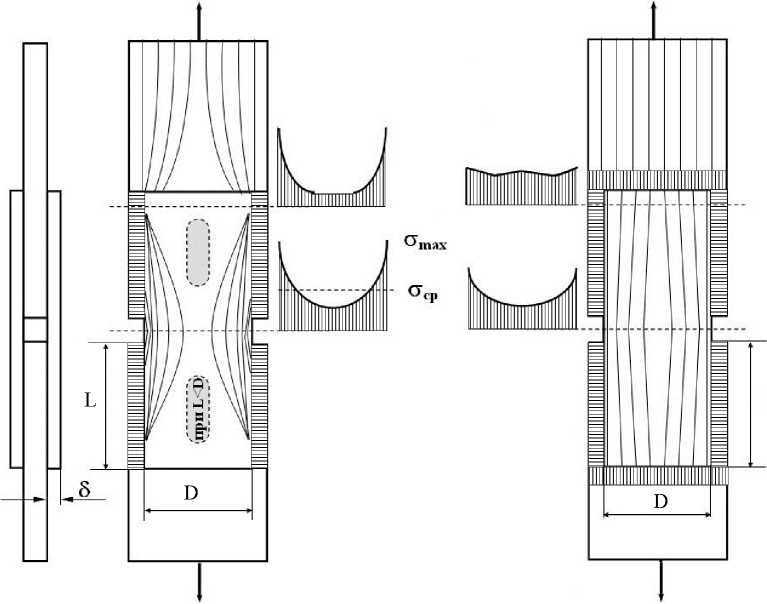
а ) б )
Рис. 4. Распределение напряжений в нахлесточных сварных соединениях: с фланговыми швами ( а ); с комбинированным швом ( б )
В таблице 1 приведены значения теоретического коэффициента концентрации напряжений Kн зависимости от длины и ширины накладки:
Кн = —=6,6 — • cth (4,6 D).
бср , L
Таблица 1
Значения K н в зависимости от длины и ширины накладки
d/l 0,2 1,0 2,0 4,0 Кн 1,45 2,01 3,37 6,61
-
IV. Остаточные сварные напряжения (ОСН).
-
V. Абсолютные размеры свариваемых деталей (масштабный фактор).
Наличие сварных соединений в металлоконструкции даже без дефектов сварки обычно способствует снижению эксплуатационных свойств. Наименьшую опасность в этом смысле представляют стыковые сварные соединения. Нахлесточные и тавровые соединения создают концентрацию напряжений, обусловленную резкими изменениями рабочих сечений [8, 9]. Однако для изготовления многих конструкций недостаточно стыковых швов.
Остаточные сварочные напряжения могут изменять картину распределения общего силового потока. ОСН, взаимодействуя и суммируясь с напряжениями от внешних нагрузок, влияют на работоспособность сварных соединений. Это влияние может быть и положительным, например, если векторы ОСН и напряжений от внешних нагрузок разнонаправлены (растяжение + сжатие и т. п.).
Наличие сварных соединений в наибольшей степени сказывается на усталости конструкций. Возмущающие факторы (рис. 1) приводят к разрушению при напряжениях, которые могут передаваться элементами металлоконструкций без сварных соединений 1 .
В многочисленных работах, посвященных влиянию дефектов сварки на работоспособность соединений, даются рекомендации по снижению вредного воздействия. При этом отмечается, что некоторые дефекты следует отнести к разряду неопасных. Например, одиночные некрупные поры практически не влияют на усталостную прочность сварных соединений. В этом случае регламенты по наличию пор призваны обеспечить не прочность, а приемлемый товарный вид изделия.
Традиционно под дефектами сварки понимаются любые несовершенства геометрии и несплошности материала сварных швов и околошовной зоны. Таким образом, геометрия локальной зоны сопряжения основного и наплавленного металла также может считаться дефектом.
Материалы и методы. Изучение нормативных документов, регламентирующих наличие и размеры дефектов сварки, показало, что в них практически отсутствуют требования к геометрии участков сварных соединений в месте сопряжения шва с основным металлом. Однако именно здесь зарождаются разрушения из-за образования и роста трещиноподобных дефектов [2, 4, 10]. При разработке нормативов (например, для магистральных трубопроводов, работающих под действием статических и повторно-статических нагрузок) важно учитывать не только размер дефекта, ослабляющего рабочее сечение сварного шва, но и его остроту, определяющую локальную концентрацию напряжений в устье дефекта.
В [8] представлены методики прогнозирования устойчивости сварных соединений при работе на усталость, учитывающие реальную геометрию сварных швов и вероятность дефектов. Такой подход целесообразно использовать для разработки отраслевых нормативов допустимости дефектов сварки с учетом нагруженности и ответственности металлоконструкций. Данные методики позволяют определять статистически обоснованные характеристики качества сварных соединений.
В металлоконструкциях при статических нагрузках дефекты сварных швов проявляются, если их размеры столь значительны, что реально ослабляют рабочие сечения соединений. Для определения прочности соединений и приемлемых размеров дефектов проводят расчет на статическую прочность по допускаемым напряжениям.
К расчетам сварных соединений, работающих в режиме повторно-статических нагрузок с трещиноподобными дефектами, целесообразно подходить с позиций механики разрушения. В этом случае используется коэффициент интенсивности напряжений K t [3, 10–12]:
K t = oVnl, (2) где о — номинальные напряжения; l — полудлина эквивалентной трещины, описывающей характерный размер трещиноподобного дефекта (например, глубина подреза, глубина непровара и т. п.).
При этом к трещиноподобным дефектам можно условно отнести дефекты с радиусом в вершине R менее 0,25 мм. Дефекты, для которых R > 0,25 мм, условно можно считать тупыми.
Результаты исследования. Одним из факторов, определяющих эксплуатационные свойства сварных конструкций, являются трещиноподобные дефекты — такие, как: непровары, подрезы, межваликовые несплавления, микротрещины.
Машиностроение и машиноведение
При визуально-измерительном контроле весьма сложно обнаружить острые дефекты с малыми значениями измеряемых величин (0,1–0,25 мм). Это объясняется низкой чувствительностью измерительного инструмента и человеческим фактором, так как измерения выполняются с помощью конроллера в ручном режиме [13].
Радиография и ультразвук — два основных неразрушающих физических метода контроля для выявления внутренних дефектов. При исследовании особо ответственных конструкций указанные методы часто дублируют друг друга, так как имеют различную чувствительность и достоверность. Для выявления острых, нераскрывающихся дефектов (например, трещин) предпочтение отдают ультразвуковому контролю 2 [14, 15]. Однако он часто выполняется вручную. Соответственно, на результаты может повлиять человеческий фактор, поэтому данный метод представляется недостаточно достоверным.
Основные сложности при оценке качества изделия могут возникать у специалистов уже на стадии подготовки, при выборе метода ультразвукового контроля (например, при использовании зеркально-теневого
-
1 Харченко, В. Я. О требованиях к качеству сварных соединений и их классификации в машиностроительных конструкциях / В. Я . Харченко, С. С. Ассауленко, В. А. Передельский // Инновационные технологии в машиностроении и металлургии : сб . ст . VII науч .- практ . конф . Ростов н/Д : Изд - во ДГТУ, 2015. С. 341 – 346.
-
2 ГОСТ 55724 — 2013. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые / Федеральное агентство по техническому регулированию и метрологии. М.: Стандартинформ, 2019. 28 с.
метода, эхометода или теневого метода). Для выбора необходимо владеть методиками проведения работ, а также учитывать характеристики преобразователей в соответствии с ГОСТ Р 55725–2013 1 . Такие знания не всегда демонстрируют даже специалисты 3-го уровня квалификации, что выявляется при аттестации.
Специалисты по оборудованию и контролю качества должны уметь правильно настраивать дефектоскоп по стандартным образцам (СО-1, СО-2, СО-3) и по стандартным образцам предприятия (СОП). Такие шаблоны изготавливаются из материала, аналогичного материалу объекта контроля. Образцы должны соответствовать объекту по толщине и (если требуется) по радиусу (при контроле труб малого диаметра). Однако практика проведения аттестационных мероприятий свидетельствует о том, что в некоторых случаях специалисты не способны качественно выполнять эту работу.
В процессе контроля важны также скорость и шаг сканирования объекта. При слишком высокой скорости сканирования оператор рискует пропустить дефект или неточно определить его координаты, глубину залегания и границы несплошности. Нормы скорости сканирования оговариваются в нормативной документации. Однако в полевых условиях процедура контроля осложняется температурными перепадами, которые зависят от времени года, места проведения и др. Так, например, в зависимости от температуры среды меняется температура объекта контроля, и это может сказаться на вязкости контактной жидкости. С другой стороны, при низкой температуре требуется подогрев контролируемого участка. Это меняет некоторые физические свойства объекта контроля и, соответственно, прохождение ультразвука в изделии и т. п.
Главная проблема при подведении итогов контроля и выдаче заключений — вольная и субъективная интерпретация полученных данных о количестве дефектов, глубине и области их залегания. Многое зависит от опыта оператора, его умения отличать сигналы дефектов от ложных или поверхностных.
Обсуждение и заключения. Необходимо ограничить влияние человеческого фактора для повышения достоверности результатов визуально-измерительного и ультразвукового контроля качества сварных соединений. Для достижения этой цели считаем целесообразным в процессе периодической обязательной оценки квалификации и аттестации специалистов по контролю организовать их дополнительное обучение. Преподавателями должны быть специалисты сварочного производства. В краткосрочных учебных программах следует обобщить информацию о влияния острых трещиноподобных дефектов сварки на прочностные характеристики сварных конструкций и их эксплуатационный ресурс.
При аттестации необходимо использовать специальные тренажеры для ультразвукового контроля и образцы сварных соединений элементов конструкций с искусственно созданными дефектами, имитирующими их реальные размеры, форму и расположение в испытательных тест-образцах. Это позволит получить объективную оценку достоверности и информативности ультразвукового контроля.
Список литературы О выявлении трещиноподобных дефектов сварки существующими методами контроля качества
- Лукьянов, В. Ф. Нормативная база технического регулирования в сварочном производстве : учеб. пособ. I В. Ф. Лукьянов, А. Н. Жабин, А. И. Прилуцкий. — Ростов-на-Дону : Изд-во ДГТУ, 2008. — 302 с.
- Hesse, A.-C. On the effect of weld defects on the fatigue strength of beam welded butt joints Z A-C. Hesse, T. Nitshcke-Pagel, K. Dilger II Procedia Structural Integrity. — 2018. — Vol. 13. — P. 2053-2058.
- Металлические конструкции. В 3 т. I В. В. Горев, Б. Ю. Уваров, В. В. Филиппов [и др.] ; под ред. В. В. Горева. — 3-е изд., стер. — Москва : Высшая школа, 2004. — Т. 1. — 551 с.
- Трещиностойкость металла труб нефтепроводов I А. Г. Гумеров, К. М. Ямалеев, Г. В. Журавлев, Ф. И. Бадиков. — Москва : Недра-Бизнесцентр, 2001. — 231 с.
- Gosavi, P.D. Microstructure and mechanical properties correlation of weld joints of a high strength naval grade steel I P. D. Gosavi, K. K. Sarkar, S. K. Khunte [et al.] II Procedia Structural Integrity. — 2019. — Vol. 14. — P. 304-313.
- Shen, W. Stress concentration effect of thin plate joints considering welding defects I W. Shen, Y. Qiu, g L. Xu, L. Song II Ocean Engineering. — 2019. — Vol. 184. — P. 273-288.
- Papatheocharis, T. Fatigue resistance of welded steel tubular X-joints I T. Papatheocharis, G. C. Sarvanis, P. C. Perdikaris [et al.] II Marine Structures. — 2020. — Vol. 74. — Art. 102809. о L J
- Лукьянов В. Ф. Оценка усталостной прочности сварных соединений с угловыми швами на основе анализа локального напряженного состояния I В. Ф. Лукьянов, А. А. Пархоменко, Д. В. Рогозин II Сварка и « диагностика. — 2010. — № 6. — С. 16-19.
- Куркин, А. С. Методика расчета ресурса сварных конструкций с наличием дефектов I А. С. Куркин, Э. Л. Макаров II Сварка и диагностика. — 2012. — № 5. — С. 41-44.
- Hu, Y. A novel semi-analytical method for notch stress and fatigue strength analysis of tube-flange welded joints I Y. Hu, R. Yan, W. Shen [et al.] II International Journal of Fatigue. — 2020. — Vol. 141. — Art. 105860.
- Полетаев, В. Ю. Влияние надреза на склонность сварных соединений к межзеренному разрушению / В. Ю. Полетаев, Д. В. Рогозин // Вестник Донского государственного технического университета. — 2015. — Т. 15, № 3 (82). — С. 28-34.
- Primoz Stefane. Effect of crack length on fracture toughness of welded joints with pronounced strength heterogeneity / Primoz Stefane, Sameera Naib, Stijn Hertele [et al.] // Procedia Structural Integrity. — 2018. — Vol. 13. — P. 1895-1900.
- О погрешности измерения геометрических параметров сварного соединения с использованием шаблонов / А. Е. Шубочкин, М. А. Прилуцкий, Г. В. Зусман, Б. М. Кантер // Сварка и диагностика. — 2019. — № 6. — С. 41-45.
- Сварка. Резка. Контроль. Справочник в 2 т. / Под общ. ред. Н. П. Алешина, Г. Г. Чернышева. — Москва : Машиностроение. — 2004. — 480 с.
- Albuquerque, V. Thermal aging effects on the microstructure of Nb-bearing nickel-based superalloy weld overlays using ultrasound techniques / V. Albuquerque, C. Silva, E.P. Moura [et al.] // Materials & Design. — 2012. — Vol. 36. — P. 337-347.
