Об аномальных свойствах доменного чугуна без выделений графита

Автор: Сагалакова Марина Михайловна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 1 т.22, 2022 года.
Бесплатный доступ
Развитие современного материаловедения предусматривает постоянный поиск новых материалов с более высокими свойствами. В качестве таких материалов в настоящее время широко используются дорогие железоникелевые сплавы, так называемые инвары. Говоря о структуре и свойствах чугуна чаще всего игнорируется влияние газов (водорода, азота и кислорода) на формирование его структуры и свойств. В практике получения чугунных отливок для придания чугуну нужных свойств часто используется обработка расплава различными веществами. Помимо воздействия на химический состав расплава, его свойства можно изменять с помощью других факторов. Одним из наиболее простых по осуществлению и эффективности может быть изменение температуры расплава и времени пребывания при этой температуре. Для изучения влияния термоциклирования на линейное расширение и микроструктуру чугуна проводилось два варианта обработки расплава. Первый заключался в нагреве до 1300 °С, выдержке в течение 15 мин и охлаждении до получения твердой корки. Второй - в нагреве до 1550 °С, выдержке в течение 15 мин и охлаждении до температуры 1350 °С. Оба процесса повторялись многократно. Проведенная обработка расплава полностью удаляет выделения свободного графита из структуры чугуна. Металлографический анализ дилатометрических образцов позволил установить, что термоциклическая обработка приводит к образованию ледебурита. Изучалось влияние термической обработки на линейное расширение и микроструктуру доменного чугуна после предварительной обработки расплава. Наиболее эффективной оказалось проведение химико-термической обработки (цементации в среде бондюжского карбюризатора) с последующей закалкой. Проведение цементации в среде бондюжского карбюризатора приводит к повышению значений коэффициента линейного расширения в области низких и высоких температур испытания. Однако последующая закалка позволяет получить довольно низкие значения коэффициента линейного расширения: 3,1•10-6, град-1 при температуре 150 °С и 1,8•10-6, град-1 при температуре 400 °С. Сравнивая коэффициент линейного расширения доменного чугуна без выделений графита с коэффициентами линейного расширения инваров в различных температурных интервалах видно, что коэффициент линейного расширения после предварительной обработки принимает довольно низкие значения.
Доменный чугун, инвар, коэффициент линейного расширения, термическая циклическая обработка, аномалия физических свойств
Короткий адрес: https://sciup.org/147236550
IDR: 147236550 | УДК: 169.162 | DOI: 10.14529/met220101
About the anomalous properties of blast iron without graphite emissions
The development of modern materials science provides for the constant search for new materials with higher properties. Expensive iron-nickel alloys, the so-called Invars, are currently widely used as such materials. Speaking about the structure and properties of cast iron, the influence of gases (hydrogen, nitrogen and oxygen) on the formation of its structure and properties is most often ignored. In the practice of obtaining cast iron castings, to impart the desired properties to cast iron, the treatment of the melt with various substances is often used. In addition to affecting the chemical composition of the melt, its properties can be changed using other factors. One of the simplest in implementation and efficiency can be a change in the temperature of the melt and residence time at this temperature. To study the effect of thermal cycling on the linear expansion and microstructure of cast iron, two variants of melt processing were carried out. The first one consisted in heating to 1300 °С, holding for 15 minutes and cooling until a hard crust was obtained. The second one is heated to 1550 °С, held for 15 minutes and cooled to a temperature of 1350 °С. Both processes were repeated many times. The performed processing of the melt completely removes the precipitation of free graphite from the cast iron structure. Metallographic analysis of dilatometric samples made it possible to establish that thermal cycling leads to the formation of ledeburite. The effect of heat treatment on the linear expansion and microstructure of blast furnace iron after pretreatment of the melt was studied. The most effective was the chemical-thermal treatment (carburizing in the environment of the Bonduzhsky carburizer) followed by quenching. Carrying out carburizing in the environment of the Bonduzhsky carburizer leads to an increase in the values of the linear expansion coefficient in the region of low and high test temperatures. However, subsequent quenching allows one to obtain rather low values of the coefficient of linear expansion: 3,1•10-6, deg-1 at a temperature of 150 °С and 1,8•10-6, deg-1 at a temperature of 400 °С. Comparing the coefficient of linear expansion of blast furnace iron without precipitation of graphite with the coefficients of linear expansion of Invars in different temperature ranges, it can be seen that the coefficient of linear expansion after preliminary processing takes on rather low values.
Текст научной статьи Об аномальных свойствах доменного чугуна без выделений графита
М.М. Сагалакова, , Хакасский технический институт – филиал Сибирского федерального университета, Абакан, Россия
M.M. Sagalakova, , Khakass Technical Institute – branch of Siberian Federal University, Abakan, Russia
Развитие современного материаловедения предусматривает постоянный поиск новых материалов с более высокими свойствами по сравнению с уже имеющимися. Чаще всего это достигается дорогостоящим комплексным легированием практически всеми элементами таблицы Д.И. Менделеева. Особенное место занимают сплавы с низким коэффициентом линейного расширения.
В качестве таких материалов в настоящее время широко используются дорогие железоникелевые сплавы, так называемые инвары, которые для снижения КЛР подвергают сложной технологической обработке.
Исследованию свойств инваров посвящено большое количество работ, в которых обобщены сведения о природе инварного эффекта, рассмотрены аномалии физических свойств сплавов с позиции электронной структуры, а также с позиции элементов внедрения [1–5].
Появились инвары, содержащие 20–25 % палладия и платины, которые из-за высокой стоимости имеют ограниченное применение. Поэтому важным является изыскание материалов с низкой себестоимостью, но имеющих низкий коэффициент линейного расширения в литом состоянии.
Одним из таких материалов может быть доменный чугун. Современные разработки позволяют получить доменный чугун без выделений графита. Однако его свойства, и, прежде всего, линейное расширение в зависимости от различных технологических факторов, остаются совершенно неизученными [6].
В учебных изданиях по материаловедению чугуном до сих пор называют сплав железа с углеродом, в котором углерода содержится более 2,14 %. Говоря о структуре и свойствах чугуна чаще всего игнорируется влияние газов, водорода, азота и кислорода на формирование его структуры и свойств. Наряду с этим существует большое количество работ, в которых особое внимание уделяется влиянию газов на свойства чугуна [7–11].
Сегодня происходит смена взглядов на природу графитных включений в чугуне. В монографии академика В.К. Афанасьева «Прогрессивные способы повышения свойств доменного чугуна» отмечено, что «в настоящее время, имея многочисленные сведения о влиянии водорода, азота и кислорода на свойства различных материалов и сплавов, следует считать систему на основе железа пятерной, то есть Fе–H–N–O–С. Это является необходимым изменением образа мышления, без него еще долгое время будут затрачиваться материальные и людские ресурсы на создание продукции низкого качества или весьма дорогостоящей, оказывающей катастрофически вредное влияние на окружающую среду» [12].
В работах [13–16] изложен новый взгляд на философские вопросы в металлургии, на формирование темного и светлого в природе и в структуре металлов, в том числе и в чугуне: «…Темное, Светлое и четыре стихии образуются из разных стихий водорода – нейтрального и ионизированного. Мы одновременно находимся на Земле и в Космосе, поэтому для земной металлургии HCNO – единое неразделимое вещество» [14]. В [16] отмечено, что «особое внимание следует обратить на формирование структуры Fe–C сплавов, а также на методики ее выявления и понимания, поскольку именно несовершенные методики выявления микроструктуры Fe препятствуют сегодня созданию нелегированных железных сплавов с требуемыми свойствами».
Принимая во внимание, что газы (водород, азот и кислород) присутствуют повсеместно [5–16], в том числе и в сплавах, разработаны различные способы обработки расплава доменного чугуна с целью изменения его коэффициента линейного расширения [17–20].
В практике получения чугунных отливок для придания чугуну нужных свойств часто используется обработка расплава различными веществами. Помимо воздействия на химиче- ский состав расплава, его свойства можно изменять с помощью других факторов. Одним из наиболее простых по осуществлению и эффективности может быть изменение температуры расплава и времени пребывания при этой температуре.
Для изучения коэффициента линейного расширения использовали передельный доменный чугун производства ОАО «Кузнецкий металлургический комбинат» следующего химического состава, масс. %: С – 4,15; Si – 0,90; Mn – 0,30; S – 0,02; P – 0,10. Для изучения коэффициента линейного расширения доменного передельного чугуна после предварительной обработки расплава были изготовлены дилатометрические образцы. Коэффициент линейного расширения определялся на дифференциальном оптическом дилатометре системы Шевенар.
В последнее время пристальное внимание уделяется термоциклической обработке чугунов. За счет интенсификации процессов диффузии, фазовых и структурных превращений она позволяет сократить длительность термической обработки, улучшить весь комплекс механических и эксплуатационных свойств.
Переход расплава из жидкого в твердое состояние всегда сопровождается резким уменьшением содержания водорода, то есть дегазацией. Выбор режимов термоциклической обработки проводился исходя из известных знаний и возможных вариантов дегазации жидкого и твердого. Например, используя знание о скачкообразном уменьшении растворимости водорода при кристаллизации, применили прием многократного пребывания в районе температур кристаллизации и плавления.
Для изучения влияния термоциклирования на линейное расширение и микроструктуру чугуна проводилось два варианта обработки расплава. Первый заключался в нагреве до 1300 °С, выдержке в течение 15 мин и охлаждении до получения твердой корки. Второй – в нагреве до 1550 °С, выдержке в течение 15 мин и охлаждении до температуры 1350 °С. Оба процесса повторялись многократно. Расплавление исходного чугуна и термоциклирование проводили в индукционной печи емкостью 60 кг, который заливался в алюминиевый кокиль. Влияние различных режимов термоциклирования на изменение коэффициента линейного расширения представлены на рис. 1, 2.
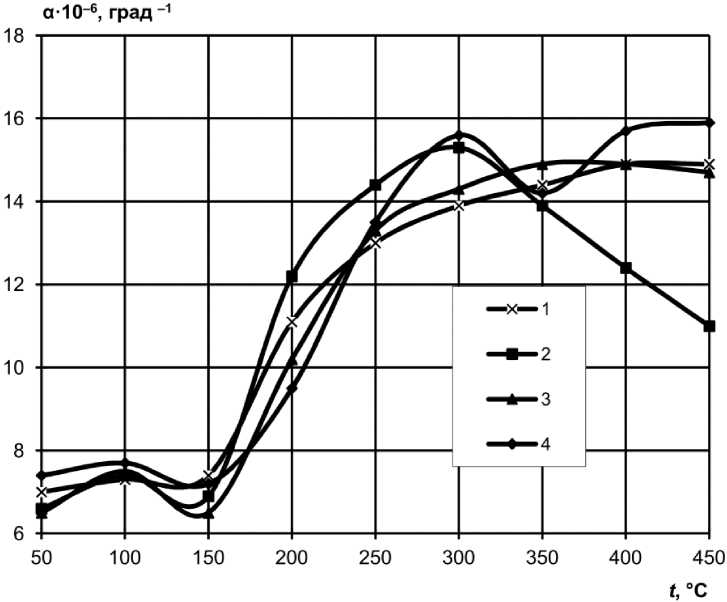
Рис. 1. Влияние низкотемпературной циклической обработки (1300 °С ↔ тв.ж. состояние) на линейное расширение доменного чугуна: 1 – без обработки; 2 – 5 циклов;
3 – 6 циклов; 4 – 8 циклов
Fig. 1. Influence of low-temperature cyclic treatment (1300 °С ↔ solid state) on the linear expansion of blast iron: 1 – without processing; 2 – 5 cycles; 3 – 6 cycles; 4 – 8 cycles
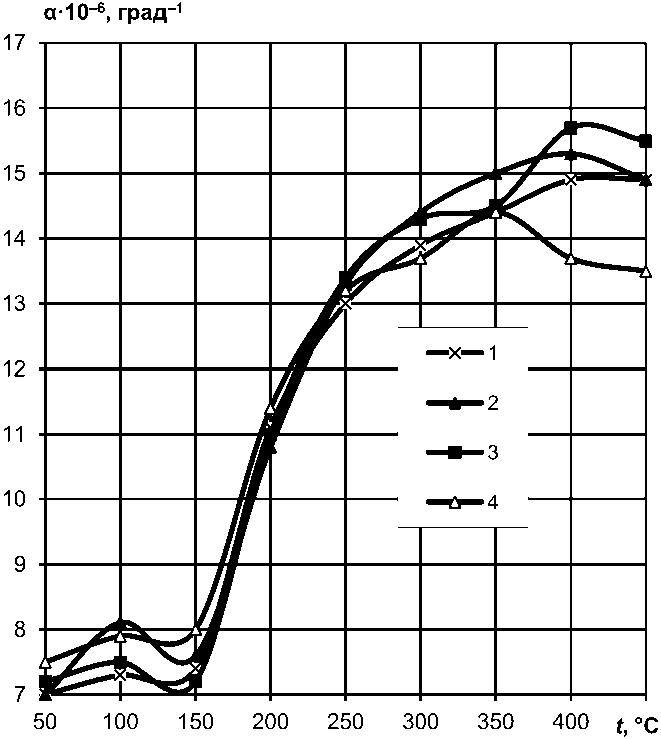
Рис. 2. Влияние высокотемпературной циклической обработки (1350 °С ↔ 1550 °С) на линейное расширение доменного чугуна: 1 – без обработки; 2 – 5 циклов;
3 – 6 циклов; 4 – 8 циклов
Fig. 2. Influence of high-temperature cyclic treatment (1350 °С ↔ 1550 °С) on the linear expansion of blast iron: 1 – without processing; 2 – 5 cycles; 3 – 6 cycles; 4 – 8 cycles
Проведенная обработка расплава полностью удаляет выделения свободного графита из структуры чугуна. Металлографический анализ дилатометрических образцов позволил установить, что термоциклическая обработка приводит к образованию ледебурита.
Главным определяющим фактором, обеспечивающим снижение коэффициента линейного расширения инваров является температура отжига совместно с пластической деформацией. Например, дифференциальный коэффициент линейного расширения суперинвара уменьшается следующими обработками:
-
1) отжиг 950 °С, охлаждение с печью;
-
2) холодная деформация 60 %, отпуск 350 °С;
-
3) закалка от 950 °С, отпуск 350 °С;
-
4) закалка от 950 °С; 5) холодная деформация 60 %.
В связи с этим изучалось влияние термической обработки на линейное расширение и микроструктуру доменного чугуна после предварительной обработки расплава. Наиболее эффективной оказалось проведение химикотермической обработки (цементации в среде бондюжского карбюризатора) с последующей закалкой.
Проведение цементации в среде бон-дюжского карбюризатора приводит к повышению значений коэффициента линейного расширения в области низких и высоких температур испытания. Однако последующая закалка позволяет получить довольно низкие значения коэффициента линейного расширения: 3,1·10–6, град–1 при температуре 150 °С и 1,8·10–6, град–1 при температуре 400 °С (рис. 3).
Сравнивая коэффициент линейного расширения доменного чугуна без выделений графита с коэффициентами линейного расширения инваров (см. таблицу) в различных температурных интервалах видно, что коэффициент линейного расширения после предварительной обработки принимает довольно низкие значения, что позволит в будущем заменить дорогостоящие высоколегированные сплавы там, где вес детали не является определяющим. Прежде всего это лазерная, микроволновая, вакуумная техника, приборостроение и многое другое.
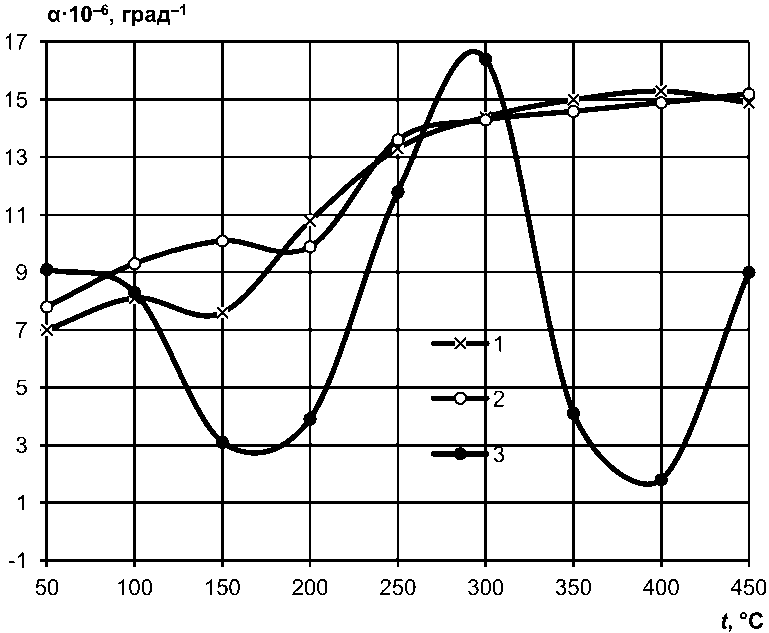
Рис. 3. Влияние цементации и закалки на линейное расширение термоциклированного доменного чугуна по режиму (1350 °С ↔ 1550 °С): 1 – без нагрева; 2 – цементация 900 °С, 3ч; 3 – цементация 900 °С, 3 ч + 1000 °С, 10 мин, горячее масло
Fig. 3. Effect of carburizing and hardening on linear expansion thermally cycled blast iron according to the regime (1350 °С ↔ 1550 °С): 1 – without heating; 2 – cementation 900 °С, 3h; 3 – carburizing 900 °С 3 h + 1000 °С, 10 min, hot oil
Сравнение линейного расширения сплавов на основе Fe–Ni и доменного термоциклированного чугуна без выделений графита Comparison of linear expansion of alloys based on Fe-Ni and blast-furnace hot-cycled cast iron without graphite precipitation
S и P ≤ 0,02 %, остальное Fe).
|
Сплав |
Химический состав*, % |
Средний КЛР α ·10–6, град–1 в интервале температур, °С |
Примечание |
||||
|
Ni |
Co |
Прочие |
20–300 |
20–400 |
20–500 |
||
|
38НКД |
37,5–38,5 |
4,5–5,5 |
Cu – 4,5–5,5 |
7,0–8,0 |
7,0–80 |
8,0–90 |
Спаи со стеклом С72-1, С74-4 |
|
47НД |
46–48 |
– |
Cu – 4,5–5,5 |
9,2–10,2 |
9,2–10,2 |
9,8–10,8 |
Спаи со стеклом С87-1, С89-2, С90-1 |
|
47НХР |
46–48 |
– |
Cr – 4,5–6,0 |
8,5–9,5 |
9,2–10,2 |
9,8–10,8 |
Спаи со стеклом С87-1, С89-2, С90-1 |
|
47НХ** |
46–47,5 |
– |
Cr – 0,7–1,0 |
– |
8,0–9,0 |
– |
Спаи со стеклом С76-4, С82-1 |
|
34НК |
33,5–34,5 |
11,6–12,5 |
– |
5,2–6,1 |
5,1–6,0 |
9,0–7,0 |
Спаи с керамикой 22ХС |
|
52Н |
51–53 |
– |
– |
9,6–10,6 |
9,6–10,6 |
9,8–10,8 |
Герметизированные реле |
|
58Н*** |
57,3–59,5 |
– |
– |
10,8–11,5 |
Штриховые меры, линейки прецизионных станков |
||
|
18ХТФ |
– |
– |
Сr – 17–19 Ti – 0,4–0,8 V – 0,25–0,45 |
– |
– |
11,0–11,4 |
Спаи со стеклом С89-2, С90-1 |
|
Передельный П1 без выделений графита |
Fe–4,0–4,5 %C |
8,89 |
9,03 |
10,16 |
|||
|
То же + 200 °C, 1ч, в мочевине |
Fe–4,0–4,5 %C |
8,11 |
9,48 |
10,52 |
|||
Примечания: * Сплавы содержат минимальное количество примесей (С ≤ 0,05 %, Si ≤ 0,3 %, Mn ≤ 0,4 %,
Таким образом, можно отметить возможность изменения коэффициента линейного расширения в сторону его уменьшения различными видами термической обработки и перспективность доменного чугуна без выделений графита в качестве нового прецизионного материала там, где нет требований к массе изделия.
Список литературы Об аномальных свойствах доменного чугуна без выделений графита
- Инвары / В.К. Афанасьев, М.В. Попова, С.А. Гладышев и др. Новокузнецк, 2006. 126 с.
- Валиев Э. Проблема инвара. Термодинамическая теория. Теория анализа. Beau-Bassin, 2017. 192 с.
- Чевозёрова А.К., Афанасьев В.К. О применении легирования для получения современных инваров // Наука и молодежь: проблемы, поиски, решения: труды Всерос. науч. конф. студентов, аспирантов и молодых ученых. Новокузнецк, 2010. С. 195–198.
- О возможности получения чугунных инваров / В.К. Афанасьев, С.Н. Старовацкая, Е.В. Кузнецова, В.Н. Толстогузов // Обработка металлов (технология, оборудование, инструменты). 2006. № 2 (31). С. 28–30.
- Влияние термических термомеханических обработок на температурный коэффициент линейного расширения инвара Н30К10Т3 / А.И. Уваров, В.А. Казанцев, Н.Ф. Вильданова, Е.И. Ануфриева // Металлы. 2010. № 2. С. 79–85.
- Чугун и его свойства / В.К. Афанасьев, Б.А. Кустов, С.А. Гладышев и др. Кемерово: Кузбассвузиздат, 2004. 344 с.
- Галактионова Н.А. Водород в металлах. М.: Металлургия, 1967. 304 с.
- Лакомский В.И., Явойский В.И. Газы в чугунах. Киев: Гостехиздат УССР, 1960. 175 с.
- Богачев И.Н. Металлография чугуна. М.: Металлургиздат, 1962. 390 с.
- Новикова С.Н. Тепловое расширение твердых тел. М.: Наука, 1974. 292 с.
- Шаповалов В.И. Влияние водорода на структуру и свойства железоуглеродистых сплавов. М.: Металлургия, 1982. 232 с.
- Прогрессивные способы повышения свойств доменного чугуна / В.К. Афанасьев, Р.С. Айзатулов, Б.А. Кустов, М.В. Чибряков. Кемерово: Кузбассвузиздат, 1999. 258 с.
- О новом понимании микроструктуры чистого железа / В.К. Афанасьев, С.В. Долгова, М.В. Попова и др. // Металлургия машиностроения. 2017. № 2. С. 29–34.
- Афанасьев В.К. Водородная металлургия. Философия и практическая значимость // Металлургия машиностроения. 2018. № 2. С. 39–44.
- Афанасьев В.К. Водородная металлургия. Философия и практическая значимость // Металлургия машиностроения. 2018. № 3. С. 39–44.
- О микроструктуре чистого железа / В.К. Афанасьев, С.В. Долгова, М.В. Попова и др. // Металлургия машиностроения. 2019. № 5. С. 28–32.
- О возможности растворения графита в доменном чугуне / В.К. Афанасьев, М.В. Чибряков, М.К. Сарлин и др. // Сборник материалов 4-го собрания металловедов России. Пенза, 1998. С. 21–23.
- Афанасьев В.К., Сагалакова М.М., Чибряков М.В. Наследственное влияние продувки расплава водяным паром на микроструктуру доменного чугуна // Тезисы докладов VI Международной научно-практической конференции. Самара, 1998. С. 102.
- Влияние обработки расплава на линейное расширение серого чугуна / В.К. Афанасьев, М.М. Сагалакова, М.В. Чибряков, В.В. Герцен // Тезисы докладов VI Международной научно-практической конференции. Самара, 1998. С. 105.
- Сагалакова М.М. О способах обработки и физических свойствах чугуна // Сборник докладов международной заочной конференции «Актуальные вопросы современной техники и технологии». Липецк, 2010. С. 145–147.
