Об аспектах использования классификации деталей машин на авиастроительном предприятии

Автор: Ширялкин Александр Федорович, Кобелев Станислав Александрович, Угасин Александрниколаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
Рассмотрены аспекты систематизации авиастроительных производственных сред в рамках генетического подхода. Данный подход и предлагаемая видовая технология рассматривается на фоне разработки классификаций объектов производства, в первую очередь, классификационной системы информации о детали при формировании информационного качества производственной среды предприятия при осуществлении технологической подготовки производства.
Систематизация, классификация, производственная среда предприятия, техническая подготовка производства, генетический подход
Короткий адрес: https://sciup.org/148201263
IDR: 148201263 | УДК: 621.058.013.8
On aspects of using machine parts classification at an aircraft enterprise
Herein were examined systematisation aspects in aviation development production environments in a framework of the genetic approach. this approach exemined as a development of production objects classifications, ferstly, classification system of information about component in forming of informational quality of mechanic processing.
Текст научной статьи Об аспектах использования классификации деталей машин на авиастроительном предприятии
ной и утвержденной установленным образом информации, закрепленной на соответствующем носителе. Оптимальная и устоявшаяся информация закрепляется в стандартах.
В рамках технетики комплект документации на изготовление конкретной единичной детали следует рассматривать как техноген изделия -единицу его наследственного материала, ответственного за формирование какого-либо элементарного признака фенотипа (например, признак материала, геометрической формы и др.). Такая целостная и компактная взаимосвязь и осуществляется в техногеноме предприятия, которым в его производственном пространстве может являться правильно построенная классификационная система информации о деталях. Последняя, структурно, на генетическом уровне, отвечая за процесс рождения (изготовления) изделия, определяет и его качество, так и качество генезиса производственной среды. От этого в свою очередь, исходит и в целом, эффективность управления всей производственной системой предприятия. Таким образом, понятие техногенома изделия, следует трактовать как совокупность классифицированной информации о детали, находящейся в производственной среде и способной эффективно управлять ее зарождением и развитием. В свою очередь, качество классификации зависит от степени приближения к естественному типу, т. е. насколько ее признаки существенны на каждом ее системно-информационном уровне [3] и насколько структура этих признаков адекватна рассматриваемой производственной системе. Существует ряд критериев естественности классификаций [3, 5], из которых выведен обобщенный критерий естественности классификаций в области технического производства. Естественной классификацией называется та классификация, которая отвечает многим критериям реальности: объективности, надежности (стабильности), про- гностической силы и др., где количество свойств рассматриваемого объекта производства, поставленных в функциональную связь с его положением в системе, является максимальным, позволяя при этом достигнуть многих целей сразу.
Такое видение рассматриваемого признака детали в иерархии классификационных связей и отношений придает надежную опору процессу классификации, способствуя правильности (естественности) кодового описания и минимизируя эффект разнокодирования [3]. Поэтому на авиастроительном предприятии необходимо разработать классификационную систему деталей машин естественного типа, под которой, в нашем представлении, следует понимать систему соподчиненных группировок (таксонов) информации о деталях, используемую для эффективного установления связей в отражаемой ей системе производства. Разработка такой системы предлагается в рамках комплексной автоматизированной системы технической подготовки и управления производством (КАС ТеПУП) [3], типовой план-график 1-го этапа создания которой на предприятии на машиностроительном предприятии представлен в [4].
Набор задач и сроки их выполнения зависят от сферы интересов и возможностей предприятия. Заметим также, что кодовое описание деталей имеет 2 уровня представления: 1-й уровень, включающий конструктивно-геометрическая и общеразмерную информацию об их форме (в зависимости от клас- са) и 2-й уровень, определяющий геометрию их размерную характеристику их элементов и отдельных поверхностей. Указанные характеристики классифицируются, кодируются и заносятся в документ, называемый как ведомость информации о детали (ВИД).
Заполнение ВИД начинается с получения общего представления конструктивно-технологической форме детали в виде эскиза. Для этого, в ручном варианте заполнения на бланке ВИД чертится эскиз детали-представителя. В автоматизированном варианте графическая информация может поступать по сети от конструкторский систем типа «Unigrafix» или другой подобной, а также часть текстовых данных (материал, заготовка и т. д.), уже имеющихся в базе..
Следующим этапом классифицируется, кодируется и вводится конструктивно-геометрические данные об общей форме группы деталей рассматриваемых в таксонах (класс и подкласс) согласно табл. 1. Далее, в зависимости от конкретной номенклатуры и комплекса решаемых задач могут рассматриваться более конкретизированные таксоны (от надсемейства до рода), табл. 1-3.
При наличии необрабатываемого контура любой конфигурации брать код = 0.
Разработка классификационной системы информации о деталях машин на предприятии
Ведомость информации о детали ВИД (табл. 4) состоит из 4-х частей:
-
- эскиза детали-представителя,
Таблица 1. Наклон обрабатываемых ребер детали (надсемейство)
Прямые
Малкованные
Отсутствие малки (прямой угол к основанию)
Открытая малка угол с основанием > 90*)
акрытая малка угол с основанием
90*)
L
Комбинированая (открытая и закрытая
С изменяющимся углом к основанию
Произволь ные
П
О
З
К
И
ПР
Таблица 2. Вид контура основной поверхности детали (семейство)
Основная поверхность сплошная
контур детали прямолинеен
контур детали криволинеен
произ в.
криво лин. и комби нир.
параллельн. бок. сторон
паралельн. cо скос. рад.
уклон. бол. скос
Клин
сектор
сегмент
круг
П
С
У
СЕ
Д
К
ПК
Основная поверхность с относительно большим отверстием (нежесткая деталь)
параллельн. бок. сторон ПО
скос. рад. СО
уклон. бол. скос УО
кольцевой сектор СО
дуга ДО
кольцо КО
произв. криволин. и комбинир.
КБ
Таблица 3. Наличие поперечных ребер и характер ребрения (подсемейство)
при кодировании элементарных деталей вращения в качестве 3-го и 4-го знака берется код отношения L/D, табл. 2.
-
- системы таблиц кодового описания;
-
- общей организационно-технологической информации о группе деталей (особей),
-
- классифицированной информации о детали 1-го и 2-го уровня.
Последняя часть содержит:
-
1. Общую информацию о геометрической форме детали (группе деталей): класс, подкласс, надсемейство и семейство и подсемейство и т. д.;
-
2. Кодового описания основных элементов детали (ОЭ);
-
3. Кодового описания дополнительных элементов детали (ДЭ).
Отличительной особенностью информационной системы ведомости ВИД является возможность ее использования как в неавтоматизированном, “ручном” режиме, так и производить автоматизированное кодирование путем интерактивного диалога пользователя с ЭВМ. В этом случае ВИД используется как удобный промежуточный документ.
Удобству и простоте его использования способствует нахождение большинства классифика- ционно-кодовых таблиц на поле бланка. Еще одним преимуществом, отличающим данный вид документа, является то, что с его помощью можно осуществить первый этап предварительного группирования, как для ручного, так и для автоматизированного группирования. В целом отметим, что ВИД есть как раз тот документ, использование которого максимально приближает работу технолога-систематика к режиму реального времени, что и определяет максимальную эффективность системной видовой технологии.
Традиционно информация о детали, если рассматривать разработанный документ ВИД (см. табл. 4), занимает его левую часть. Эта информация достаточна для предварительного системного решения задач ТПП (1-й уровень). Новый вид информация, которая отсутствует в традиционной форме этого документа, расположена в правой части ВИД и является логическим продолжением информации левой части. Она представляет собой данные об элементах детали и предназначена для решения задач ТПП 2-го уровня, т.е. уточнения задач формирования маршру-
Таблица 4. Ведомость информации о детали ВИД
|
ВЕДОМОСТЬ ИНФОРМАЦИИ ДЕТАЛИ ВИД |
Код основных элементов (ОЭ) |
Код дополнительных элементов (ДЭ) 3-й знак- количество ДЭ данного типоразмера |
||||||||||||||||||||||||||||||||||||||||||
|
Круглые (К) |
Некр |
Отверстия (О) |
||||||||||||||||||||||||||||||||||||||||||
|
Не обр |
Цилиндр |
Кони ческ |
Ради усн |
Фа сон |
Приз м |
Цилиндрические |
Нецилиндрич |
|||||||||||||||||||||||||||||||||||||
|
глад |
ступ |
глад |
ступ |
зенк |
цеко |
кон и |
||||||||||||||||||||||||||||||||||||||
|
Н |
Г |
С |
К |
Р |
Ф |
П |
1 |
2, 3 |
З |
Ц |
К |
|||||||||||||||||||||||||||||||||
|
Плоско-комбинированные (П) |
Резьба (Р) внутренние (р) |
Накатка (Н) |
||||||||||||||||||||||||||||||||||||||||||
|
Не обр |
Плоско-параллел. |
мет р |
трап |
дюйм |
м/зах |
прям |
сет |
П |
С |
|||||||||||||||||||||||||||||||||||
|
глад |
ступ |
уклон |
рад |
комб |
произ |
М |
Т |
Д |
(N) |
|||||||||||||||||||||||||||||||||||
|
Н |
Г |
С |
У |
Р |
К |
П |
Канавки наружные (Н) |
Канавки внутр.(В) |
||||||||||||||||||||||||||||||||||||
|
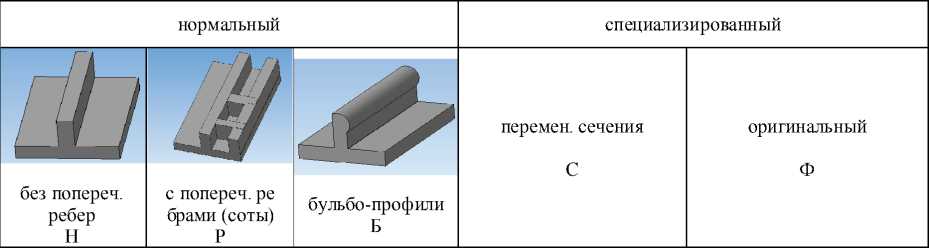
Вид поперечного сечения объемно-профильн. дет. |
пря |
угл |
рад |
|||||||||||||||||||||||||||||||||||||||||
|
уголок |
тав р |
веел л |
вутав р |
крес т |
Z-образ |
дв. тавр |
Комб. |
Прои |
зм |
|||||||||||||||||||||||||||||||||||
|
. |
П |
У |
Р |
|||||||||||||||||||||||||||||||||||||||||
|
У |
Т |
Ш |
Д |
К |
Z |
2Т |
Ко |
П |
Лыски (Л) |
Cкосы (С) –угловой (с) линейный |
||||||||||||||||||||||||||||||||||
|
11 оси |
।е11 ос |
комб |
30 |
45 |
ХХ |
Двузн. лин. размер |
||||||||||||||||||||||||||||||||||||||
|
1 |
2 |
3… |
Н1 |
К |
30 |
45 |
ХХ |
|||||||||||||||||||||||||||||||||||||
|
Уступы (У) Пазы (П), |
Подсечки (П) |
|||||||||||||||||||||||||||||||||||||||||||
|
простые |
ра здел. полк. двойные |
|||||||||||||||||||||||||||||||||||||||||||
|
прям |
угл |
рад |
прям. |
накл |
прям. |
накл |
прям |
накл |
||||||||||||||||||||||||||||||||||||
|
ПО |
ПЗ |
У |
Р |
К |
ПП |
ПН |
РП |
РН |
ПД |
НД |
||||||||||||||||||||||||||||||||||
|
Радиусы R – наружн., r– внутрен. |
||||||||||||||||||||||||||||||||||||||||||||
|
Подкласс |
Надсем. |
Семейств |
Подсеем. |
Род |
Вид |
ТК (КД) |
||||||||||||||||||||||||||||||||||||||
|
НО |
НОП |
НОПC |
НОПCН |
НОПСНО1 |
0.205 |
0 |
||||||||||||||||||||||||||||||||||||||
|
Общая информация о детали |
Основные элементы |
Дополнительные элементы |
||||||||||||||||||||||||||||||||||||||||||
|
0 № п/п |
Номер черт. |
На им |
Кол. изд |
Основные размеры, мм |
Вид загот |
Марка матер |
Мас са, |
ОЭ1, ОЭ3, ОЭ5 и т. д. |
ОЭ2, ОЭ4, ОЭ6 и т. д. |
ДЭ1, ДЭ3,ДОЭ5 и т. д |
ДЭ2, ДЭ4, ДЭ6 и т. д |
Труд |
||||||||||||||||||||||||||||||||
|
L |
B(D) |
H(d) |
d 1 (t m -t) |
кг |
код ОЭ1 |
L 1 |
B 1 (D) |
H(d) |
код ОЭ2 |
L 2 |
B (D) |
H(t. d) |
Код ДЭ1 |
l 1 |
b 1 |
h |
® |
Код ДЭ2 |
l 2 |
b 2 |
h |
® |
час |
|||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|||||||||||||||
та, расчета трудоемкости, инструментообеспече-ния и др. (см. выше). Т. к. указанный документ предназначен для обработки информации как в автоматизированном, так и в «ручном» режимах, для удобства работы в последнем, таблицы кодирования вынесены в правый верхнюю часть бланка. По существу, в указанной форме ВИД объединяет 3 автономных документа. При необходимости можно пользоваться каждым из них в отдельности. В целом такой документ, в данных конкретных условиях, обладает более высоким качеством относительно требований удобства и различимости представления ИД детали. Другим документом для использования в предлагаемой видовой технологии является информационномаршрутная ведомость (ИМВ). Указанная информация предназначена для автоматизированного решения следующих задач ТеПП:
-
1. конструкторского поиска деталей – аналогов при проектировании новых изделий;
-
2. технологической проработки деталей и их унификации;
-
3. поиска ТП – аналогов для их последующей корректировки при проектировании новых техпроцессов;
-
4. группирования деталей по конструктивно технологическим признакам;
-
5. проведения расцеховки деталей по подразделениям предприятия;
-
6. выбора и расчета количества оборудования, в том числе станков с ЧПУ;
-
7. подбора деталей для их обработки на станках с ЧПУ;
-
8. выбора и расчета количества заготовок;
-
9. формирование укрупненного маршрута обработки групп деталей;
-
10. укрупненного расчета трудоемкости обработки деталей;
-
11. укрупненного расчета трудоемкости изготовления прессформ для литья;
-
12. укрупненной оценки технологической жесткости деталей
-
13. присвоение четких системных наименований;
-
14. разработка трехмерных видовых моделей (представителей групп) деталей для создания системного определителя и модульной основы для проектирования новых деталей;
-
15. присвоение четких системных наименований видовым моделям и деталям;
-
16. расчет загрузки цехов и участков;
-
17. проектирование планировок цехов и участков;
-
18. выбор и расчет количества инструмента и приспособлений;
-
19. формирование маршрута обработки групп и единичных деталей;
-
20. информационной поддержки при проектировании ТП обработки деталей;
-
21. расчета трудоемкости обработки деталей; (САРТ);
-
22. информационной основы для разработки логистических систем:
-
23. учета и планирования инструментообес-печения;
-
24. учета и планирования материалообеспе-чения.
Классифицированная и закодированная информация о детали 1-го уровня предполагает поддержку решения первых 12 задач.
Частично предлагаемая видовая технология была апробирована на одном из Ульяновских предприятий – Средневолжской промышленной кампании (ЗАО СВП).
РЕШЕНИЕ ПРАКТИЧЕСКИХ ЗАДАЧ НА ОСНОВЕ ПРЕДСТАВЛЕННОЙ
ИНФОРМАЦИОННОЙ ТЕХНОЛОГИИ
У представленного документа много назначений: первое из них предполагает решения задачи уточнения состава групп, предварительно собранных в ВИД. В этом плане, путем рационального подбора критериев группирования по форме и размерам деталей удалось добиться оптимизированного расположения деталей в структуре выcших таксонов.
Второе назначение ИМВ – решение материально-технических задач, например, учет нормы расхода материала. Для этого в ИД ведомости включены КИМ и масса заготовки. Заметим, что в таблицу включены и и габариты детали; (L х D), что дает возможность автоматизации не только расчета нормы расхода, но и автоматизированного выполнения предшествующей задачи – выбора и расчета заготовки.
Для решения другой задачи этого плана -определения точного веса изделия, суммируются точные значения веса каждой из деталей, данные о которых включены в таблицу и используются как третье назначение документа. Заметим, что все эти задачи расчетно-технического характера, их целесообразно выполнять автоматизировано, что сократит трудоемкость рутинных расчетных работ и повысит эффективность производства. Маршруты обработки детали, включенные в ИМВ как вид ИД и позволяющие решать ряд оперативно-тактических задач подготовки и управления производственным процессом, также ведут за собой и еще одно системное назначение. Например, учитывая последовательное усложнение деталей в соответствующем таксоне, можно методом сравнения проверить качество нормирования трудоемкости по каждой из операций, а также их суммарные значения. В процессе работы такие несоответствия норм были выявлены и скорректированы.
Учитывая возможность разработки ТП на подобные детали разными технологами можно также скорректировать и унифицировать и сам маршрут обработки детали в соответствии со спецификой конкретного производства. При этом следует ориентироваться как на опыт специалистов, так и на системное восприятие технологического процесса в целом.
Здесь же можно решить и обратную задачу, связанную с проверкой качества группирования деталей, т. е. в конечном счете другой стороны верификации разработанной нами КС. Качество формирования групп можно определить по совпадению маршрутов обработки 2-х или нескольких соседних деталей. При этом принимается во внимание степень отличия величин трудоемкостей каждой пары деталей на однородные и однопорядковые операции.
НАУЧНО-ТЕОРЕТИЧЕСКИЙ АНАЛИЗ СИСТЕМАТИЗИРОВАННОЙ ИНФОРМАЦИИ О ДЕТАЛИ
Внешне оптимизация итогов группирования выражено в достижении плавного, периодического изменения (ранжирования) конструктивно-технологической сложности и соответственно величин трудоемкости обработки деталей согласно эволюционного принципа «от простого к сложному». Сравнивая порядок расположения деталей одной и той же подгруппы в разных документах [3] (см. приложения Г и Д) можно заметить начало процесса образования периодичности размерных последовательностей в группах сложности. Например, при достижении следующего уровня конкретизации информации о детали, из неупорядоченного множества деталей подгруппы ВКОО рассматриваемой в ведомости ВИД возникают некоторые упорядоченные последовательности размерных форм. Эти последовательности образуют некоторую периодичность распределения указанных форм в функционально-информационном пространстве некоторых подгрупп сложности, которые условно названы видами. Важно заметить, что величины периодов имеют тенденцию к сокращению с увеличением сложности деталей в подгруппе, что вполне согласуется с характером проявлением закона гиперболического распределения [1-3]. Последнее, как раз и говорит о приближении системы к естественному типу.
Заметим, что более мелкая структуризация множества деталей, связанная с введением в структуру КС существенных для каждого из уровней классификации признаков не только приближает КС к естественному типу, а также позволяет получить более качественное решение производственных задач, в том числе задачи группирования.
Информация о детали – его корневая, позвоночная часть меняется не так интенсивно, однако в день, даже на этом относительно небольшом предприятии проходит по несколько конструктивно-технологических изменений. Необходимо их оперативное отслеживание и ведение информации о детали в реальном шаге времени, что невозможно без системно-компьютерной автоматизации. Заметим, что исходные данные КС при программной реализации соответствующих постановок вышеуказанных задач позволяют решать их множество в реальном масштабе времени, сокращая цикл технической подготовки в несколько раз. То есть., например, задача группирования решалась в несколько раз быстрее, то же самое можно сказать о решении задач унификации и технологической отработки деталей изделий. О последней можно сказать, что только при достаточно оперативном, автоматизированном группировании возможно достижение достаточно качественного решения этой задачи. При этом классифицированная информация о состоянии номенклатуры деталей должно вводиться в базу данных (БД) системы ИАС КТН, отслеживаться в реальном шаге времени и вестись в течение всего цикла подготовки и управления производством. При этом на основе этой информации возможно автоматизированное решение комплекса задач ТПП.
Например, исходя из классификационнокодового описания геометрической формы детали и ее габаритных размеров (см. табл. 4 -ВИД) нетрудно разработать алгоритмы для автоматизированного решения задачи расчета норм расхода материала для материально-технического учета и планирования. Отсюда, при известных технических параметрах заводский подразделений и станков, также следует решение технологических задач расцеховки и загрузки оборудования. При организации БД оборудования, нетрудно оптимизировать систему загрузки оборудования заготовками. При наличии приспособлений, инструмента, покрытий и т. д. можно создать систему обеспечения, учета и планирования производства средствами технологического оснащения.
Следует заметить, что постановка автоматизированного решения задачи формирование маршрута обработки деталей в целом, достаточно сложная проблема [7], и может решаться разными способами. Решение этой задачи определяется не только конструктивно-геометрическими свойствами детали, но в значительной мере факторами конкретной производственной среды, прежде всего спецификой элементов технологической системы (ТС). В этом плане маршрут обработки во многом зависит от системности ее элементов, в первую очередь, степени автоматизации обрабатывающего оборудования.
Предлагаемое нами решение основывается на итерационном подходе, — постепенном приближении классификационно-кодового описания геометрической формы детали к существенным свойствам этих элементов при его иерархическом развитии.
Важной проблемой удобного представления рассмотренной информации является решение задачи системной визуализации эскизов деталей
– как эскизов-представителей видов, так и, в дальнейшем, операционных эскизов обработки. Их оперативное формирование следует основывать на элементно-модульном подходе.
Учитывая, что разрабатываемая КС рассчитана на решение многих задач ТПП и рассматривая данную работу как непрерывный процесс, следует говорить о указанной системе (КС) как о некотором инструменте управления качеством ТП. Следует также определить место КС деталей машин в общей системе управления предприятием как его технического начала, исходной структуры управления качеством обрабатываемой детали – основы и источника генезиса всего машиностроительного производства.
ВЫВОДЫ
Таким образом, в статье представлена работа, представляющая технологию по систематизации производственной среды одного из машиностроительных предприятий г. Ульяновска – ЗАО СВПК. Эта технология основана на многих подходах, методах и других технологиях, адаптирована под современные условия и показала свою эффективность даже при низком уровне автоматизации [1], в последствие она названа видовой. При организации БД объектов производства, прежде всего деталей машин и создания на этой основе информационно-аналитической системы конструктивно-технологического назначения, необходимая производственная информация будет отслеживаться, обрабатываться в реальном шаге времени.
В целом работа, проделанная на ЗАО СВПК показала:
-
1. Высокую трудоемкость формирования КС приближающуюся к естественной. При этом качественное приближение, даже с использованием уже разработанных методов и типовых таблиц, требует нескольких итерационных шагов;
-
2. Значительную трудоемкость качественного группирования деталей в ручном режиме, даже при имеющейся на предприятии даже при незначительной номенклатуре деталей (433 наи-
- менование);
-
3. Настоятельную необходимость перевода подобной работы на компьютерные рельсы. Согласно расчетам, применение автоматизации могло бы сократить время работ по группированию примерно в 3 – 4 раза;
-
4. Необходимость проведения работ по систематизации на каждом машиностроительном предприятии, имеющем номенклатуру свыше 200 наименований деталей;
-
5. Недостаточная компетентность специалистов-технологов среднего уровня для самостоятельного проведения подобных работ.
-
6. Необходимость проведения работ по комплексной автоматизации задач ТПП с первоначальным созданием баз данных объектов производства в рамках системы ИАС КТН.
Особый интерес представляет разработка системного документа, объединяющего системный определитель (ограничитель) деталей (СОД), [3], составляющий одно целое с системным определителем наименований (СОН), предназначенных для начального этапа проведения унификации, а также эффективного решения некоторых остальных задач ТПП.
Список литературы Об аспектах использования классификации деталей машин на авиастроительном предприятии
- Кудрин Б. И. Введение в технетику. Томск: Изд-во Томск. гос. ун-та, 1993. 552 с.
- Кудрин Б. И. Концепция стандартизации и теория ценозов//Стандарты и качество. 2008. № 5. С. 32 -36. № 6. -С. 7 -10.
- Ширялкин А. Ф. Основы формирования многоуровневых классификаций естественного типа для создания эффективных производственных сред в машиностроении. Ульяновск: УлГТУ, 2009.
- К вопросу качества автоматизации производственных сред в авиастроении/А.Ф. Ширялкин, С.А., Кобелев, А.Н. Угасин//Материалы I Всероссийской научно-практической конференции «Опыт и проблемы внедрения систем управления жизненным циклом изделий авиационной техники» г. Ульяновск, 6-7 октября 2010 года.
- Забродин В. Ю. О критериях естественности классификаций.//НТИ Серия 2. 1980. № 8, М., С. 22 -24.
