Об использовании несимметричной прокатки для производства лент и полос

Автор: Пелленен Анатолий Петрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.20, 2020 года.
Бесплатный доступ
В последние десятилетия в теории и практике тонколистовой прокатки большое внимание уделяется несимметричным процессам прокатки, протекающим при различных геометрических, кинематических параметрах рабочих валков. В ЮУрГУ под руководством заслуженного деятеля науки и техники, доктора технических наук В.Н. Выдрина разработан процесс прокатка-волочение (ПВ), позволяющий расширить технологические возможности станов. Однако в силу особенностей осуществления процесса ПВ (повышенные крутящие моменты на валках и повышенные удельные натяжения концов полосы) практика его использования показала в ряде случаев его неконкурентоспособность с симметричным (обычным) процессом прокатки. Анализ преимуществ и недостатков процесса ПВ позволил сформулировать новый подход к использованию несимметричных процессов прокатки, заключающийся в том, что частные кинематические варианты не могут решить всех технологических проблем. Предложен процесс прокатки общего вида (ПОВ), заключающийся в поливариантности кинематики процесса прокатки. Реализация приемлемого кинематического варианта определяется условиями осуществления процесса прокатки и требованиями к качеству продукции.
Тонколистовая прокатка, симметричная прокатка, несимметричная прокатка, геометрическая и кинематическая несимметрия валков, процесс прокатка- волочение, процесс прокатки общего вида, эффективность процессов прокатки
Короткий адрес: https://sciup.org/147232546
IDR: 147232546 | УДК: 621.771 | DOI: 10.14529/met200110
About using unsymmetric rolling for the production of strips and bars
Unsymmetric rolling processes occurring at various geometric and kinematic parameters of the work rolls have received much attention in the last decades of the theory and practice of sheet rolling. The rolling-drawing process (RD), which allows expanding the technological capabilities of mills, was developed at SUSU under the guidance of Honored Worker of Science and Technology, Doctor of Technical Sciences V.N. Vydrin. The practice of using the RD process has shown in some cases its non-competitiveness with a symmetrical (usual) rolling process due to the process (increased torque on the rolls and increased specific tension of the ends of the strip). An analysis of the advantages and disadvantages of the RD process allowed us to formulate a new approach to the use of asymmetric rolling processes, which consists in the fact that special kinematic variants cannot solve all technological problems. A general rolling process (GRP) is proposed, consisting in the multivariance of the kinematics of the rolling process. The implementation of an acceptable kinematic option is determined by the conditions of the rolling process and the requirements for product quality.
Текст научной статьи Об использовании несимметричной прокатки для производства лент и полос
Процесс холодной прокатки лент и полос практически всегда рассматривается как процесс симметричной (СП, обычной) прокатки с равными окружными скоростями валков.
При этом процесс СП осуществляется при значительных контактных напряжениях, приводящих к высоким усилиям прокатки, упругим деформациям валков, ухудшению качества продукции.
На протяжении многих десятилетий XX в. для решения проблемы высоких усилий прокатки и расширения технологических возможностей станов в мировой практике прокатного производства разрабатывались новые способы и конструкции прокатных станов. Большое внимание уделялось использованию несимметричных процессов прокатки, протекающих при различных геометрических, кинематических параметрах рабочих валков и различных физико-механических условиях на контактных поверхностях прокатываемого металла и рабочих валков в очаге деформации.
Проведенные в последние десятилетия прошлого века в СССР и за рубежом масштабные теоретические, экспериментальные исследования, реализация процессов в про- мышленных условиях позволили выявить положительные стороны кинематической несим-метрии, заключающиеся прежде всего в возможности значительного снижения усилия прокатки, упругих деформаций валков, получения более тонких полос и лент по сравнению с обычным процессом прокатки, возможность получения требуемых физико-механических свойств.
В частности, как результат исследований в ЮУрГУ, бывшем ЧПИ, под руководством заслуженного деятеля науки и техники, доктора технических наук, профессора В.Н. Выдрина был разработан процесс прокатка-волочение (ПВ) [1] , который осуществляется при следующих кинематических условиях:
λ = H0/ H1 = Vв1/ Vв0; Vв1 = V1; Vв0 = V0, здесь λ – коэффициент вытяжки полосы; H0, H1 – толщина полосы до и после очага деформации; Vв1, Vв0 – окружные скорости валков; V0, V1 – скорости полосы до и после очага деформации соответственно.
Такие кинематические условия при определенной величине натяжений концов полосы обеспечивают однозонность и противона-правленность сил трения в очаге деформации.
При этом уменьшается подпирающее их действие на деформируемый металл и обеспечивается снижение усилия прокатки по сравнению с симметричным процессом прокатки. С уменьшением толщины лент и полос этот эффект возрастает.
По решению Правительства СССР в 1976 г. ВНИИметмашем (г. Москва) и СКМЗ (г. Краматорск) для осуществления процесса ПВ для Новосибирского металлургического завода им. Кузьмина был изготовлен опытно-промышленный стан ПВ-800, на котором выполнен комплекс работ по исследованию энергосиловых, деформационных, кинематических параметров процесса ПВ и условий его осуществления [2].
Кроме того, опытные работы по реализации процесса ПВ проводились на станах холодной прокатки Магнитогорского металлургического комбината, Ленинградского сталепрокатного завода, Миньярского метизно-металлургического завода, Артемовского и Балхашского заводов обработки цветных металлов и других предприятиях. Исследования выполнялись совместно с ВНИИметмашем, ЦНИИчерметом им. И.П. Бардина, НИИтяж-машем, Краматорским индустриальным ин- ститутом, Гипроцветметобработкой и многими научно-исследовательскими и проектноконструкторскими организациями. Выполненные работы позволили определить эффективность процесса ПВ для решения проблем холодной прокатки лент и полос (табл. 1).
Эффективность процесса ПВ высоко оценена зарубежными фирмами. На использование процесса ПВ были проданы лицензии фирмам SMS (ФРГ) и ИХИ (Япония).
Наряду с отмеченными преимуществами процесса ПВ многолетний опыт его использования и проектные разработки выявили ряд специфических особенностей, которые в определенной мере затрудняют широкое использование процесса ПВ на существующих станах холодной прокатки. Это повышенное переднее удельное натяжение полосы и повышенные крутящие моменты на валках.
На существующих станах холодной прокатки уровень удельных натяжений не превышает 40 % от предела текучести материала полосы. В ряде случаев, например, для исключения свариваемости рулонов перед термообработкой, переднее удельное натяжение полосы не должно превышать 10 % от предела текучести материала. Такие требования,
Таблица 1
Проблемы холодной прокатки лент и полос и эффективность их решения при использовании ПВ
Повышенные крутящие моменты на валках при ПВ по сравнению с симметричным процессом позволяют осуществлять процесс прокатки на существующих станах при наличии индивидуального привода с рассогласованием скоростей валков не более 5 %. При этом приводными валками должны быть только рабочие валки. Эти ограничения в ряде случаев делают процесс ПВ неконкурентоспособным по сравнению с СП.
Анализ отмеченных преимуществ и недостатков процесса ПВ в 80-х гг. прошлого века под руководством профессора В.Н. Выдрина в ЮУрГУ позволили сформулировать новый подход к использованию несимметричных процессов прокатки для холодной прокатки лент и полос Этот подход заключается в том, что частные кинематические варианты несимметричной прокатки, к числу которых прежде всего относится процесс ПВ, не могут решить всех технологических проблем. Поэтому целесообразно наряду с разработкой эффективных систем автоматизации по регулированию толщины и планшет-ности лент и полос говорить о множестве кинематических вариантов процесса прокатки (их поливариантности) и подходить к процессу прокатки как к единому процессу с различными соотношениями рассогласования скоростей вращения валков и различным соотношением скоростей валков к скорости концов полосы.
Реализация приемлемого кинематического варианта определяется условиями осуществления процесса прокатки и требованиями к качеству продукции.
Таким образом, была сформулирована концепция процесса прокатки лент и полос общего вида (ПОВ). Отношения окружных скоростей валков при ПОВ находятся в диапазоне 1 ≤ V в1 V в0 ≤ λ и включают как СП, так и ПВ [3, 4].
На рисунке приведены схемы очага при СП (верхняя схема), ПВ (средняя схема), частный вариант ПОВ (нижняя схема) [4]. Здесь ОТ, ОП, СЗ – зоны отставания, опережения и смешанная соответственно; х0, х1 – координаты критических сечений; L – длина очага деформации; τ – напряжения трения; T1 , σ1 – полное и удельное переднее натяжение; Т0, σ0 – полное и удельное заднее натяжение.
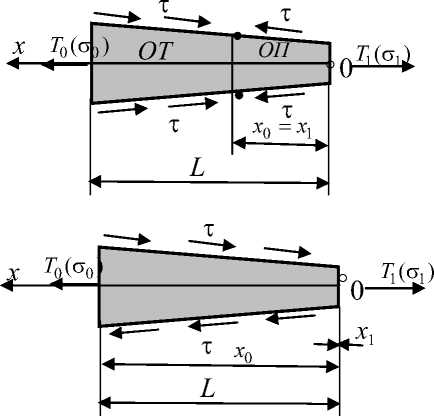
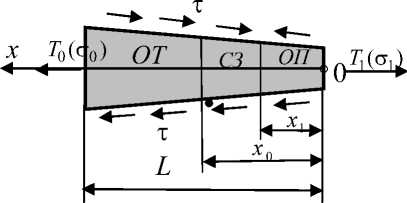
Принципиальные схемы очага деформации
Исходя из условий и задач процесса прокатки, в этом случае выбирают оптимальный кинематический вариант процесса прокатки, и целенаправленный подход к выбору кинематического варианта ПОВ обеспечивает значительные возможности для достижения желаемых результатов. Это относится к таким аспектам, как [4]:
-
– сокращение числа проходов или промежуточных термообработок;
-
– существенное снижение минимальной толщины для стана;
-
– наилучшим образом использование единой профилировки валков за счет возможности управления усилием и упругим прогибом валков. По эффективности этот прием может конкурировать с противоизгибом валков;
-
– снижение расхода энергии за счет оптимального перераспределения нагрузок между приводами стана и минимизация потерь на трение в очаге деформации.
При этом следует отметить, что процесс ПОВ может осуществляться как в режиме за- данных натяжений (РЗН), так и в режиме заданных скоростей концов полосы (РЗС) [3].
Такой подход к процессу холодной прокатки лент и полос с использованием ПОВ в 1986 г. был поддержан Правительством СССР и разработана программа по его использованию на ряде металлургических предприятий.
Некоторые проекты процесса ПОВ приведены в табл. 2.
К 1991 г. проработка этих проектов находилась на разных стадиях. Для Ашинского металлургического и Ленинградского сталепрокатного заводов разработаны (технические задания) и определены основные конструктивные параметры валковых узлов и станов в целом.
Для Екатеринбургского, Кировского и Балхашского заводов ОЦМ выполнены рабочие проекты. В работе участвовали ВНИИметмаш (как главный разработчик), Гипроцветмет-обработка, ЦНИИчермет им. И.П. Бардина, Гипромезы Челябинска, Магнитогорска, Санкт-Петербурга.
Реализация представленных проектов предполагалась до 1995 г. К сожалению, осуществить эти проекты не удалось по известным политико-экономическим причинам. С 1992 г. финансирование всех проектов было прекращено. Пришедшие к управлению предприятий новые топ-менеджеры в лучшем случае решали по существу проблемы выживания предприятий. В ЮУрГУ из-за отсутст-
Таблица 2
|
№ |
Название проекта* |
Материал; размеры |
Параметры стана |
Стадия проработки |
|
1 |
Стан ПОВ-400 Ленинградского сталепрокатного завода |
Высокоуглеродистые стали, прецизионные сплавы; толщина – 0,05–1,5 мм, ширина – 250 мм |
Комбинированный: кварто и 12-валковый кварто: диаметр рабочих валков – 60 мм; V в1 / V в0 = 1…2,5; скорость прокатки – до 5 м/с |
Разработаны ТЗ и основные конструктивные параметры стана |
|
2 |
Стан ПОВ-800 Ашинского металлургического завода |
Электротехнические и низкоуглеродистые стали, прецизионные сплавы; толщина – 0,05–1,5 мм, ширина – до 650 мм |
12-валковый стан кассетного типа диаметр рабочего валка – 50 и 100 мм; скорость прокатки – до 5 м/с; V в1 / V в0 = 1…2,5 |
Разработаны ТЗ и основные конструктивные параметры стана |
|
3 |
Стан дуо-кварто 200 ПОВ Свердловского завода ОЦМ |
Сплавы драгметаллов; толщина – 0,05–1,5 мм, ширина – 150 мм |
Кварто: диаметр рабочих валков – 60 мм; дуо: диаметр рабочих валков – 200 мм; V в1 / V в0 = 1…1,05; скорость прокатки – 1 м/с. Вариант дуо используется для правки фольги в режиме ПВ |
Разработан рабочий проект |
|
4 |
Стан дуо 700 Кировского завода ОЦМ |
Латунные сплавы; толщина 0,15–1,0 мм, ширина – 600 мм |
Диаметр рабочих – 430 мм, V в1 / V в0 =1,0; 1,05; 1,15; 1,2 (комбинированный редуктор) |
Разработан рабочий проект |
|
5 |
Стан ПВ-800 НМЗ им. Кузьмина (оснащение стана средствами термообработки и резки лент) |
Низко-, высокоуглеродистые стали; толщина 0,3–2,0 мм, ширина – 600 мм |
Кварто: 250 мм; диаметры рабочих валков – 700 мм; скорость прокатки – до 5 м/с |
Разработано ТЗ |
|
6 |
Балхашский завод ОЦМ |
Латунные, бронзовые, медно-никелевые сплавы; толщина 0,05–1 мм, ширина – 250 мм |
12-валковая кассета для 6-валкового стана «Шмитц»; диаметр рабочих валков – 60 мм; V в1 / V в0 =1; скорость прокатки – 1,5 м/с |
Разработан рабочий проект |
*Названия заводов до 1992 года.
Проекты по реализации процесса ПОВ
вия финансирования в течение 1–2 лет были утеряны практически все специалисты, которые занимались разработкой проектов, связанных с несимметричной прокаткой и использованием в них процесса прокатки общего вида.
Таким образом, из-за не реализации отмеченных проектов отечественная металлургия и прежде всего направление холодной прокатки лент и полос не смогли сделать определенный прорыв в развитии технологии и оборудования и создании конкурентоспособных производств.
В последующие годы вопросами использования несимметричной прокатки занимались в Магнитогорском государственном техническом университете, Донецком национальном техническом университете, МИСиС и других научных организациях [5–7].
В промышленных условиях реализация кинематической несимметрии осуществлялась до 2015 г. в основном на станах непрерывной прокатки, так как современные станы непрерывной прокатки полос имеют индивидуальный привод рабочих валков. Модернизация привода таких станов для осуществления кинематической несимметрии не представляет каких-либо значительных трудностей. Такие работы выполнены на Магнитогорском, НовоЛипецком металлургических комбинатах и на предприятиях Украины на станах холодной и горячей прокатки.
Несмотря на то, что максимальное соотношение скоростей вращения валков составляло 2–5 %, тем не менее полученные результаты подтвердили эффективность использования кинематической несимметрии для улучшения качества продукции – прежде всего снижения продольной разнотолщинности и улучшения плоскостности полос.
В последние 15–20 лет (в основном за рубежом) в области холодной прокатки лент и полос разработаны новые технологии и оборудование, позволяющие стабилизировать процесс прокатки путем использования эффективных систем автоматического регулирования и получать продукцию требуемого качества.
При этом прослеживается совершенно четкая тенденция: чем выше требования к качеству продукции, меньше конечная толщина полосы и выше прочностные свойства металла, тем сложнее конструкции прокатных клетей.
Решение этих проблем может быть эффективно выполнено путем использования процесса ПОВ, о преимуществах которого говорилось ранее [3, 4].
В настоящее время ЮУрГУ совместно с различными предприятиями проводят работы по использованию процесса ПОВ. В частности, процесс ПОВ предполагается использовать при прокатке лент и фольги из свинцовых, цинковых и медноникелевых сплавов в условиях предприятия ООО НПП «РосАнти-кор» (г. Челябинск). Это предприятие в настоящее время имеет три двухвалковых стана для горячей и холодной прокатки полос: два стана дуо 1400 НКМЗ и стан дуо 800 фирмы Schloemann (ФРГ). Эти станы установлены в прошедшие 5–7 лет.
По результатам опытных работ, выполненных на универсальном стане дуо-кварто ХПЛ 200 ЮУрГУ, разработаны технологическое и техническое задания на разработку и изготовление стана дуо-кварто 400 ПОВ. Заготовкой для данного стана являются полосы, непосредственно изготовленные в условиях ООО НПП «РосАнтикор».
Технические параметры стана дуо-кварто 400 ПОВ:
исходная толщина – 2 мм; минимальная толщина – 0,025 мм; ширина лент и фольги – до 300 мм; параметры валковых узлов:
вариант дуо:
диаметр валка – 230 мм;
вариант кварто:
диаметр рабочих валков – 150 мм;
диаметр опорных валков – 400 мм; скорость прокатки – до 3 м/с;
отношение скоростей рабочих валков – 1–2; вес рулона – до 500 кг.
В настоящее время выполняются работы по реализации данного проекта.
Таким образом, разработанная под руководством профессора В.Н. Выдрина концепция процесса прокатки общего вида (ПОВ) позволяет при модернизации действующих и создании новых прокатных станов эффективно использовать любой вариант кинематической и геометрической несимметрии рабочих валков. При этом расширяются технологические возможности станов для интенсификации режимов деформаций, получения более тонких лент и полос при обеспечении требуемого качества продукции.
Список литературы Об использовании несимметричной прокатки для производства лент и полос
- Выдрин, В.Н. Принципиальные и теоретические основы нового процесса "прокатка-волочение" / В.Н. Выдрин, Л.М. Агеев // Теория и технология прокатки. - Челябинск: ЧПИ, 1971. - С. 3-21.
- Освоение и исследование стана ПВ-800 Новосибирского металлургического завода: научно-технический отчет. - 1981. - Гос. рег. № 0183002477.
- Агеев, Л.М. Интенсификация производства и повышение качества полос на основе поливариантности процесса холодной прокатки / Л.М. Агеев, Н.В. Судаков // Теория и технология прокатки: сб. науч. тр. - Челябинск: Изд-во ЧГТУ, 1995. - С. 5-36.
- Sudakov, N.V. Hidden potential of cold sheet rolling / N.V. Sudakov, A.P. Pellenen // Metallurgist. - 2019. - Vol. 62, no. 11-12. - Р. 1144-1150.
- Байков, Е.В. Асимметричная холодная прокатка полос на непрерывном стане / Е.В. Байков // Тезисы докладов Международной научно-технической конференции. Донецк, 22-24 сентября 2008 г. - Донецк: Норд Компьютер, 2008. - С. 84.
- Николаев, В.А. Несимметричная тонколистовая прокатка / В.А. Николаев, В.Н. Скороходов, В.П. Полухин. - М.: Металлургия, 1993. - 192 с.
- Моделирование немонотонности течения металла при асимметричной тонколистовой прокатке с рассогласованием скоростей валков / А.М. Песин, Д.О. Пустовойтов, Т.В. Швеева и др. // Вестник МГТУ. - 2017. - Т. 15, № 1. - С. 56-64.
