Об экономической эффективности электрошлакового переплава металлизованного сырья

Автор: Чуманов Илья Валерьевич, Ворона Евгений Андреевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 36 (253), 2011 года.
Бесплатный доступ
Проведены расчеты себестоимости электрошлакового металла, полученного по действующей на производстве технологии, и при переплаве комбинированных расходуемых электродов, сформированных с использованием металлизованных окатышей и жидкой лигатуры заданного химического состава.
Электрошлаковый переплав, себестоимость, металлизованные окатыши, лигатура
Короткий адрес: https://sciup.org/147156678
IDR: 147156678 | УДК: 669.1.004.86
About economic efficiency of electroslag refining process of iron-rich raw material
The calculations of the prime cost of electroslag metal received on technology operating on manufacture are carried out, and at remelting the combined spent electrodes, shaping with using of iron-rich pellets and a liquid ligature of the set chemical compound.
Текст научной статьи Об экономической эффективности электрошлакового переплава металлизованного сырья
Электрошлаковый переплав (ЭШП) позволяет получать высококачественные стали и сплавы, используемые в дальнейшем в различных отраслях промышленности для изготовления наиболее ответственных узлов и механизмов, работающих, как правило, в агрессивных средах, а также при повышенных (знакопеременных) нагрузках. Однако внедрение процесса ЭШП требует дополнительных капитальных затрат в металлургии и сопряженных с ней отраслях. При этом затраты на производство электрошлакового металла возрастают в 1,25…2 раза [1]. Повышение стоимости металла ЭШП, несмотря на очевидное повышение качества по сравнению с металлом обычной выплавки, снижает его конкурентоспособность. В настоящее время себестоимость проката электрошлакового металла превышает себестоимость металла открытой дуговой выплавки на 30…60 % в зависимости от марки стали. Это превышение обусловлено в основном тремя факторами: 1) высокой себестоимостью расходуемых электродов; 2) расходом электроэнергии и флюса; 3) расходом металла в обрезь при деформации слитков ЭШП.
Высокая себестоимость металла, получаемого в результате электрошлакового переплава, объясняется в первую очередь высокими затратами на изготовление расходуемых электродов, которые составляют в зависимости от способа изготовления и степени легирования 65…80 % от общей себе- стоимости выплавляемого слитка. В свою очередь, затраты на производство расходуемых электродов определяются способом их изготовления.
В настоящее время на металлургических заводах нашли применение четыре основных способа производства расходуемых электродов для ЭШП: прокатка на крупносортных станах, литье на машинах непрерывного литья заготовки, литье в специальные изложницы и ковка на молотах. Указанные способы существенно отличаются между собой своими техническими возможностями и уровнем экономических показателей. Наименьший удельный расход капитальных затрат требует отливка электродов в специальные изложницы. Это связано с более низкими расходами по переделу, чем при отливке на МНЛЗ. Так как сформированные в специзложницах расходуемые электроды не подлежат торцовке и приварке хвостовика для увеличения сплавляемой части, последний устанавливается в изложницу и служит своего рода «затравкой».
Наибольшую себестоимость имеют кованые электроды, что объясняется самыми высокими по сравнению с другими методами расходами по переделу в кузнечных цехах [2].
Как показывает практика электроды больших сечений, диаметром 500 мм и более, достаточно сложно изготовлять методом прокатки. Поэтому основным способом изготовления расходуемых электродов большого сечения может быть лишь разливка на МНЛЗ и в специзложницы, а трудно-деформируемых марок сталей из-за опасности растрескивания – только в специзложницы.
Авторы работы [2] отмечают, что наиболее эффективным способом изготовления расходуемых электродов практически для всех марок сталей является разливка в специальные изложницы, что определяется относительно низкой себестоимостью электродов и малыми капиталовложениями в их производство.
Таким образом, с экономической точки зрения, перспективным является дальнейшее развитие способов получения расходуемых электродов для ЭШП методом литья в специальные изложницы. Использование металлизованных окатышей (МО), с их преимуществами первородного сырья, при формировании расходуемых электродов еще в большей степени позволит снизить себестоимость конечной металлопродукции.
Одним из вариантов получения расходуемых электродов для электрошлакового переплава является формирование комбинированных электродов с использованием МО и жидкой лигатуры заданного химического состава методом их одновременной подачи в специальную изложницу [3]. Это исключает из технологической схемы производства металла ЭШП такие трудоемкие операции по изготовлению электродов, как ковка и прокатка [4]. Кроме того, использование комбинированных электродов со значительной долей металлизован-ных окатышей позволит получить металл после ЭШП с низким процентным содержанием фосфора и примесей цветных металлов [5].
В данной работе рассмотрены вопросы экономической эффективности электрошлакового переплава комбинированных расходуемых электродов, сформированных с использованием МО и жидкой лигатуры заданного химического состава.
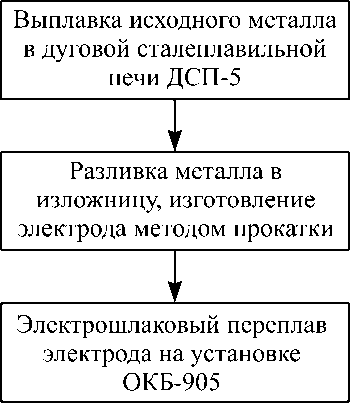
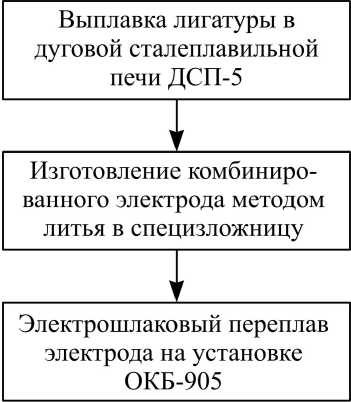
Произведен сравнительный расчет себестоимости электрошлакового металла, полученного по классической и предлагаемой технологии. Под классической технологией получения металла ЭШП следует понимать используемую технологию на производстве, включающую выплавку исходного металла в дуговой сталеплавильной печи, разливку в изложницу, получение расходуемого электрода методом прокатки и его последующий электрошлаковый переплав (рис. 1, а). Предлагаемая технология включает выплавку лигатуры заданного химического состава в дуговой сталеплавильной печи, получение комбинированного расходуемого электрода с использованием металли-зованных окатышей методом литья в специальную изложницу и его последующий электрошлаковый переплав (рис. 1, б).
Расчет полной себестоимости металла ЭШП производили по формуле
N
C = Z З, (1)
г = 1
где З i – затраты по переделам i -го вида, руб.; N – число переделов.
Экономию средств за счет изменения технологии рассчитывали по формуле
A C = С б - C n , (2)
где CБ – себестоимость металла, полученного по классической технологии, руб.; CП – себестоимость металла, полученного по предлагаемой технологии, руб.
Результаты расчетов себестоимости по переделам в пересчете на 1 тонну слитка электрошла-кового металла стали марки 5ХНМ-Ш приведены в таблице.
На основе проведенных расчетов себестоимость 1 тонны стали марки 5ХНМ-Ш, произведенной по предлагаемой технологии, составляет 73 693,88 руб., а себестоимость металла, полученного по классической технологии – 76 835,35 руб.
Экономическая эффективность предлагаемого подхода заключается в существенном снижении себестоимости (прежде всего по расходу электроэнергии, затрат на жидкую лигатуру и др.) конеч-
-
а) б)
Рис. 1. Технологическая схема производства электрошлакового металла: а – классическая технология; б – предлагаемая технология
Чуманов И.В., Ворона Е.А.
Об экономической эффективности электрошлакового переплава металлизованного сырья
Себестоимость 1 тонны стали марки 5ХНМ-Ш по переделам
Таким образом, технико-экономический эффект (снижение себестоимости получаемого металла ЭШП), по сравнению с классическим способом производства, составил более 4 %.
Список литературы Об экономической эффективности электрошлакового переплава металлизованного сырья
- Экономическая эффективность электрошлакового переплава металлизованного сырья/А.Г. Шалимов, Н.В. Соловьева, А.А. Бродов и др.//Сталь. -1987. -№ 1. -С. 39-41.
- Иванов, И.Н. Экономика производства расходуемых электродов для электрошлакового переплава/И.Н. Иванов, Л. Ф. Воробьева, Г.В. Бергауз//Проблемы специальной электрометаллургии. -1976. -№ 4. -С. 69-71.
- Пат. № 2233895 Российская Федерация, МПК7 С 22 В 9/18, H 05 B 7/07. Способ получения расходуемых электродов/В.И. Чуманов, И.В. Чуманов, Д.А. Пятыгин, В.В. Вотинов. -№ 2003108193/02; заявл. 24.03.03; опубл. 10.08.04, Бюл. № 22.
- Ворона, Е.А. О возможности получения расходуемых электродов для электрошлакового переплава с использованием металлизованных окатышей. Часть I/Е.А. Ворона, И.В. Чуманов//Электрометаллургия. -2009. -№ 9. -С. 15-20.
- Чуманов, И.В. Анализ способов получения расходуемых электродов для ЭШП с использованием металлизованных окатышей и жидкой лигатуры/И. В. Чуманов, Е. А. Ворона//Вестник ЮУрГУ. Серия «Металлургия». -2008. -Вып. 11. -№ 24 (124). -С. 24-27.
