Об одном методе снижения износа сколом пар трения, работающих при низких климатических температурах

Автор: Лебедев М.П., Семенов Я.С., Портнягин С.П., Савинова А.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
Покрытия, нанесенные стандартной технологией восстановления деталей, основанные на газоплазменном напылении, обычно подвержены износу сколом по двум основным причинам: из-за низкого качества обработки поверхности подложки; из-за высокой хрупкости наносимого покрытия. Особенно это проявляется при низких температурах. Нами предложена технология, устраняющая вышеназванные недостатки. Лазерное оплавление повышает сцепление покрытия с подложкой, снижая значение чистоты обработки подложки и, вместе с тем, легируя переходный слой смешиванием, и устраняет износ по первой причине. Используемые порошковые материалы Ni- Сr-В-Si, Fe-С-Сr-V, нержавеющая сталь Х18Н9Т содержат Ni, Cr, V, которые понижают критическую температуру вязкохрупкого перехода и должны снижать хрупкий износ сколом по второй причине. Полученные результаты показывают, что примененная технология нанесения покрытия и исследованные порошковые материалы вызывают снижение износа при испытаниях на трение по схеме «диск по диску» с проскальзыванием и нагружением при температуре окружающего воздуха (−15Со). При этом не наблюдается откол от подложки и хрупкий износ сколом.
Пары трения, износ сколом, пониженные температуры, порошковые материалы, технология лазерного оплавления
Короткий адрес: https://sciup.org/148198956
IDR: 148198956 | УДК: 621.793.1
About one method of decreasing the spalling wear in friction pairs, working at low climatic temperatures
The coverings, put by standard technology of details recovery, based on flame spraying, are usually sub-ject to wear by a spalling on two principal causes: because of low quality of substrate surfacing; because of high friability of applied covering. Especially it is manifested at low temperatures. We offer the tech-nology, eliminating the above-named deficiencies. The laser flashing off increases the clutch of covering with substrate, reducing value of purity of processing the substrate and, at the same time, alloying the transition layer mixing, and eliminates wear for the first reason. Used powdered materials Ni-Сr-В-Si, Fe-С-Сr-V, corrosion-proof steel Х18Н9Т contain Ni, Cr, V which downgrade critical temperature of visco-fragile хрупкого transferring and should reduce fragile spalling wear for the second reason. The gained results show, that the applied technology of puting the covering and researched powdered materials call decrease of wear at tests for friction under the circuit diagram «a disk on a disk» with slip-page and loading at temperature of ambient air (−15С). Thus it is not observed spalling from the sub-strate and fragile wear by a spalling.
Текст научной статьи Об одном методе снижения износа сколом пар трения, работающих при низких климатических температурах
Большинство материалов в различных узлах машин и механизмов работают при трении в экстремальных условиях. В парах трения, как правило, возникают высокие контактные напряжения и их концентрации, большие скорости нагружения, значительные пластические деформации и, как следствие, износ сопряженных поверхностей. При этом механические, физические, химические и другие проявления трения определяют в основном работоспособность, ресурс, экономичность, безопасность и эксплутационные характеристики машин, механизмов и горнодобывающих агрегатов. Роль вышеназванных проявлений трения существенно возрастает, если силовые воздействия имеют вид циклического или ударного нагружения, а температура эксплуатации понижается. Именно в таких условиях работает подавляющее большинство строительной, горнодобывающей и
Лебедев Михаил Петрович, доктор технических наук, заместитель директора
Портнягин Сергей Павлович, доцент
Савинова Анастасия Васильевна, студентка другой техники, особенно в условиях Крайнего Севера, где период низких климатических температур составляет значительное время и возникает так называемый «пусковой период» - период времени от старта пар трения при низких температурах до температуры рабочего состояния. Изнашивание в этих условиях характеризуется сколом, как разновидностью хрупкого изнашивания, что связано с повышенной хрупкостью материала при понижении температуры. Поэтому в работе [1] рекомендовано использовать в качестве легирующих элементов для материалов на основе железа элементы с заполненными np-, nd-и nf-электронными оболочками или элементами с большой длиной химической связи.
Цель работы – разработать технологию снижения изнашивания сколом в «пусковой период» при низких температурах.
Методика исследований. При плазменном напылении металлов из-за неполного проплавления их частиц смешивание легирующих элементов с подложкой и в покрытии происходит неравномерно . При получении износостойких материалов легированных элементами с большой длиной химической связи или с заполненными np- nd- nf-электронными оболочками для работы в «пусковой период» можно использовать лазерную технологию [2]. Основные методы и технологии при нанесении легирующих элементов на основу – это плазменное напыление порошков с легирующими элементами и последующим их лазерной обработкой (ЛО).
Методика получения износостойких материалов. Для получения образцов плазменных покрытий и последующей лазерной обработкой были выбраны порошок системы Ni-Сr-В-Si (ПГСР-4), (используется для восстановлений деталей техники), а также порошки системы Fe-С-Сr-V ( ХВС ), системы Ni-Аl и порошок нержавеющей стали Х18Н9Т. Известно [3-5], что Ni , Cr , V понижают критическую температуру вязкохрупкого перехода (хладноломкости) материала, поэтому применение порошков содержащих эти металлы представляется целесообразным. В качестве подложки использовали образцы из стали 3сп - в виде прямоугольной пластины размером 50х35х10 мм, разделенной предварительно на 6 частей пропилами для того, чтобы не повредить покрытия при последующей механической обработке. Исходные порошки обладали дисперсностью 60…100 мкм.
Лазерную обработку проводили СО 2 -лазером ЛОК-ЗМ, генерирующим в непрерывном режиме на воздухе излучение с длиной волны λ=10,6 мкм. Потери по мощности лазерного луча от каждой отражающей поверхности составляют 17%. Мощность лазерного излучения измеряли непосредственно на выходе лазерной установки. Оплавление поверхности осуществлялось движением лазерного луча по винтовой линии с постоянным шагом, обеспечивающим непрерывность обработки поверхности. Мощность лазерного излучения составляла 1,0 ^ 1,9 кВт. По методике, описанной в работе [ 6 ] , была проведена оценка влияния удельной энергии лазерного излучения W на глубину оплавления плазменных покрытий для разных материалов.
При небольших значениях удельной энергии (<15 Дж/мм2) оплавления основы не происходит, а проплавляется только покрытие; на поверхности которого наблюдаются поры. Увеличение удельной энергии приводит к расплавлению металла подложки, происходит процесс легирования ее поверхности, изменяется химический состав и, соответственно, свойства формирующегося слоя. Глубина проплавления подложки зависит от материала покрытия и его толщины.
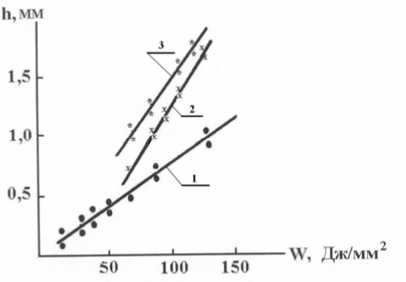
Рис. 1. Влияние удельной энергии лазерного излучения на глубину оплавления (h = 0,3-0,4 мм). 1 – ПГСР-4; 2 – ХВС; 3 – Х18Н9Т
При ЛО напыленного слоя и части металлической подложки происходит их смешивание с последующим легированием. При этом коэффициент перемешивания включает параметры обработки – мощность излучения и скорость перемещения луча, отражающие объем или площадь расплава, а также толщину расплавленного слоя. Толщина предварительно наносимых слоев легирующих элементов составляла 0,2 ^ 0,7 мм. Коэффициент K перемешивания определялся на поперечных шлифах по результатам 3-7 измерений в различных частях при зафиксированной начальной толщине слоя легирующих элементов. Зависимость коэффициента перемешивания от удельной энергии достаточно хорошо описывается линейной зависимостью [ 7 ] . Коэффициента перемешивания вычисляли по формуле K=0,05+5,67W [8] (рис. 2.).
W = P т =
F
4 P V ч, 3.14 dn
где F =π d2 n /4, τ = d n / V, P – мощность лазерного излучения; d n – диаметр лазерного луча; V – скорость перемещения лазерного луча; τ – время перемещения луча лазера на расстояние, равное диаметру луча.
Анализ зависимости глубины оплавления обработанных поверхностей от удельной энергии излучения показал (рис. 1), что для всех исследованных материалов с ростом удельной энергии глубина оплавления увеличивается.
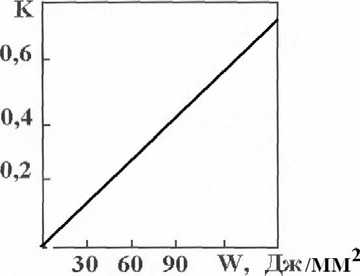
Рис. 2. Влияние удельной энергии лазерного излучения на коэффициент перемешивания (ПГСР-4)
Анализ методами стереометрической металлографии показал, что при увеличении удельной энергии лазерного излучения коэффициент перемешивания возрастает. Кроме того, при изменении коэффициента перемешивания содержание упрочняющих фаз для исследованных составов меняется в пределах от 20 до 35% (рис. 3.). Упрочняющие фазы имеют различную морфологию и могут иметь как округлую, так и овальную формы, в некоторых случаях они образуют сплошную сетчатую
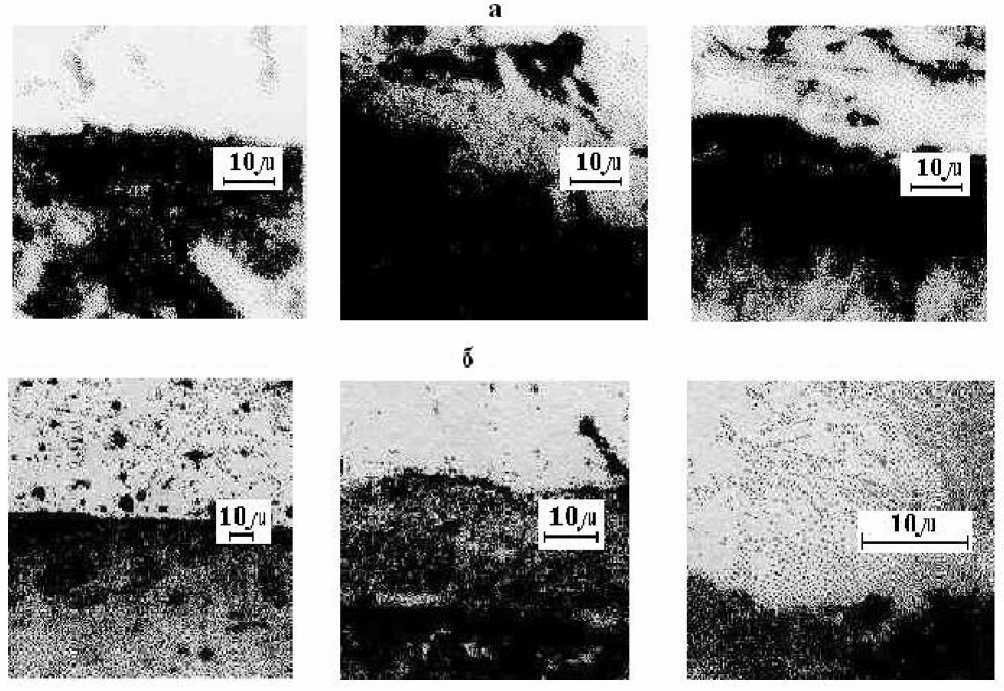
Рис. 3. Микроструктура материала в зоне оплавления:
а – напыленного слоя разной толщины (а – 0,2 мм; 0,5 мм; 1,0 мм); б – оплавленного слоя (не травленный шлиф; диффузионный слой в подложке; диффузионный слой в напыленном покрытии)
Были проведены испытания образцов с различными напыленными покрытиями на контактную износостойкость по схеме «диск по диску» с проскальзыванием и нагружением при температуре окружающего воздуха (-15Со) [8]. Перед испытаниями проводили приработку образцов на установке СМЦ-2 до исчезновения следов шлифования. В качестве контртела использовали ролик из инструментальной стали У8А ГОСТ-1435-74 (65 HRC). Через каждые 105 циклов испытаний (≈ 5,5 ч) измеряли износ покрытий с точностью ±2 мкм на микроскопе УИМ-23. Испытания на скол покрытие-подложка проводилась следующим образом: контртело разгонялось до рабочей скорости, затем приводилось в соприкосновение с структуру по границам кристаллитов, формируя, как бы упрочняющий каркас, что характерно для легированных слоев, получаемых с использованием шликерных покрытий. Таким образом, изменение коэффициента перемешивания приводит к изменению содержания упрочняющих фаз, их дисперсности, морфологическим изменениям структуры, что обусловливает свойства получаемых упрочненных поверхностных слоев.
покрытием: откола покрытия при температуре испытания (-15оС) не наблюдалось, также как и при положительных температурах. Видно (рис. 4), что лазерное оплавление, а также введение химических элементов Ni , Cr , V резко снижают износ, а также износ отколом покрытия от подложки. В качестве примера приведена зависимость износа покрытия от числа циклов для ПГСР-4.
Выводы: на основании результатов проведенных испытаний можно сделать вывод, что примененная технология нанесения покрытия и примененные порошковые материалы Ni-Сr-В-Si, Fe-С-Сr-V , нержавеющая сталь Х18Н9Т снижают износ пар трения.
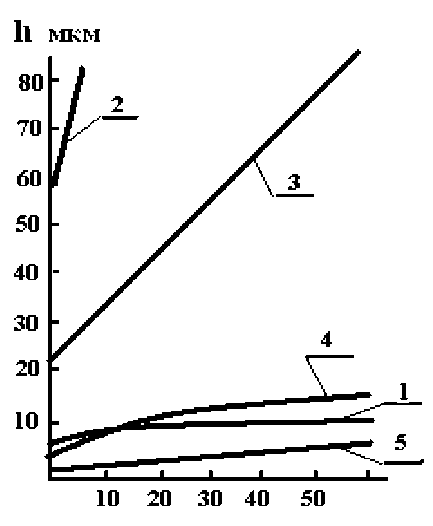
Рис. 4. Зависимость износа покрытия от числа циклов для ПГСР-4 с оплавлением: h – толщина покрытия
Список литературы Об одном методе снижения износа сколом пар трения, работающих при низких климатических температурах
- Бузник, В.М. О «пусковом периоде» пар трений в условиях Крайнего Севера/В.М. Бузник, Я.С. Семенов, М.П. Лебедев//Трение и износ. -2005, (26). -№2. -С. 191-196.
- Григорьянц, А.Г. Основы лазерной обработки материалов. -М.: Машиностроение, 1989. -304 с.
- Ларионов, В.П. Механизм влияния легирующих элементов и температуры на вязкохрупкий переход бинарных сплавов железа/В.П. Ларионов, Я.С. Семенов//Докл. РАН. -1994, (335). -№1. -С. 54-57.
- Ларионов, В.П. Физические основы вязкохрупкого перехода низколегированных сталей и сплавов железа/В.П. Ларионов, Я.С. Семенов. -Новосибирск: Наука, 1992. -172 с.
- Семенов, Я.С. Влияние напряженного состояния на вязкохрупкое разрушение/Я.С. Семенов, С.Г. Касьянов//Технология и свойства материалов техники Севера. -Якутск, 1990. -С.44-50.
- Крылов, К.И. Применение лазеров в машиностроении и приборостроении/К.И. Крылов, В.Т. Прокопенко, А.С. Митрофанов. -Л.: Машиностроение. -1978.
- Калин, Б.Е. Повышение стойкости к распылению Be, Fe, Cu путем одновременного легирования их поверхностными атомами Al и Ti/Б.Е. Калин, Н.В. Волков, С.В. Олейников//Физика и химия обработки материалов. -2004. -№2. -С. 12-15.
- Лебедев, М.П. Нагружающее устройство к машине для испытаний на трение и износ/М.П. Лебедев, В.В. Кончиц, Ю.Е. Кирпиченко//Патент №97105344/28 от 28.01.98
