Объемный контроль температуры при автоматизированной высокочастотной обработке полимерных и композиционных материалов

Автор: Бычковский В.С., Буторин Д.В., Баканин Д.В., Филиппенко Н.Г., Лившиц А.В.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 2 т.21, 2020 года.
Бесплатный доступ
Целью данной работы является разработать и обосновать способ объемного контроля температуры полимерного и композиционного материала при автоматизированной высокочастотной обработке. Разработанный способ реализуется путем внедрения термопар в тело образца по форме призмы или куба по определенной схеме их расположения по всему объему. Данная методика проста в реализации и экономически выгодна по сравнению со стоимостью дорогого и специализированного оборудования со сложной конструкцией и самих термопар, имеющих простую конструкцию. Методами достижения поставленной цели исследований контактного способа объемного контроля температуры полимерного или композиционного образца являются разработка и построение схемы расположения термопар по всему объему так, чтобы выявить наиболее точно температурный спектр полимерного или композиционного образца при автоматизированной высокочастотной обработке. Разработана схема расположения термопар. Следующим методом для достижения поставленной цели стал метод выяснения влияния на точность измерений температуры нагрева образца в зависимости от внедрения в него термопар за счет выполнения в нем отверстий для их установки. Для этого выполнен конечно-разностный математический расчет зависимости температуры образца от количества отверстий под термопары в нем в программном комплексе MSC Patran Sinda. Результаты расчета сведены и представлены на графических данных. Далее был выполнен общий математический расчет по формулам расчета процесса тепло- и массопроводности. Итогами данного расчета стали таблица и графические данные. По окончании конечно-разностного и общего математического расчета произведен сравнительный анализ полученной погрешности измерения температуры от внедрения термопар в тело образца. Исходя из этого анализа, можно сказать, что разработанная методика применима для дальнейшего исследования автоматизированной высокочастотной обработки полимерных и композиционных материалов, так как полученные погрешности не превышают допустимых 3 %. (Русскоязычная версия представлена по адресу https://vestnik.sibsau.ru/articles/?id=677)
Полимеры, высокочастотный нагрев, конечно-элементная математическая модель, общая математическая модель
Короткий адрес: https://sciup.org/148321961
IDR: 148321961 | УДК: 691.175 | DOI: 10.31772/2587-6066-2020-21-2-155-162
Volume temperature control at automated high-frequency processing of polymer and composite materials
The purpose of this work is to develop and justify a method for volumetric temperature control of a polymer and composite material in automated high-frequency processing. The developed method is implemented by introducing thermocouples into the prism-shaped or cube-shaped sample body according to a certain pattern of their location throughout the volume. This technique is cost-effective and easy to implement compared to expensive and specialized equipment with complex design, as well as to the cost of thermocouples having a simple design. Methods to achieve the purpose of the research of the contact method of volumetric temperature of a polymer or composite sample control are development and outlining thermocouples throughout the volume so as to identify the most accurate temperature spectrum of the polymer or composite sample during automated high-frequency processing. Another method to achieve this purpose is the method of finding out how it will affect the measurements accuracy of the heating sample temperature from the introduction of thermocouples by making holes in it for installation. For this, a finite-difference mathematical calculation of the dependence of the sample temperature on the number of holes for thermocouples in it was performed in the MSC Patran Sinda software package. The calculation results were summarized and presented on graphic data. Further, a general mathematical calculation was performed according to the formulas for the process of heat and mass conductivity calculation, the results of which were table and graphic data. At the end of the finite-difference and general mathematical calculation, a comparative analysis of the obtained error of temperature measurement from the introduction of thermocouples into the body of the sample was performed. Based on this analysis, the developed method is applicable for further research on automated high-frequency processing of polymer and composite materials, since the errors obtained do not exceed the permissible 3 %.
Текст научной статьи Объемный контроль температуры при автоматизированной высокочастотной обработке полимерных и композиционных материалов
Введение. Для увеличения эксплуатационных и прочностных свойств формирования повышенной износостойкости, повышения ресурса эксплуатации полимеров и композитов и исключения сухого старта во время эксплуатации создаются маслонаполненные полимерные и композиционные антифрикционные материалы по разработанной технологии высокочастотного маслонаполнения [1]. При этом реализация способа имеет одну из проблем при автоматизации процесса из-за необходимости постоянного контроля температуры образца по всему объему во время сушки и самого наполнения [1–6]. Исследования в данной области являются актуальными.
Цель и задачи. Разработать контактный способ измерения температуры полимерного образца по всему объему при высокочастотной обработке.
Для достижения указанной цели необходимо решение следующих задач:
-
– построение схемы расположения термопар в теле полимерного образца;
-
– построение конечно-элементной математической модели по расчету влияния количества термопар на нагрев образца при высокочастотной обработке;
-
– построение общей математической модели по расчету влияния количества термопар на нагрев образца при высокочастотной обработке;
-
– сравнительный анализ полученных результатов.
Исходные данные. Образец из материала ПА6 ТУ 224-001-78534599-2006; габаритные размеры – 50 х 50 х 4 мм; плотность – 1120 кг/м3; удельная теплоемкость – 1601 Дж/кг·К; теплопроводность – 0,23 Вт/(м·К). Термопара (ТП) хромель-алюмель; диаметр спая – 0,25 мм; диаметр провода – 0,1 мм; размеры отверстия – 0,25х25 мм [7–10].
Предварительная схема расположения термопар в образце представлена на рис. 1.
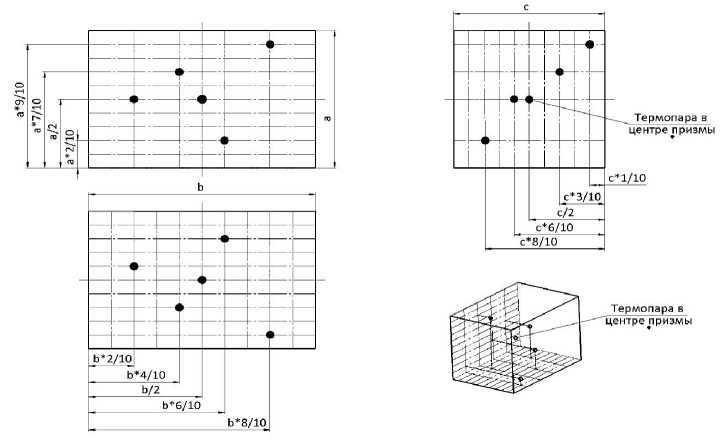
Рис. 1. Схема расположения термопар в образце Fig. 1. Layout of thermocouples in the sample
Конечно-разностный математической расчет. Построение конечно-разностной математической модели по расчету влияния количества термопар на нагрев образца при высокочастотной обработке выполнялось в программном комплексе MSC Patran Sinda (рис. 2).
В качестве граничных условий были приняты: мощность объемного нагрева постоянная – 10 Вт; коэффициент конвективной теплопроводности постоянный – 10 Вт/(К·м2); температура окружающей среды – 20 оС [11–14].
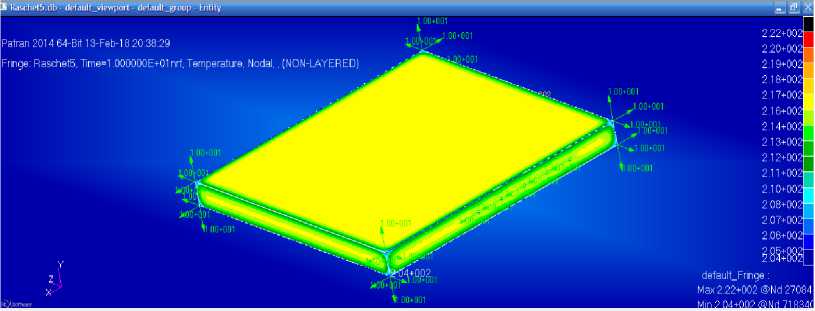
Рис. 2. Конечно-разностная математическая модель опытного образца Fig. 2. The finite-difference mathematical model of the prototype
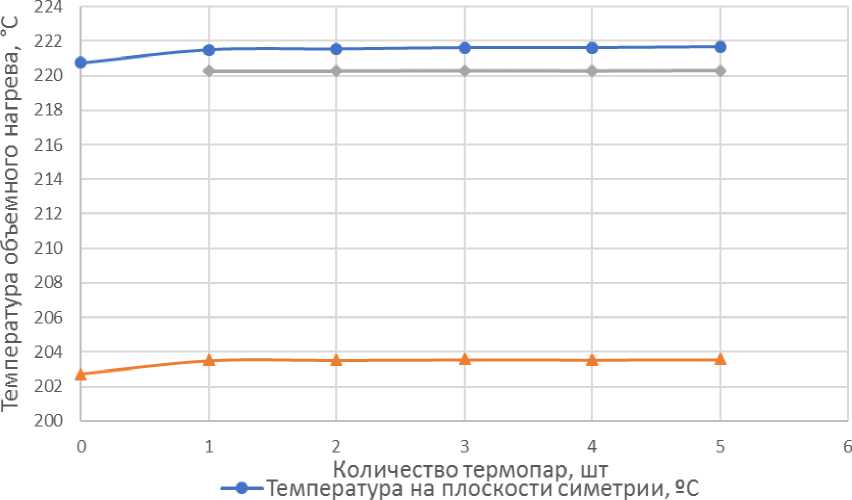
По результатам расчетов MSC Patran Sinda, приведенных в табл. 1, построена диаграмма зависимости температур от количества отверстий под термопары в полимерном образце (рис. 3).
Таблица 1
Сводная таблица результатов расчета MSC Patran Sinda
|
Ко-во термопар, шт. |
Температура на плоскости симметрии, оС |
Температура на поверхности тела, оС |
Температура на стенке отверстия, оС |
|
0 |
220,746 |
202,701 |
– |
|
1 |
221,500 |
203,516 |
220,251 |
|
2 |
221,546 |
203,538 |
220,263 |
|
3 |
221,625 |
203,569 |
220,282 |
|
4 |
221,630 |
203,558 |
220,271 |
|
5 |
221,678 |
203,575 |
220,293 |
—*— Температура поверхности, 9С
—♦—Температура на стенке отвер., 9С
Рис. 3. Результаты расчетов MSC Patran Sinda Fig. 3. Calculation results of MSC Patran Sinda
Из полученных графических данных можно сделать вывод, что при высокочастотном разогреве по мере увеличения количества отверстий образца увеличивается по всему объему.
в теле температура полимерного
термопар в полимерный образец,
Расчет погрешности, возникшей от установки производился по формуле
∆ = 100 - TбезТП ⋅ 100 = 100 - 1
5 ТП
220,746 ⋅ 100 = 0,34 %.
221,500
где Т без ТП – температура в теле полимерного образца без отверстий, оС; Т 5ТП – температура в теле полимерного образца с 5 отверстиями, оС;
Результаты построения конечно-элементной математической модели показали, что рассчитанное значение погрешности не превышает допустимого значения 3 % [15].
Общий математический расчет. Построение общей математической модели производилось по расчету влияния количества термопар на нагрев образца при высокочастотной обработке.
Процесс объемного разогрева полимерного образца размерами 50 х 50 х 4 мм от внутренних источников тепла отнесем к частному случаю теплопроводности однородной пластины.
Источники тепла равномерно распределены по всему объему q v = const. Коэффициент конвективной теплоотдачи α = const и температура окружающей среды T air = const. Благодаря равномерному охлаждению температуры обеих поверхностей пластины одинаковы [16; 17].
При указанных условиях температура пластины будет изменяться только вдоль оси х (рис. 4), направленной по нормали к поверхности тела. Температуры на оси пластины и ее поверхности обозначим соответственно через T 0 и T пов . Эти температуры неизвестны. Кроме того, необходимо найти распределение температуры в пластине и количество тепла, отданного в окружающую среду, по формуле
T(x)=Tвоз+qv⋅δ+ qv(δ2-x2),-δ≤x≤δ, (2) α2⋅λ где Tвоз – температура окружающей среды (воздуха), 20 °С; α – коэффициент конвективной теплопередачи, 10 Вт/(град ⋅ м2); λ – коэффициент теплопроводности полимера (ПА 6), 0,26 Вт/(град ⋅ м); δ – крайнее положение точки, контактирующей с окружающей средой, 0,002 м; q – объемная производительность внутренних источников теплоты, Вт/м3.
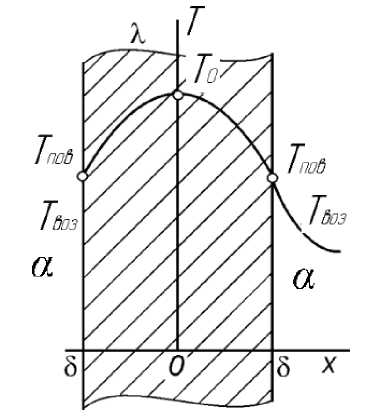
Рис. 4. Расчетная схема теплопроводности однородной пластины Fig. 4. Calculation scheme of thermal conductivity of a homogeneous plate
Объемная производительность внутренних источников теплоты рассчитывается по формуле
qv = Q , где Q – тепловая мощность от каждого внутреннего источника теплоты, 10 Вт; V – объем тела, м3.
Результаты расчетов объемной производительности внутренних источников теплоты сведены в табл. 2.
Таблица 2
Результаты расчетов объемной производительности внутренних источников теплоты
|
Кол-во отв. под ТП, шт. |
V , м3 |
q v , Вт/м3 |
|
0 |
1,00000·10-5 |
1,000·106 |
|
1 |
9,99877·10-6 |
1,001·106 |
|
2 |
9,99754·10-6 |
1,002·106 |
|
3 |
9,99631·10-6 |
1,004·106 |
|
4 |
9,99508·10-6 |
1,005·106 |
|
5 |
9,99385·10-6 |
1,006·106 |
Температура на поверхности тела ( x = 5 )
Т =Т + qv-5(4)
пов воз .( )
Температура на плоскости симметрии ( x = 0)
Т - Т + qv °(5)
0 пов +2 2 .
Результаты расчетов температуры на поверхности тела и на плоскости симметрии сведены в табл. 3.
Пусть заданы граничные условия третьего рода, т. е. температура окружающей среды со стороны наружной поверхности и постоянный коэффициент теплоотдачи на внешней поверхности [17–19].
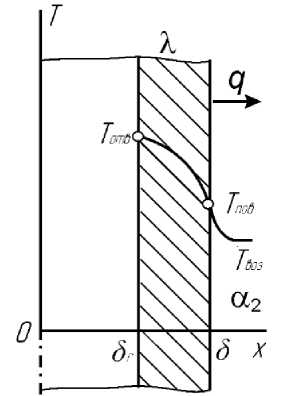
Рис. 5. Расчетная схема температуры на стенке отверстия
Fig. 5. Calculation diagram of the temperature on the wall of the hole
Зависимость температурного поля рассчитывается по формуле
T ( г) = Твоз + q^ • 2а
1—
( 5 У
15 J
+ q . • 52
4Х
•
1+
( 5 У
15 )
г
• 2ln -
—
( г У
К 5,
где 5 r - радиус отверстия под термопару, 0,000125 м.
Перепад температур между поверхностью тела и теплоотдающей поверхностью стенки отверстия рассчитывается по формуле (7)
Т — Т = qv-5-- стен.отв. пов.
•
5 1— 2ln--1 ,
отсюда (8)
T = qv'5- стен.отв.
_ 5 ,— 2ln--1
пов . .
где T стен. отв . – температура на стенке отверстия, °С
Результаты расчетов температуры на стенке отверстия сведены в табл. 3.
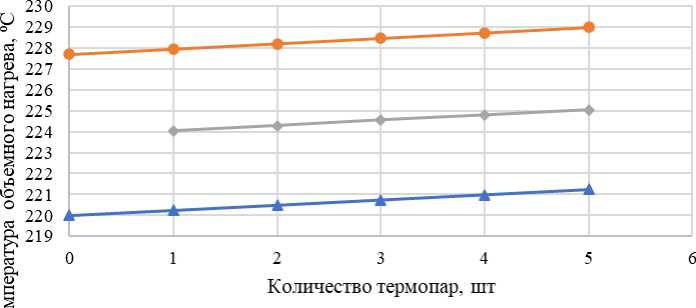
—*—Температура на поверхности. °C
• Температура на плоскости симметрии. °C
♦ Температура на стенке отв.. °C
Таблица 3
Результаты расчетов температуры на поверхности тела, плоскости симметрии и стенке отверстия
|
Кол-во отв. под ТП, шт. |
Т пов , °С |
Т о 0 , °С |
стен. отв , |
|
0 |
220,000 |
227,692 |
- |
|
1 |
220,246 |
227,948 |
224,029 |
|
2 |
220,493 |
228,204 |
224,280 |
|
3 |
220,741 |
228,462 |
224,553 |
|
4 |
220,989 |
228,719 |
224,785 |
|
5 |
221,238 |
228,978 |
225,039 |
Рис. 6. Результаты общего математического расчета Fig. 6. Results of the General mathematical calculation
Из полученных зависимостей видно, что при увеличении отверстий в теле увеличивается температура как на поверхности образца, так и на стенке отверстия. Это можно объяснить уменьшением объема образца, влекущим за собой увеличение объемной производительности внутренних источников теплоты при постоянной мощности.
Расчет погрешности, возникшей от установки термопар в полимерный образец (1)
A
2 = 100 -
Т безТП -100
T 5 ТП
= 100 -
227,692 - 100
228,978
= 0,57 %.
где Т без ТП – температура в теле полимерного образца без отверстий, оС; Т 5ТП – температура в теле полимерного образца с 5 отверстиями, оС.
Результаты построения общей математической модели показали, что рассчитанное значение погрешности не превышает допустимого значения 3 %.
Сравнительный анализ. Сравнительный анализ проводился при расчете погрешности, возникающей от количества отверстий под термопары, выполненном при помощи конечноэлементной модели в программном комплексе MSC Patran Sinda ( A j = 0,34 %), и общей математической модели по расчетным формулам ( A 2 = 0,57 %). Итогом проведённого исследования является соответствие выбранного метода построения математической модели результатам конечно-элементного анализа, а также правильности способа измерения температуры полимерного образца.
Заключение. В данной работе сформирован метод определения температуры тела полимерного образца по всему объему. Данный метод реализован с внедрением термопар в тело полимерного или композиционного образца.
Для составленной схемы расположения термопар в теле полимерного образца с целью контроля температуры объемного нагрева при высокочастотной обработке была математически обоснована применимость данной схемы. Проведен сравнительный анализ погрешности измерений, возникшей от изменения объема образца вследствие внедрения в него термопар, не превышающей допустимых 3 % [1].
Данный метод в дальнейшем планируется использовать для осуществления автоматизированного высокочастотного процесса маслонаполнения [2], а именно идентификации параметров технологического процесса наполнения жидким пластификатором путем контроля изменения показания термопар.
Список литературы Объемный контроль температуры при автоматизированной высокочастотной обработке полимерных и композиционных материалов
- Bychkovsiy V. S., Filippenko N. G., Popov S. I., Popov A. S. [Thermal vacuum deposition of a self-lubricating coating of polymeric materials of friction units of machines and mechanisms of transport engineering]. Sovremennye tekhnologii. Sistemnyy analiz. Modeliro-vanie. 2018, Vol. 58, No. 2, P. 58-64 (In Russ.).
- Ustanovka dlya svarki plastmass., Pasport UZP 2500A, 412. 921.055. [Installation for welding plastics. Passport UZP 2500A, 412.921.055]. 1987, 60 p.
- Butorin D. V., Bakanin D. V., Bychkovskiy V. S., Filippenko N. G., Kuraytis A. S. Development and automation of the device for determination of thermophysical properties of polymers and composites. Advances in Intelligent Systems and Computing. 2020, Vol. 982, P. 731-740.
- Chernyshov V. N., Chernyshova T. I. Mikrovol-novyye metody i sistemy kontrolya teplofizicheskikh kharakteristik materialov i izdeliy. Monografiya [Microwave methods and systems for monitoring the thermo-physical characteristics of materials and products. Monograph]. Tambov, TGTU Publ., 2015, 124 p.
- Kudryashov Yu. B., Perov Yu. F., Rubin A. B. Ra-diatsionnaya biofizika radiochastotnyye i mikrovolnovyye elektromagnitnyye izlucheniya [Radiation biophysics, radio-frequency and microwave electromagnetic radiation. Textbook for higher education]. Moscow, Fizmatlit Publ., 2008, 184 p.
- Livshits A. V. [Process control of high-frequency electrothermal polymers]. Problemy mashinostroeniya i avtomatizatsii. Moscow, 2015, No. 3, P. 120-126 (in Russ.).
- Larchenko A. G., Livshits A. V., Filippenko N. G., Popov S. I. Ustroystvo diagnostiki detaley iz poliamid-nykh materialov [Diagnostic device for parts made of polyamide materials]. Patent RF, no. 2013115531/28, 2013.
- Surzhikov A. P., Pritulov A. M., Gyngazov S. A., Lysenko E. N., Shabardin R. S. Sposob izmereniya mak-simal'noy temperatury ob "yekta pri nagrevanii yego oblu-cheniyem elektronnym puchkom [The method of measuring the maximum temperature of an object when it is heated by irradiation with an electron beam]. Patent RF, no. 2168156, 1999.
- Kalinchev E. L., Sokovtseva M. B. Vybor plast-mass dlya izgotovleniya i ekspluatatsii izdeliy. Spravoch-noye izdaniye [The choice of plastics for the manufacture and operation of products. Reference edition]. Leningrad, Khimiya Publ., 1987, 416 p.
- GOST 10589-87 Polyamide 610 injection molding. Technical conditions Technology Information Center Russian State Library. Available at: http // www.rsl.ru (accessed 08.04.2020).
- Bychkovsky V. S., Filippenko N. G., Bakanin D. V., Kuraitis A. S. [Investigation of the temperature change of a polymer sample during high-frequency heating depending on changes in body volume and the effect of convection]. Molodaya nauka Sibiri. 2018, Vol. 1, No. 1, P. 56-63 (In Russ.).
- Palymsky I. B. Chislennoye modelirovaniye slozhnykh rezhimov konvektsii Releya-Benara. Mekhanika zhidkosti, gaza i plazmy. Dokt. Diss. [Numerical modeling of complex Rayleigh-Benard convection modes. Mechanics of fluid, gas and plasma. Doct. Diss.]. Novosibirsk, 2011, 206 p.
- Butorin D. V., Filippenko N. G., Filatova S. N., Livshits A. V., Kargapoltsev S. K. [Development of a method for determining structural transformations in polymeric materials]. Sovremennye tekhnologii. Sistemnyy analiz. Modelirovanie. 2015, Vol. 48, No. 4, P. 80-86 (In Russ.).
- Shastin V. I., Kargapoltcev S. K., Gozbenko V. E., Livshits A. V., Filippenko N. G. Results of the complex studies of microstructural, physical and mechanical properties of engineering materials using innovative methods. International Journal of Applied Engineering Research. 2017, Vol. 12, No. 24, P. 15269-15272.
- Zaydel' A. N. Pogreshnosti izmereniy fizicheskikh velichin. Uchebnik [Errors of measurements of physical quantities. Textbook]. Leningrad, Nauka Publ., 1985, 112 p.
- Gebkhart B., Dzhaluriya I., Makhadzhan R., Sammakiya B. Svobodnokonvektivnyye techeniya, teplo- i massoobmen [Free convective flows, heat and mass transfer]. Moscow, Mir Publ., 1991, 678 p.
- Bryukhanov O. N., Shevchenko S. N. Teplomas-soobmen. [Heat and mass transfer]. Moscow, INFRA-M Publ., 2013, 446 p.
- Tsvetkov F. F. Teplomassoobmen [Heat and mass transfer]. Moscow, MEI Publ., 2011, 562 p.
- Alexandrov A. A., Livshits A. V., Filippenko N. G., Popov S. I., Filatova S. N Ustroystvo dlya opredeleniya koeffitsiyentov teplootdachi [Device for determining heat transfer coefficients].. Patent RF, no. 2014154288/28, 2014.
