Обеспечение экологических аспектов очистки сточных вод крупного машиностроительного предприятия, сбрасываемых в бассейн реки Волга

Автор: Алекина Елена Викторовна, Сумарченкова Ирина Александровна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Экология
Статья в выпуске: 1-6 т.16, 2014 года.
Бесплатный доступ
Рассмотрены экологические аспекты очистки сточных вод крупного машиностроительного предприятия. Показана принципиальная схема очистки сточных вод, состоящая из трёх основных узлов: узла обезвреживания хромсодержащих стоков; узла переработки концентрированных стоков и узла переработки смешанных производственных стоков.
Сточные воды, предприятие, очистка
Короткий адрес: https://sciup.org/148203008
IDR: 148203008 | УДК: 628.3
Provision of ecological aspects of wastewater treatment of the big industrial company emitted in the Volga river basin
The ecological aspects of wastewater treatment of a major engineering company. Shows a schematic diagram of wastewater treatment consisting of 3 main components: node clearance of chromium-containing waste; node processing concentrated wastewater processing and assembly of mixed industrial effluents.
Текст научной статьи Обеспечение экологических аспектов очистки сточных вод крупного машиностроительного предприятия, сбрасываемых в бассейн реки Волга
Экологическая ситуация в бассейне реки Волга создается многими факторами в том числе сточными водами большинства промышленных предприятий [1-8]. На машиностроительном предприятии образуется большое количество сточных вод на гальванических участках и участках травления [1, 5, 7, 8]. Для их очистки используются очистные сооружения по обезвреживанию кислотно-щелочных, хром- и цианосодержащих стоков. Целью работы является оценка эффективности очистки с целью ее оптимизации на примере крупного машиностроительного предприятия.
В настоящее время все образующиеся на крупном машиностроительном предприятии сточные воды отводятся по 3-м существующим системам:
-
- ливневая канализация;
-
- промышленная канализация;
-
- хозяйственно-фекальная канализация.
В ливневую канализацию поступают поверхностные (ливневые и талые), а также условно чистые сточные воды, которые без очистки сбрасываются в реку.
Промывные кислотно-щелочные сточные воды с гальванических участков и участков травления, обезвреженные хромсодержащие и циансодержащие стоки по системе промышленной канализации поступает на станцию нейтрализации. Очищенные промышленные стоки поступают в хоз.-фекальную канализацию, смешиваются с хоз.-фекальными сточными водами и сбрасываются в сети МП «Самара-Водоканал».
Производственные кислотно-щелочные сточные воды по системе промышленной канализации поступают на станцию нейтрализации (очистные сооружения), принципиальная схема которой показана на рис. 2.
В состав очистных сооружений для очистки кислотно-щелочных стоков входит следующее оборудование: насосная станция, колодец-гаситель; 2-х секционный нейтрализатор; 2-х секционный горизонтальный отстойник-нефтеловушка; 4 автоматических камерных фильтр-пресс; накопитель отработанных кислых электролитов; накопитель отработанных щелочных электролитов. Промывные сточные воды собираются в накопителе, перекачиваются в нейтрализатор. По показаниям рН-метра в нейтрализатор дозируются кислота или щелочь для корректировки рН до значения 9,0. Нейтрализованные стоки поступают в горизонтальный отстойник, где происходит разделение суспензии на осветленную часть и осадок. Осадок периодически выводится для обезвоживания на фильтр-прессах. Осветленная часть сливается в заводскую хозяйственно-фекальную канализацию.
Для обезвреживания производственных циансодержащих сточных вод используются озонаторные установки. Концентрация цианидов CN- в поступающих на установку стоках составляет 5-50 мг/л. В обезвреженных стоках цианиды не обнаруживаются. Очищенные стоки сливаются в промышленную канализацию и поступают на очистные сооружения вместе с основным потоком.
Производственные хромсодержащие сточные воды собираются в отдельных емкостях, откуда перекачиваются для последующей обработки на электрокоагуляционной установке в емкость. Концентрация хрома шестивалентного (Cr6+) в стоках достигает 500 мг/л и выше. Для снижения концентрации хрома до 50 мг/л стоки разбавляют водопроводной водой в другой емкости. Разбавленный сток подается на электрокоа-гуляционную установку, состоящую из приемного резервуара-усреднителя, накопителей сточных вод и щелочи, баков для растворов NaCl, 6 элект-
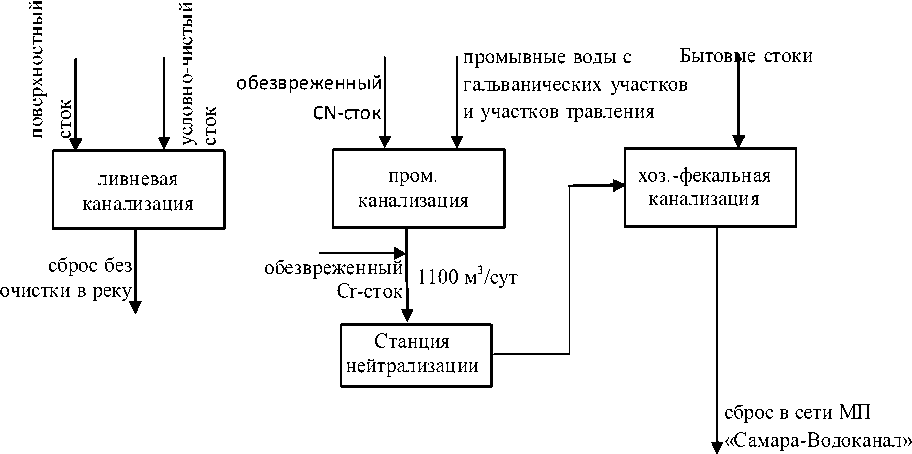
Рис. 1. Принципиальная схема отвода формирующихся на предприятии сточных вод
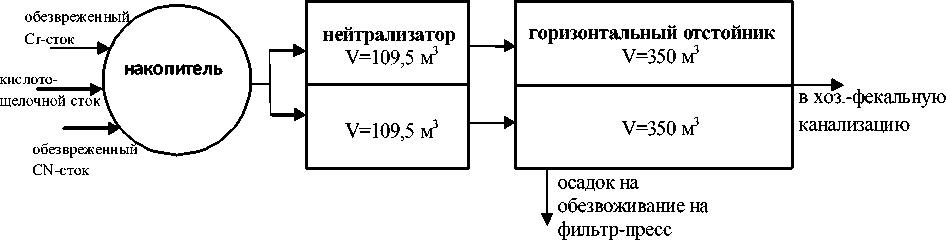
Рис. 2. Принципиальная технологическая схема очистных сооружений (станции нейтрализации)
рокоагуляторов, источников питания, насосов. Обезвреженный хромсодержащий сток собирается в емкости, откуда подается в накопитель очистных сооружений, где смешивается и очищается вместе с основным потоком.
Проведено обследование и анализ водоотведения предприятия ФГУП «ГПН РКЦ «ЦСКБ-Прогресс» с целью определения основных загрязняющих факторов и выделения потоков, формирующих объем производственных сточных вод. За период 2005-2010 гг. были отобраны пробы и проведены исследования на содержание в воде соединений алюминия, цинка, меди, железа и др. в сточных вод, прошедших очистные сооружения перед сбросом в системы канализации МП «Самара-Водоканал».
Результаты исследований представлены в табл. 1.
По результатам исследований, приведенным в табл.1:
-
- установка для обезвреживания циансодержащих сточных вод обеспечивает требуемую степень очистки;
-
- существующая установка обезвреживания хромсодержащих стоков обеспечивает эффективную очистку стоков от шестивалентного хрома (восстановление шестивалентного хрома до трехвалентного и высаждение его в виде гидроксида (отсутствие Cr6+ в воде на выходе из отстойника)), но вносит значительное количество железа в ходе процесса электрокоагуляции в общий поток сточных вод;
-
- к причинам низкой эффективности применяемой технологии очистки производственных кислотно-щелочных стоков следует отнести: неравномерность поступления стоков в отстойники вследствие малого объема накопителя, низкую величину рН нейтрализованных стоков, отсутствие обработки нейтрализованного раствора флокулянтом.
Для повышения эффективности системы очистки сточных вод ФГУП «ГПН РКЦ «ЦСКБ-Прогресс» и с целью создания замкнутого водо-оборота с возвратом очищенной воды на операции промывки необходима реконструкция существующей установки, состоящая из следую-
Таблица 1. Результаты анализа проб сточных вод
|
Показатель |
Ед. изм. |
Вход на ОС |
Выход из ОС |
Вход в ЭК |
Выход из ЭК |
К-С 1 |
К-С 45 |
|
рН |
ед.pH |
7,46 |
7,51 |
- |
- |
7,55 |
5,64 |
|
Жесткость общая |
мг-экв/л |
10,8 |
- |
- |
- |
- |
- |
|
Кальций (Са) |
мг/л |
149,0 |
- |
- |
- |
- |
- |
|
Магний (Mg) |
мг/л |
40,2 |
- |
- |
- |
- |
- |
|
Щелочность |
мг-экв/л |
4,7 |
4,6 |
- |
- |
6,0 |
- |
|
Аммиак (NH 4 +) |
мг/л |
1,7 |
1,5 |
- |
- |
2,0 |
- |
|
Нитраты (NO 3 -) |
мг/л |
48 |
37,5 |
- |
- |
1,5 |
- |
|
Сульфаты (SO42-) |
мг/л |
395 |
413 |
- |
- |
500 |
- |
|
Фосфаты -орто (PO 4 3-)/-поли (PO 4 3-) |
мг/л |
0,02 / 0,56 |
0,01 / 0,04 |
- |
- |
0,1 / 0,14 |
- |
|
Фториды (F-) |
мг/л |
0,52 |
0,59 |
- |
- |
0,62 |
- |
|
Хлориды (Cl-) |
мг/л |
94 |
76 |
- |
- |
61 |
- |
|
Цианиды (CN-) |
мг/л |
0,001 |
0 |
- |
- |
0 |
- |
|
Алюминий (Al) |
мг/л |
3,232 |
1,858 |
- |
- |
- |
- |
|
Железо (Fe общ. ) |
мг/л |
9,5 |
10,5 |
0,36 |
290 |
0,76 |
- |
|
Кадмий (Cd) |
мг/л |
0,069 |
0,026 |
- |
- |
0,005 |
- |
|
Калий (К) |
мг/л |
5,14 |
4,96 |
- |
- |
1,36 |
- |
|
Натрий (Na) |
мг/л |
146 |
118 |
- |
- |
119 |
- |
|
Медь (Cu) |
мг/л |
0,063 |
0,027 |
- |
- |
0,002 |
- |
|
Никель (Ni) |
мг/л |
0,087 |
0,042 |
- |
- |
0,0003 |
- |
|
Свинец (Pb) |
мг/л |
0,102 |
0,147 |
- |
- |
0,055 |
- |
|
Хром (Cr общ. )/(Cr6+) |
мг/л |
0,554 / 0 |
0,596 / 0 |
34,5 / 34,5 |
31,0 / 0 |
0,008 / 0 |
- |
|
Цинк (Zn) |
мг/л |
0,195 |
0,062 |
- |
- |
0,022 |
- |
|
Олово (Sn) |
мг/л |
0,0013 |
- |
- |
- |
- |
- |
|
Марганец (Mn) |
мг/л |
0,11 |
- |
- |
- |
- |
- |
|
Кремний (Si) |
мг/л |
4,1 |
- |
- |
- |
- |
- |
щих основных узлов: узел обезвреживания хромсодержащих стоков; узел переработки концентрированных стоков; узел переработки смешанных производственных стоков.
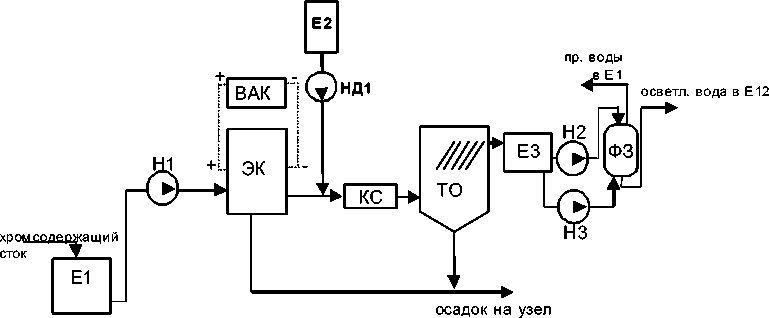
УЗЕЛ ОБЕЗВРЕЖИВАНИЯ ХРОМСОДЕРЖАЩИХ СТОКОВ
Принципиальная схема узла обезвреживания хромсодержащих сточных вод представлена на рис. 3.
Исходные сточные воды собираются в приемной емкости Е1, откуда насосом Н1 подаются в электрокоагулятор ЭК с растворимыми железными анодами, где происходит восстановление ионов шестивалентного хрома до трехвалентного и высаждение его в виде гидроксида.
Из электрокоагулятора водная суспензия через камеру смешения КС направляется в отстойник, снабженный тонкослойными элементами ТО для разделения суспензии на осветленную часть и осадок. Для улучшения процесса хлопье-образования в суспензию перед камерой смешения КС из емкости Е2 насосом НД1 дозируется раствор флокулянта.
Осветленная вода собирается в емкости Е3 и далее для тонкой очистки от следовых количеств тяжелых металлов направляется на узел доочистки в фильтр с зернистой загрузкой ФЗ, после чего осветленная вода подлежит дальнейшей переработке с основным потоком.
Промывка зернистого фильтра ФЗ осуществляется осветленной водой из емкости Е3 насосом Н3. Загрязненная промывная вода отводится в голову процесса – в емкость Е1.
Осадок (суспензия гидроксидов металлов) из тонкослойного отстойника ТО выводится на узел обезвоживание очистных сооружений, куда также направляется и осадок из электрокоагулятора ЭК.
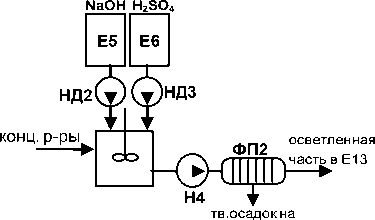
УЗЕЛ ПЕРЕРАБОТКИ
КОНЦЕНТРИРОВАННЫХ СТОКОВ
Принципиальная схема узла переработки концентрированных стоков представлена на рис. 4.
Концентрированные стоки в количестве 0,18 м3/ч поступают в емкость Е4, где осуществляется их нейтрализация растворами щелочи или кислоты, которые дозируются из емкостей Е5 и Е6 насосами НД2 и НД3 соответственно пропорцио-
утилизацию
Рис. 4. Принципиальная схема узла переработки концентрированных стоков
обезвоживания ОС
Рис. 3. Принципиальная схема узла обезвреживания хромсодержащих сточных вод
нально показаниям рН-метра. Из емкости Е4 образовавшаяся суспензия насосом Н4 подается на фильтр-пресс ФП2, где разделяется на осветленную часть и осадок. Осветленная часть подается в емкость Е13 узла выпаривания, а осадок с влажностью до 80% направляется на утилизацию.
УЗЕЛ ПЕРЕРАБОТКИ СМЕШАННЫХ ПРОИЗВОДСТВЕННЫХ СТОКОВ
Принципиальная схема 1-ой ступени установки очистки сточных вод представлена на рис. 5.
Исходные промывные воды собираются в накопителе Е7, откуда насосом Н5 подаются в тонкослойный отстойник ТО. С целью высажде-ния примесей тяжелых металлов производится реагентная обработка стоков. Для этого из емкости Е8 насосом НД4 пропорционально показаниям рН-метра дозируется щелочь для доведения рН сточных вод до значения 9,5-10, а из емкости Е9 насосом НД5 для улучшения процесса хлопьеобразования дозируется раствор флокулянта. В отстойнике, снабженном тонкослойными элементами ТО, суспензия делится на освет- ленную часть и осадок.
Осветленная вода собирается в емкости Е10 и далее для тонкой очистки от следовых количеств тяжелых металлов направляется на узел доочистки в фильтры с зернистой загрузкой ФЗ, после чего осветленная вода подлежит переработке на 2-ой ступени очистки.
Промывка зернистого фильтра ФЗ осуществляется осветленной водой из емкости Е11 насосом Н8. Загрязненная промывная вода отводится в голову процесса – в емкость Е7.
Осадок (суспензия гидроксидов металлов) из тонкослойного отстойника ТО выводится на обезвоживание в осадкоуплотнитель ОУ и далее насосом Н6 подается на фильтр-пресс ФП.
Обезвоженный осадок после фильтр-пресса ФП с влажностью до 80% направляется на ути- пр. воды
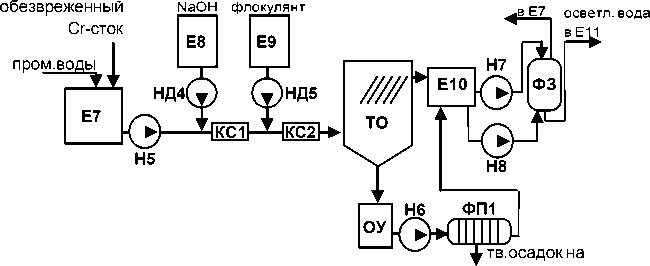
утилизацию
Рис. 5. Принципиальная схема блока предочистки (1-я ступень) установки очистки сточных вод и узла обработки концентрированных стоков
лизацию. Фильтрат после фильтр-пресса ФП направляется в емкость Е10 и подвергается дальнейшей обработке с основным потоком.
Принципиальная схема 2-ой ступени установки для доочистки воды после электрокоагуляции представлена на рис.6.
Осветленная вода из емкости Е11 через барьерный фильтр Ф насосом Н9 подается на первую ступень обратноосмотической мембранной установки ООМ1, укомплектованной рулонными мембранными элементами. В процессе разделения исходный поток делится на два: пермеат – очищенная и обессоленная до требуемых показателей вода и концентрат, содержащий сконцентрированные извлекаемые примеси. Очищенная вода собирается в емкости Е12 и насосом Н10 подается на повторное использование на операции промывки. Концентрат первой ступени подвергается дополнительному доконцентрирова-нию на второй ступени мембранной установки ООМ2. Для этого концентрат высоконапорным насосом Н11 подается на мембранные аппараты второй ступени, где происходит разделение потока на две части: фильтрат, который отводится в емкость Е11, где смешивается с исходным потоком, и концентрат.
Концентрат обратного осмоса направляется на выпарную установку - энергосберегающий выпарной аппарат на базе 3-х ступенчатого испарительного блока с вертикально-трубчатыми пленочными испарителями. В испарителе используются теплообменные трубы специального профиля для интенсификации теплообмена и снижения отложений в трубах. Установка работает следующим образом: исходный раствор-концентрат поступает в кубовую часть испарителя ИП. В кубовой части циркуляционными насосами солевой раствор подается на верхние трубные решетки и через распределительные насадки поступает в теплообменные трубы. В трубах солевой раствор тонкой пленкой, испаряясь, стекает в кубовую часть испарителя: в первой ступени за счет тепла греющего пара от внешнего источни- ка (магистральный пар или, при его отсутствии, от электропарогенератора), в последующих ступенях - за счет вторичного пара, образовавшегося в предыдущих ступенях испарителя. Солевой концентрат из последней ступени испарителя, упаренный до требуемой концентрации, выводится в сборник концентрата. Процесс выпаривания проходит при вакууме, в конденсаторе разрежение - до минус 0,09 МПа. Конденсат вторичного пара (дистиллят) выводится из установки в сборник дистиллята и далее возвращается в емкость фильтрата. Теплота конденсации пара последней ступени отводится охлаждающей (оборотной) водой в конденсаторе. Неконденси-рующиеся газы из конденсатора вакуумным насосом ВН выводятся в атмосферу.
Кубовый концентрат, обогащенный солями до насыщенного состояния, поступает в приемную емкость поз.Екц и, далее, направляется на узел кристаллизации при охлаждении или, при желании Заказчика, подается для дальнейшего концентрирования на 2-ю ступень выпаривания в роторнопленочный испаритель для получения кристаллов солей в виде твердого осадка ( на схеме не показан), которые подлежат утилизации.
Суспензия солей из емкости концентрата поз. Екц насосом поз. Нкц подается в емкость-кристаллизатор поз. Кр, снабженную перемешивающим устройством и змеевиком для охлаждения раствора насыщенных солей до температуры 20°С. Образующаяся суспензия поступает в осадительную центрифугу поз. Ц. В центрифуге поз. Ц под действием центробежной силы происходит дальнейшее сгущение и отделение солей от маточника (фугата). При этом фугат, представляющий собой насыщенный раствор солей, отводится в емкость концентрата на повторное выпаривание поз. Екц, а кристаллы соли с влажностью 20% выгружаются в контейнеры и направляются на место складирования для последующей утилизации.
Данные по составу сточных вод приведены в табл. 2.
обезвреженный
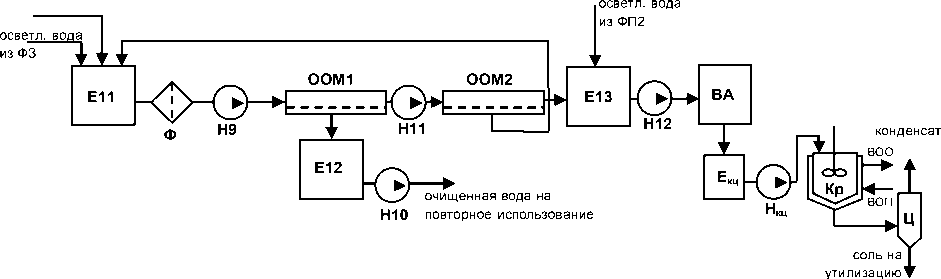
Рис. 6. Принципиальная схема блока доочистки (2-я ступень) установки очистки сточных вод
Таблица 2. Состав исходных и очищенных стоков
|
Показатель |
Ед. изм. |
Исходные сточн ые воды , мг/л |
Очи щенные сточные воды, мг/л |
Категория 2 по ГОСТ 9.314-90 Вода для гальванического производства и схемы промывок |
|
рН |
ед. рН |
7,46 |
6,5 –7,5 |
6,5-8,5 |
|
Алюминий (Al) |
мг /л |
3,232 |
< 0,05 |
- |
|
Железо (Fe общ. ) |
мг/л |
9,5 |
< 0,05 |
0,1 |
|
Кадмий (Cd) |
мг/л |
0,069 |
< 0,05 |
- |
|
Медь (Cu) |
мг/л |
0,063 |
< 0,25 |
0,3 |
|
Никель (Ni) |
мг/л |
0,087 |
< 0,05 |
0,1 |
|
Свинец (Pb) |
мг/л |
0,102 |
< 0,05 |
- |
|
Хром Cr общ. |
мг/л |
0,554 |
< 0,03 |
0,5 |
|
Цинк (Zn) |
мг/л |
0,195 |
< 0,5 |
1,5 |
|
Нитраты (NO3-) |
мг/л |
48 |
15 |
15 |
|
Сульфаты (SO42-) |
мг/л |
395 |
50 |
50 |
|
Фосфаты -орто (PO 4 3-)/-поли (PO 4 3-) |
мг/л |
0,02/0,56 |
< 0,5 |
3,5 |
|
Фториды (F-) |
мг/л |
0,52 |
< 0,5 |
- |
|
Хлориды (Cl-) |
мг/л |
94 |
35 |
35 |
Анциферов А.В., Филенков В.М., Каплан А.Л., Васильев А.В. Реконструкция промышленных очистных сооружений с использованием биореактора // Безопасность в техносфере. 2009. № 3. С. 42-45.
Бондарева Т.Е., Максимов И.М., Заболотских В.В., Васильев А.В. Перспективы очистки Куйбышевского водохранилища и альтернативного использования биомассы водорослей в качестве биотоплива // В сборнике: ELPIT-2013. Экология и безопасность жизнедеятельности промышленно-транспортных комплексов: сборник трудов IV Международного экологического конгресса (VI Международной научнотехнической конференции). Научный редактор: А.В. Васильев. 2013. Т. 2. С. 15-22.
Васильев А.В. Комплексный экологический мониторинг как фактор обеспечения экологической безопасности // Академический журнал Западной Сибири. 2014. Т. 10. № 2. С. 23.
Васильев А.В. Терроризм как угроза экологической безопасности // Вестник Волжского университета им. В.Н. Татищева. 2002. № 2 (ecology). С. 190-193. Васильев А.В. Обеспечение экологической безопасности в условиях городского округа Тольятти: учебное пособие. Самара: Изд-во Самарского научного центра РАН, 2012. 201 с.
Васильев А.В., Заболотских В.В., Терещенко Ю.П., Васильев В.А. Общие подходы к биоиндексационной оценке водных экосистем по степени токсичности// В сборнике: ELPIT-2013. Экология и безопасность жизнедеятельности промышленно-транспортных комплексов: сборник трудов IV Международного экологического конгресса (VI Международной научнотехнической конференции). Научный редактор: А.В. Васильев. 2013. Т. 4. С. 55-61.
Подуруева В.В., Васильев А.В. Экологическая политика и система экологического менеджмента ОАО “АВТОВАЗ” // В сборнике: Экология и безопас- ность жизнедеятельности промышленно-транспортных комплексов: сборник пленарных докладов IV Международного экологического конгресса (VI Международной научно-технической конференции). Научный редактор: А.В. Васильев. 2013. С. 161-163.
8. Vasilyev A.V., Khamidullova L.R., Podurueva V.V., Solovyov S.G. Investigation of toxicity of waste water of “AVTOVAZ” company by using biological testing methods // Safety of Technogenic Environment. 2012. № 2. С. 72-75.
PROVISION OF ECOLOGICAL ASPECTS OF WASTEWATER TREATMENTOF THE BIG INDUSTRIAL COMPANY EMITTED IN THE VOLGA RIVER BASIN
Samara State Technical University
The ecological aspects of wastewater treatment of a major engineering company. Shows a schematic diagram of wastewater treatment consisting of 3 main components: node clearance of chromium-containing waste; node processing concentrated wastewater processing and assembly of mixed industrial effluents. Keywords: wastewater, enterprise, treatment
Список литературы Обеспечение экологических аспектов очистки сточных вод крупного машиностроительного предприятия, сбрасываемых в бассейн реки Волга
- Анциферов А.В., Филенков В.М., Каплан А.Л., Васильев А.В. Реконструкция промышленных очистных сооружений с использованием биореактора//Безопасность в техносфере. 2009. № 3. С. 42-45.
- Бондарева Т.Е., Максимов И.М., Заболотских В.В., Васильев А.В. Перспективы очистки Куйбышевского водохранилища и альтернативного использования биомассы водорослей в качестве биотоплива//В сборнике: ELPIT-2013. Экология и безопасность жизнедеятельности промышленно-транспортных комплексов: сборник трудов IV Международного экологического конгресса (VI Международной научно-технической конференции). Научный редактор: А.В. Васильев. 2013. Т. 2. С. 15-22.
- Васильев А.В. Комплексный экологический мониторинг как фактор обеспечения экологической безопасности//Академический журнал Западной Сибири. 2014. Т. 10. № 2. С. 23.
- Васильев А.В. Терроризм как угроза экологической безопасности//Вестник Волжского университета им. В.Н. Татищева. 2002. № 2 (ecology). С. 190-193.
- Васильев А.В. Обеспечение экологической безопасности в условиях городского округа Тольятти: учебное пособие. Самара: Изд-во Самарского научного центра РАН, 2012. 201 с.
- Васильев А.В., Заболотских В.В., Терещенко Ю.П., Васильев В.А. Общие подходы к биоиндексационной оценке водных экосистем по степени токсичности//В сборнике: ELPIT-2013. Экология и безопасность жизнедеятельности промышленно-транспортных комплексов: сборник трудов IV Международного экологического конгресса (VI Международной научно-технической конференции). Научный редактор: А.В. Васильев. 2013. Т. 4. С. 55-61.
- Подуруева В.В., Васильев А.В. Экологическая политика и система экологического менеджмента ОАО "АВТОВАЗ"//В сборнике: Экология и безопасность жизнедеятельности промышленно-транспортных комплексов: сборник пленарных докладов IV Международного экологического конгресса (VI Международной научно-технической конференции). Научный редактор: А.В. Васильев. 2013. С. 161-163.
- Vasilyev A.V., Khamidullova L.R., Podurueva V.V., Solovyov S.G. Investigation of toxicity of waste water of "AVTOVAZ" company by using biological testing methods//Safety of Technogenic Environment. 2012. № 2. С. 72-75.
