Обеспечение надежности и долговечности деталей ГТД за счет повышения качества поверхностного слоя при термопластическом упрочнении

Автор: Вишняков М.А., Старчевский И.С.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 2 т.7, 2005 года.
Бесплатный доступ
В статье представлена математическая модель формирования температурных остаточных напряжений при термопластическом упрочнении. Показаны результаты расчета температурных полей и остаточных напряжений, а также возможности управления ими в зависимости от режимов и условий упрочнения.
Короткий адрес: https://sciup.org/148197786
IDR: 148197786 | УДК: 621.751
Текст научной статьи Обеспечение надежности и долговечности деталей ГТД за счет повышения качества поверхностного слоя при термопластическом упрочнении
Самарский государственный аэрокосмический университет
В статье представлена математическая модель формирования температурных остаточных напряжений при термопластическом упрочнении. Показаны результаты расчета температурных полей и остаточных напряжений, а также возможности управления ими в зависимости от режимов и условий упрочнения.
В последние годы газотурбинные двигатели (ГТД) стали находить большое применение во многих отраслях машиностроения. Одними из основных требований, предъявляемым к ним, являются эксплуатационная надежность и долговечность работы. К числу деталей, определяющих ресурс газотурбинного двигателя, можно отнести, например, лопатки турбины и компрессора. Наряду с растяжением и изгибом от центробежных сил, изгибом и кручением от воздействия газового потока, они испытывают переменные напряжения от вибрационных и тепловых нагрузок. Такие экстремальные условия работы существенным образом снижают несущую способность этих деталей, а, следовательно, надежность всего газотурбинного двигателя. Наиболее важные эксплуатационные свойства деталей ГТД в значительной мере зависят от качества их поверхности, которое определяется совокупностью таких характеристик как шероховатость, глубина и степень деформационного упрочнения (наклепа), остаточные макронапряжения, микроструктура поверхностного слоя.
Статистика показала, что разрушение деталей ГТД при эксплуатации, как правило, начинается с поверхности, поскольку поверхностные слои являются наиболее нагруженными при всех видах напряженного состояния и подвергаются активному воздействию внешней среды. В связи с этим создание в поверхностном слое детали необходимых характеристик качества, соответствующих определенным условиям эксплуатации, явля- ется важной задачей повышения надежности и долговечности ее работы. Указанная проблема может быть решена различными методами, в частности, путем внедрения на заключительном этапе изготовления детали одного из технологических методов упрочняющей обработки, основанном на поверхностном пластическом деформировании (ППД).
Исследования показали, что в результате применения упрочняющих методов обработки, основанных на ППД, наряду с благоприятными сжимающими остаточными напряжениями, поверхностный слой детали, как правило, имеет высокую степень деформационного упрочнения. В условиях высоких температур из-за большой энергии, накопленной в пластически деформированном металле, резко возрастает диффузионная подвижность атомов; в тонких поверхностных слоях наблюдается обеднение легирующими элементами; возрастает коррозионное воздействие среды на поверхностный слой – все это приводит к резкому снижению несущей способности поверхностных, наиболее деформированных слоев.
В экстремальных условиях эксплуатации наибольшей устойчивостью обладает структура с наименьшей накопленной энергией. Из этого следует, что для деталей, работающих при высоких температурах, оптимальным из условия наибольшей усталостной долговечности является поверхностный слой с минимальным деформационным упрочнением.
Следовательно, для повышения эксплуатационных характеристик деталей, работающих при значительных нагрузках в услови- ях повышенных температур, наиболее приемлемым является метод обработки, который позволит обеспечить создание в их поверхностном слое благоприятных сжимающих остаточных напряжений при минимальном наклепе. Таким методом является термопластическое упрочнение (ТПУ). Отличительными особенностями метода является энергетическая стабильность термоупрочненного поверхностного слоя, а также высокий уровень сжимающих остаточных напряжений.
Процесс термопластического упрочнения состоит из двух основных этапов: нагрева детали до температуры начала термопластической деформации и ускоренного охлаждения ее поверхностей. Условием появления остаточных напряжений является возникновение неоднородной пластической деформации по сечению детали. Величина и характер распределения этих напряжений зависят от температуры нагрева, скорости охлаждения, размеров детали и теплофизических характеристик ее материала.
С целью более глубокого изучения метода ТПУ и целенаправленного применения его для управления качеством поверхностного слоя высоко нагруженных деталей ГТД возникла необходимость создания его математической модели.
Рассмотрим методику создания такой модели на примере лопатки компрессора. При решении рассматриваемых далее задач заменим перо лопатки на бесконечную пластину, поверхность которой в процессе упрочнения после нагрева подвергается ускоренному охлаждению. В связи с этим определение теплонапряженного состояния в поверхностном слое относительно плоских деталей можно осуществить при достаточно простой методике решения.
Для определения температурного поля T ( z,т ) , изменяющегося только по толщине пластины z за время τ , можно воспользоваться уравнением теплопроводности [1]
д Т λ
дz
дТ
z = h
z = 0
= 0
;
+ )' Tz=h
T ( 0, z ) = T 0 .
= 0
;
Используя известные критерии
F = a/ ■ Bi ( T ) = h
a(T )• h λ
§ = z
h
и обозначая
можно переписать уравнения (1) – (3) в безразмерном виде:
д Т д 2 T
д Р »
дT
2 ;
дT
§ = 1
= 0.
§ = 0 ;
+ Bi ( T ) • T § = 1
= 0. (7)
1 дТ д 2Т — .--=--— а дт дz2
Для решения уравнений (5) – (7) применен численный метод – метод сеток, в основу которого положено уравнение в форме конечных разностей [2]. Сущность метода заключается в том, что в дифференциальных уравнениях производные функции T ( z , т ) заменяются приближенными соотношениями между конечными разностями в отдельных узловых точках температурного поля. В результате такой замены получаем уравнение в конечных разностях. В дальнейшем расчетные соотношения приводят к виду, где искомая температура в рассматриваемой узловой точке вычисляется через известные температуры в соседних узловых точках.
С этой целью область изменения непрерывного аргумента 0 < § < 1 , F 0 > 0 разбивается на конечное число элементов. При этом по координате ξ эта область разделяется на
при следующих граничных и начальном условиях
элементы с шагом к , а по координате F 0 - с
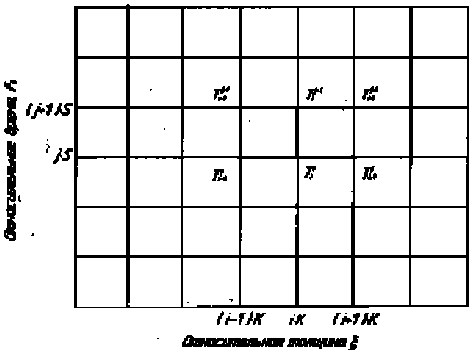
Рис. 1. Неявная разностная схема для решения уравнений теплопроводности
шагом s (рис.1). Функция T(£,F0) определе на только в узловых точках и имеет значения:
где i = 0,1... m ; j > 0 .
Для решения уравнений (5) – (7) воспользуемся разностной схемой Кранка-Ни-кольсона для равномерной сетки [3].
После аппроксимации первой и второй производных получим выражения для уравнения теплопроводности, граничных и начальных условий в виде конечных разностей:
Tj + 1 - Tj ii
s
- T+ + 1
2 k
+

+ 1

+ 1
+

+ Tj + 1 i - 1
+

2 k
T 1 j + 1
+A


—
A f Tj + 1
2 s I 0
-
j T 0
= 0
,
t j + 1 + t j
— If Tj + 1 + Tj ' f Tj + 1 — Tj .'ll — A f Tj + 1 — Tj ) + Bi—-----m
2 A ll m m II m — 1 m — 1 JI 2 s I m m J 2
Матрица этой системы является трехдиагональной, поэтому она легко решается методом прогонки.
Расчеты, выполненные в качестве примера для титанового сплава ВТ9, из которого сделаны, в частности, лопатки компрессора ГТД, показали, что для тонкой пластины толщиной 2 h = 1 мм процесс охлаждения практически мгновенно охватывает всю толщину пластины и в дальнейшем происходит равномерное сквозное уменьшение температуры. Увеличение толщины до 2 h = 3 мм качественным образом влияет на картину распределения температурного поля. Между поверхностью и сердцевиной обеспечивается высокий температурный перепад, что, как это будет показано в дальнейшем, обеспечит создание сжимающих остаточных напряжений.
При теоретическом определении температурных напряжений в бесконечной пластине, возникающих под воздействием температурного поля, принято считать, что поверхность этой пластины свободна от сил. В связи с тем, что температура изменяется только по толщине пластины, выражение для компонентов температурных напряжений имеют вид
CT = CT = f (z) xy , ct = ct = ct = ct = 0 z xy yz xz .
В работе [4] показано, что при принятых условиях уравнения равновесия удовлетворяются тождественно. Кроме того, из шести уравнений совместности последние три также удовлетворяются тождественно, а первые три, когда
t 0 = T i 0.
d 2 dz 2
f (_-)+a-E t (--)
1 — ^
= 0
,
Уравнения (8) и (9) позволяют найти температурное поле в момент F0 = (j +1)- s,
если оно известно в момент F 0 = j - s . Они могут быть переписаны в следующем виде
А . тj + 1 . Тj + 1 -T1 + 1
Ak Tk — 1 + Bk Tk + Ck Tk + 1
= Fk -
A 0 = 0, C m = 0, k = 0,1... m .
где a ( T ) - коэффициент линейного расширения; Е ( т ) - модуль упругости материала; ц – коэффициент Пуассона.
Поскольку вторая производная (11) тождественно равна нулю лишь для линейной функции, выражение в скобках является линейной функцией от z :
f ( z )+ a-E T ( z ) = c 1 + c 2 • z .
1 — ц
Тогда
о = о xy
а • E „м .
------ Т ( z ) + c 1 + с 2 • z , (12)
1 - ц v 7
где значения постоянных c1 и c2 выбираются таким образом, чтобы для любой температуры T(z) результирующая сила и результирующий момент, обусловленные темпера- турными напряжениями σx и σy , были равны нулю:
hh
J f ( z ) • dz = 0; J f ( z ) • z • dz = 0. (i3)
- h - h
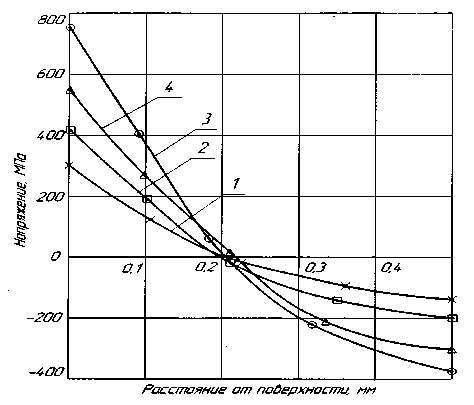
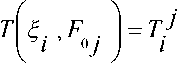
Рис. 2. Температурные напряжения в пластине из титанового сплава толщиной 2 h =1 м
В результате последовательной подстановки выражения (12) в уравнение (13) можно получить значения c 1 и c 2 . Тогда
при двухстороннем охлаждении:
1– τ =0,01с; 2 – τ =0,02 с; 3 – τ =0,03 с; 4 – τ =0,04 с
σ
x
= о
y
— ■
a-E
1 - ц
- T ( z )+ ^
2 h
h
J T ( z ) • dz + 27
- h
h
J T ( Z ) • z • dz .
- h
В случае симметричного температурного поля (при двухстороннем охлаждении детали) третье слагаемое в формуле (14) равно нулю, а слагаемое
hh
— JT(z)•dz = -JT(z).dz.
- h 0
мальной, при которой температурные напряжения, образовавшиеся в поверхностном слое термоупрочняемой детали, превышают предел текучести материала.
Для определения остаточных напряжений можно воспользоваться теоремой о разгрузке [5], согласно которой остаточные напряжения равны разности между истинными напряжениями в упругопластическом теле и теми напряжениями, которые создавались бы в нем при предположении об идеальной упругости материала, т.е.
Поэтому
a • E
о = о =--- x У 1 - ц
h
- T (z)+ 7 J T (-• )'dz h0
Расчеты показали, что температурные напряжения, образовавшиеся в результате двухстороннего охлаждения пластины толщиной 2 h = 1 мм (рис. 2), оказались меньше предела текучести сплаваВТ9 ( о 0,2 = 850 МПа ). Величина температурных напряжений резко возрастает при охлаждении пластин толщиной 2 h = 2 мм (рис.3). Увеличение толщины пластины до 2 h = 3 мм и более приводит к значительному росту максимальных величин напряжений.
Таким образом, согласно проведенным расчетам толщина 2 h = 2 мм является мини-
Рис. 3. Температурные напряжения в пластине из титанового сплава толщиной 2 h =2 мм при двухстороннем охлаждении: 1– τ =0,01с; 2 – τ =0,02 с; 3 – τ =0,03 с; 4 – τ =0,04 с;
5 – τ =0,06 с
о 0 (z ) = а(z )-а( z ).
Результаты расчета остаточных напряжений показали, что при двухстороннем охлаждении пластин толщиной 2h = 2-5 мм в поверхностном слое образуются сжимающие остаточные напряжения с максимальной ве личиной σ0max = 350-650 МПа. Величина их распространения колеблется от 100 до 300 мкм. При этом необходимо отметить, что наибольшие значения напряжений располагаются на поверхности детали.
Полученные выше математические зависимости свидетельствуют о том, что теплонапряженное состояние поверхностного слоя детали при ее термопластическом упрочнении зависит от режимов обработки (температуры нагрева и скорости охлаждения), теплофизических свойств материала детали, ее толщины, условий охлаждения и т.д. Целенаправленно изменяя их можно регулировать величину и глубину залегания сжимающих остаточных напряжений, которые оказывают преимущественное влияние на надежность и долговечность деталей, работающих в услови- ях повышенных температур и знакопеременных нагрузок.
Приведенные результаты расчета тепловых полей, температурных и остаточных напряжений на примере детали из титанового сплава ВТ9 показали степень влияния ее толщины на формирование соответствующего напряженного состояния в поверхностном слое. Аналогичными расчетами можно подтвердить влияние и возможность повышения качества поверхности с помощью других выше перечисленных параметров и условий реализации процесса термопластического упрочнения.
Список литературы Обеспечение надежности и долговечности деталей ГТД за счет повышения качества поверхностного слоя при термопластическом упрочнении
- Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. М.: Энергоиздат, 1981.
- Самарский А.А. Теория разностных схем. М.: Наука, 1977.
- Самарский А.А. Ведение в теорию разностных схем. М.: Наука, 1971.
- Боли Б., Уэйнер Дж. Теория температурных напряжений. М.: Мир, 1964.
- Биргер И.А. Остаточные напряжений. М.: Машгиз, 1963.
