Обобщённый алгоритм технологической регулировки комбайна на основе моделей нечётких знаний

Автор: Димитров Валерий Петрович, Борисова Людмила Викторовна
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 7-8 (75) т.13, 2013 года.
Бесплатный доступ
Рассматривается задача построения механизма нечёткого вывода экспертной системы, предназначенной для принятия решений по технологической регулировке сложных уборочных машин. Алгоритм нечёткого вывода основан на моделях предметных областей «предварительная настройки» и «корректировка технологических регулировок». Общими этапами решения задачи являются фаззификация, композиция и дефаззификация. Механизм вывода решений основан на дедуктивной схеме (для задачи предварительной настройки) и индуктивной схеме (для задачи корректировки технологических регулировок). Особенностью предлагаемого алгоритма вывода решений является проверка гипотез о появлении нарушений технологического процесса комбайновой уборки при изменении параметров машины. В этом случае проверяется истинность возникновения дополнительных ситуаций, характеризующихся появлением дополнительного нарушения технологического процесса. Разработанные алгоритм нечёткого вывода и модель предметных областей на основе нечётких экспертных знаний позволяют значительно приблизиться к решению задачи автоматизации процесса принятия решений при технологической регулировке комбайна в полевых условиях.
Нечёткие знания, зерноуборочный комбайн, технологическая регулировка
Короткий адрес: https://sciup.org/14250030
IDR: 14250030 | УДК: 631.634.2 | DOI: 10.12737/2022
Generalized algorithm of combine process adjustment based on fuzzy knowledge models
The problem of creating the mechanism of an expert system fuzzy inference meant for decision-making on the combine process adjustment is considered. The fuzzy inference algorithm is based on the domain models of ‘prior configuration' and ‘process adjustment'. Fuzzification, composition, and defuzzification are general stages of the problem solution. The problem-solving mechanism is based on the deductive scheme (for the prior configuration problem), and on the inductive one (for the process adjustment problem). The specific feature of the proposed problem-solving algorithm is the hypothesis testing of emerging combining process non-conformances under the machine parameter variations. In this case, the validity of the exception condition generation when an additional breakdown in the technological process occurs is checked. The developed fuzzy inference algorithm and the domain model based on the fuzzy expert knowledge permit to approach considerably the solution to the decision-making automation problem under the combine process adjustment in the field environment.
Текст научной статьи Обобщённый алгоритм технологической регулировки комбайна на основе моделей нечётких знаний
Введение. Известно, что результативность и эффективность уборочных работ зависит от успешного решения задачи управления технологическим процессом, осуществляемым зерноуборочным комбайном [1—3]. При поиске оптимальных решений необходимо учитывать специфику рассматриваемой предметной области, в частности, её изменчивость и неопределённость. Внешние факторы уборки, показатели качества работы и некоторые регулируемые параметры (состояние стеблестоя, влажность зерна и стеблестоя, засорённость, потери зерна, состояние бичей молотильного барабана и планок подбарабанья и др.) в большинстве своём определяются качественными показателями (например, стеблестой сухой, засорённость высокая, изношенность планок значительная и т. п.).
Математическое описание процесса принятия решений (ПР) при управлении технологическим процессом комбайновой уборки ограничено отдельными моделями. Их использование в реальном времени и в сложных практических условиях затруднено. При этом отсутствует общее формально-логическое построение указанного процесса ПР.
Особое значение имеет используемая модель представления знаний об объектах предметной области и их отношениях. От неё в определяющей степени зависит эффективность реализации процессов принятия решений при управлении сложными техническими системами, в частности зерноуборочным комбайном. В данной предметной области большая часть информации о стратегиях принятия решений исходит непосредственно от эксперта и представлена в словесной форме. Алгоритмы принятия решений предназначены для оперативного использования, т. е. должны работать в реальном времени. Таким образом, необходимость решения задач технологической регулировки комбайна обусловливает поиск новых методов решения задач управления технологическим процессом. Ранее проведённые исследования наглядно показали, что данная предметная область сложна и в настоящее время формализована недостаточно [2].
Исследования выполнены по теме 2.9.13 ЕЗН.
В качестве примера рассмотрим предметную область «регулировка жатвенной части зерноуборочного комбайна» (рис. 1). Основными концептами в данном случае являются множество факторов внешней среды, регулируемые параметры жатвенной части и параметры технического состояния, а также множество выходных признаков — показателей качества работы жатвенной части. Состав указанных признаков подробно представлен в [3].
3 параметра технического состояния
7 регулируемых параметров
7 параметров технического состояния
-
2 регулируемых параметра
-
3 параметра технического состояния
15 вн ешн их п р изн аков н арушени я технологического п ро цесса
Рис. 1. Структура предметной области «технологическая регулировка жатвенной части»: процессы, параметры, показатели качества работы; МСУ — молотильно-сепарирующее устройство
Сложность формализации предметной области диктует необходимость применения аппарата нечётких множеств и приближённых рассуждений, основанных на экспертных знаниях. В этом случае исходят из предположений, что в роли эксперта выступает достаточно квалифицированный специалист, имеющий опыт успешной работы, приобретённый им в результате большого числа итераций решения одних и тех же задач в различных производственных ситуациях.
Принятый подход. При выполнении уборочных работ можно выделить четыре типа основных задач:
-
— измерение входных и выходных признаков;
-
— прогнозирование значений показателей результативности и эффективности уборки;
-
— настройка рабочих органов зернокомбайна;
-
— корректировка технологических регулировок.
Ярко выраженными задачами принятия решений в нечётких условиях являются две последние (рис. 2).
Центральной научной проблемой при разработке информационных интеллектуальных систем является представление знаний рассматриваемых предметных областей. В соответствии с логико-лингвистическим подходом [4—6] нами разработаны модели входных и выходных признаков X , Y , V в виде семантических пространств и соответствующих им функций принадлежности:
{ X i , Т ( X i ), U , G , M }, { Y j, T ( Y j ), U , G , M }, { V k , T ( V k ), U , G , M }
М ^ ( Х 1 , X 2 , ■, x i ) e (0; 1), М л ( У 1 , У 2 , ■, y j ) e (0; 1), М ^ ( И 1 , V 2 , ■, v k ) e (0; 1)
Обобщённая модель предметной области «предварительная настройка» рассматривается как композиция нечётких отношений семантических пространств:
R = X → Y . (1)
Здесь R — нечёткое отношение между факторами внешней среды и регулируемыми параметрами R { X i , T ( X ), U , G , M }x{ Y j , T ( Y j ), U , G , M }; V ( x , y ) e X x Y . Отношение R есть нечёткое множество на прямом произведении Х × Y полного пространства предпосылок Х (факторов внешней среды) и полного пространства заключений Y (параметров машины).
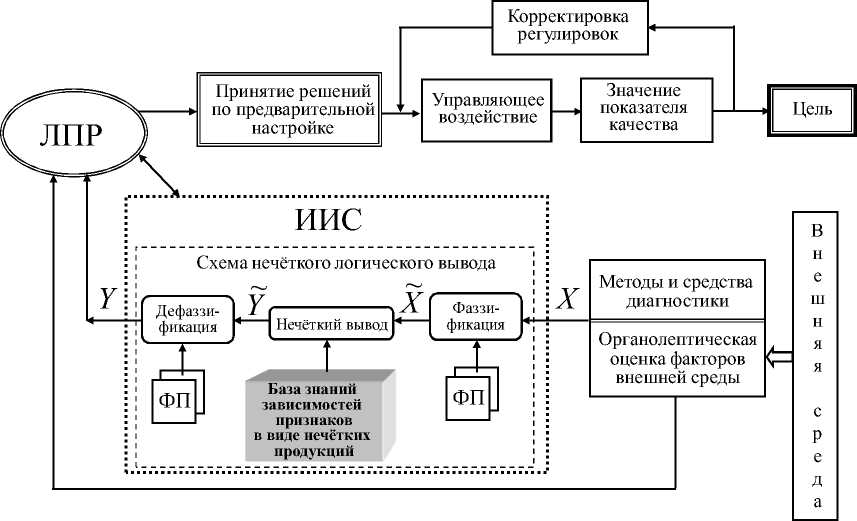
Рис. 2. Общая схема системы нечёткого управления при технологической регулировке комбайна: ФП — базы данных параметров функций принадлежности; ЛПР — лицо, принимающее решение; ИИС — интеллектуальная информационная система
Обобщённая модель предметной области «технологическая регулировка» представлена в виде композиции нечётких отношений семантических пространств:
R 1 ° R 2 для V x e X ; V y e Y ; V v e V ,
M r 1 ° R 2 ( x , v Hu R ( x , У ) a M r 2 ( y , v )
где R 1 — нечёткое отношение между факторами внешней среды и регулируемыми параметрами R i { X i , T ( X i ), U , G , M }x{ Y , T ( Y j ), U , G , M }; V ( x , y ) e X x Y ; R 2 — нечёткое отношение между регулируемыми параметрами и показателями качества работы комбайна R 2 { Y j , Т ( Y j ), U , G , M }× x{ VZ k , T ( V k), U , G , M }; V ( y , v ) e Y x V.
Результаты моделирования позволили разработать механизм вывода решений экспертной системы по технологической регулировке машины, основанный на нечётком выводе.
Алгоритм решения задач. Приближённые рассуждения представляют собой процесс, при котором из нечётких посылок выводятся некоторые следствия (возможно, также нечёткие). Подобного рода рассуждения лежат в основе способности человека понимать естественный (в том числе и профессиональный) язык при выполнении умственной деятельности, принимать решения в сложной и не вполне определённой среде.
Решение задач предварительной настройки и корректировки технологических регулировок целесообразно реализовать на основе дедуктивного и индуктивного вывода решений [6]. Здесь посылка A и следствие B — некоторые высказывания (факты), на основе которых принимаются решения в конкретных ситуациях (рис. 3).
База данных
по виду и параметрам функций принадлежности µ внешних факторов Q и регулируемых параметров P
Начало
Ввод значений факторов внешней среды {Q }
Фаззификация
Композиция
P ° Q ^ R
Средства измерений. Органолептическая оценка
Набор значений факторов внешней среды и регулируемых параметров в виде ФП термов ЛП
База знаний

нечётких экспертных правил по настройке рабочих органов
Дедуктивный вывод если А, то В А — истинно В — истинно
Дефаззификация

Решение задачи настройки. Выполнение полевых работ
Использование модифицированного метода центра тяжести
Набор значений регулируемых параметров и параметров технического состояния

Выявление внешнего признака отклонения из множества показателей качества { V i }
АСК комбайна.
Органолептическая оценка значений показателей качества работы

Рис. 3. Обобщённая схема процесса принятия решений; ЛП — лингвистическая переменная;
АСК — автоматическая система контроля (1-й фрагмент; продолжение и окончание см. на с. 69, 70 и 71)
Нет
Нет
Поле убрано?
Выявлено отклонение?
Да
Да
Ввод текущего значения показателя качества Vi
Средства измерений. Органолептическая оценка
по виду и параметрам ФП показателей качества Vi
Выбор из базы данных ЛП показателя качества β Vi и значений её термов

Выбор из базы знаний множества регулировочных параметров машины (в соответствии с внешним признаком отклонения) и определение их значений X = ,Y = ,…
База данных по виду и параметрам ФП регулировочных параметров
Выбор из базы данных лингвистических значений параметров Р х , Р Y , ■"
Определение значений
ФП термов ЛП показателя качества р i ( V ) и регулировочных параметров рХ, p Y ,-
Набор значений регулировочных параметров и параметров технического состоя
Рис. 3. Продолжение (начало см. на с. 68, продолжение и окончание — на с. 70 и 71)
Расчёт ФП обобщённой ЛП, определённой на множестве IV = Хх Ух ...
Pty
База знаний
нечётких экспертных правил по корректировке регулировок
Индуктивный вывод
-
► если А, то В
В — истинно А — более правдоподобно
Расчёт степени истинности высказываний о конкретной выходной ситуации для конкретного показателя качества
µmp(VI)
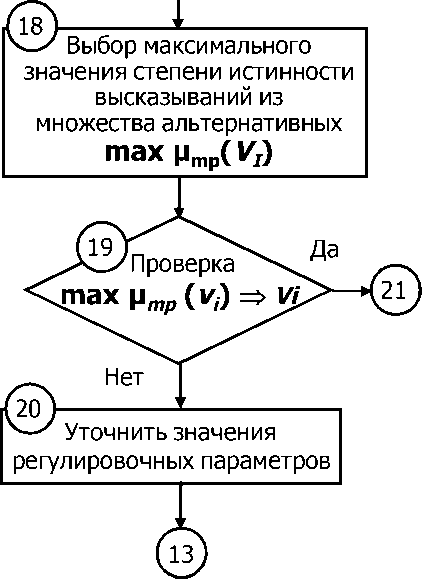
Рис. 3. Продолжение (начало см. на с. 68 и 69, окончание — на с. 71)
База данных ___^
по виду и параметрам ФП регулировочных параметров


Формирование гипотезы
об
истинности альтернативных высказываний, характеризующих выходную ситуацию
ArV M -1 , ArV M- 2 , ■■■
Определение значений термов ЛП регулировочных параметров, отличных от оптимальных a' x , а' y ,...
Выбор g-го параметра.
Изменение его значения на Δ g

Проверка гипотезы о
Определение значений функций принадлежности измененных параметров Мх = , Мк = , -
нейтральности изменения значения текущего параметра для проверяемой гипотезы
Расчёт степени истинности высказывания о соответствии альтернативной гипотезы изменённым значениям параметра P mp (ArV i )
Нет
Выбор максимального значения степени истинности max P mp (ArV i )
Причина появления отклонения найдена.
Изменить значение выбранного показателя на Δ


Рис. 3. Окончание (начало см. на с. 68, 69 и 70)
При решении задач общими являются этапы фаззификации, композиции и дефаззификации.
На этапе фаззификации условия решения задачи формулируются в лингвистической форме, т. е. осуществляется переход из «чёткого» (количественного) описания в «нечёткое» (лингвистическое) представление [7]. Этот переход представляется целесообразным. Ведь на самом деле мы не имеем точного описания состояния ни факторов внешней среды и регулируемых параметров машины, ни показателей качества работы. А основным положением является то, что экспертные знания по сути представлены в лингвистической форме.
На этапе композиции получаем решение задачи в нечётком представлении, используя нечёткие экспертные знания и нечёткий логический вывод.
Суть этапа дефаззификации заключается в выработке на основе нечёткого логического вывода конкретных рекомендаций по изменению регулировок [8].
Основой схемы вывода решений является база знаний, которая включает более 14000 нечётких продукционных правил. Например, для дедуктивной схемы вывода экспертное правило имеет вид:
ЕСЛИ хлебостой пшеницы по высоте «низкорослый»
И полёглость хлебостоя «отсутствует (прямостоящий)»
И хлебостой по спутанности «нормальный»
И хлебостой по густоте «разрежённый»
ТО положение мотовила по высоте «низкое».
В результате решения задачи будут получены конкретные числовые значения параметров рабочих органов комбайна (их начальные значения, соответствующие факторам внешней среды).
При индуктивной схеме вывода экспертное правило имеет вид:
ЕСЛИ потери необмолоченным колосом в соломе «средние»
ТО частота вращения молотильного барабана «пониженная»
И зазор барабан — дека «малый»
И состояние бичей подбарабанья «нормальное»
И зазора по ширине МСУ «неравномерный»
И скорость движения комбайна «высокая».
В результате выполнения алгоритма будут получены конкретные значения изменённых регулировочных параметров, способствующих устранению возникшего нарушения технологического процесса [9, 10].
При внесении корректирующих действий — т. е. изменений значений параметров рабочих органов в процессе устранения одного внешнего признака нарушения техпроцесса (ситуация А) — необходимо проверить гипотезы (а в нашей терминологии — истинность нечётких высказываний) о возможности появления других нарушений технологического процесса (ситуация Б и т. д.). С этим фактом связана отличительная особенность рассматриваемого подхода, а именно: при индуктивной схеме вывода решений предлагается неоднократно возвращаться к этапу композиции.
Кратко рассмотрим алгоритм автоматизированного решения задачи (см. рис. 3).
Этап фаззификации реализуется на шагах 1—2 и 10—14. Здесь анализируются исходные ситуации, пользователь выбирает набор факторов внешней среды (для задачи настройки), либо конкретный внешний признак нарушения технологического процесса (для задачи корректировки). Из базы данных извлекаются соответствующие лингвистические переменные, их значения — термы, значения функций принадлежности — как для факторов внешней среды, регулируемых параметров, так и показателей качества.
На этапе композиции (шаги 3, 4 и 15—19) строится обобщённая лингвистическая переменная множества всех возможных сочетаний регулируемых параметров и определяется степень истинности соответствующих им выходных ситуаций при наличии данного нарушения. Истинность определяется в соответствии с системой нечётких высказываний, отражающей взаимосвязь значений показателя качества техпроцесса с возможной комбинацией регулировочных параметров рабочих органов комбайна.
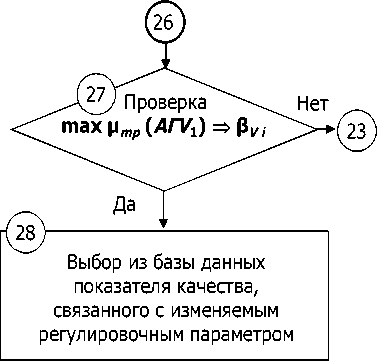
На шагах 20—29 определяются корректирующие воздействия, т. е. выбираются параметры регулировок и рассчитываются их скорректированные значения. Таким образом, чтобы выбрать сочетание регулировочных параметров, обеспечивающее определённый уровень показателя качества технологического процесса, на основе индуктивной схемы вывода следует выбрать такой вариант (сочетание регулировочных параметров) v eV, при котором степень истинности индуктивной схемы рИС (v) имеет наибольшее значение.
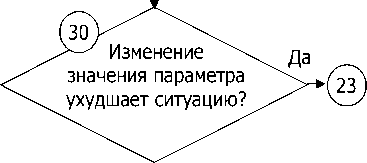
Важная особенность предлагаемого алгоритма — наличие шагов 28—29. Здесь выдвигаются гипотезы (в нашем случае — высказывания о ситуациях) о возможном изменении значений других показателей качества при изменении конкретного регулируемого параметра. В цикле проверяется степень истинности таких ситуаций. В случае, если новое значение регулируемого параметра не ухудшает ситуацию, делается вывод о завершении итераций алгоритма и выдаче пользователю готового решения.
Заключение. Созданные на основе моделей предметных областей база знаний и механизм вывода решений для задач предварительной настройки и корректировки технологических регулировок составляют основу интеллектуальной информационной системы (экспертной системы). Её использование в практических условиях позволяет снизить время на технологические простои в 2— 5 раз и, как следствие, повысить на 10—12 % сменную производительность комбайна.
Практической реализаций рассмотренных алгоритмов является разработка программных средств для автоматизированного решения задачи. В частности, получены свидетельства о государственной регистрации программ для ЭВМ и баз данных № 2006610870, № 2009620118, № 2009620119, № 2009612472, № 2009614549, № 2009620520, № 2011611212 и др. Библиографический список
-
1. Уборка урожая комбайнами «Дон» / Э. И. Липкович [и др.]. — Москва : Росагропромиз-дат, 1989. — 220 с.
-
2. Димитров, В. П. Особенности моделирования процесса принятия решений при технологической регулировке машин / В. П. Димитров, Л. В. Борисова // Механизация и электрификация сельского хозяйства. — 2009. — № 4. — С. 14–16.
-
3. Димитров, В. П. Механические системы модельного ряда продукции ОАО «Ростсельмаш» / В. П. Димитров, Л. В. Борисова, К. Л. Хубиян. — Ростов-на-Дону : БелРусь, 2003. — 116 с.
-
4. Zadeh, L. A. Fuzzy sets / L. A. Zadeh // Fuzzy sets and systems. — 1965. — № 8. — Рp. 338–353.
-
5. Bellman, R. E. Decision-Making in Fuzzy Environment / R. E. Bellman, L. A. Zadeh // Management Science. — 1970. — Vol. 17, № 4. — Pp. 141–160.
-
6. Мелихов, А. Н. Ситуационные советующие системы с нечёткой логикой / А. Н. Мелихов, Л. С. Берштейн, С. Я. Коровин. — Москва : Наука, 1990. — 272 с.
-
7. Димитров, В. П. О методике фаззификации нечёткой экспертной информации / В. П. Димитров, Л. В. Борисова, И. Н. Нурутдинова // Вестник Дон. гос. техн. ун-та. — 2012. — № 1 (62), вып. 2. — С. 46–50.
-
8. О методике дефаззификации при обработке нечёткой экспертной информации / В. П. Димитров [и др.] // Вестник Дон. гос. техн. ун-та. — 2010. — Т. 10, № 6 (49). — С. 868–880.
-
9. Борисова, Л. В. Особенности построения подсистемы «Конструкция» экспертной системы «Электронный эксперт» / Л. В. Борисова // Вестник Дон. гос. техн. ун-та. — 2009. — Т. 9, № 2 (41). — С. 262–270.
-
10. Димитров, В. П. Экспертная система для технологической регулировки зернокомбайнов / В. П. Димитров, Л. В. Борисова // Сельский механизатор. — 2011. — № 12. — С. 8–9.
Материал поступил в редакцию 28.08.2013.
Список литературы Обобщённый алгоритм технологической регулировки комбайна на основе моделей нечётких знаний
- Уборка урожая комбайнами «Дон»/Э. И. Липкович [и др.]. -Москва: Росагропромиздат, 1989. -220 с.
- Димитров, В. П. Особенности моделирования процесса принятия решений при технологической регулировке машин/В. П. Димитров, Л. В. Борисова//Механизация и электрификация сельского хозяйства. -2009. -№ 4. -С. 14-16.
- Димитров, В. П. Механические системы модельного ряда продукции ОАО «Ростсельмаш»/В. П. Димитров, Л. В. Борисова, К. Л. Хубиян. -Ростов-на-Дону: БелРусь, 2003. -116 с.
- Zadeh, L. A. Fuzzy sets/L. A. Zadeh//Fuzzy sets and systems. -1965. -№ 8. -Рp. 338-353.
- Bellman, R. E. Decision-Making in Fuzzy Environment/R. E. Bellman, L. A. Zadeh//Management Science. -1970. -Vol. 17, № 4. -Pp. 141-160.
- Мелихов, А. Н. Ситуационные советующие системы с нечёткой логикой/А. Н. Мелихов, Л. С. Берштейн, С. Я. Коровин. -Москва: Наука, 1990. -272 с.
- Димитров, В. П. О методике фаззификации нечёткой экспертной информации/В. П. Димитров, Л. В. Борисова, И. Н. Нурутдинова//Вестник Дон. гос. техн. ун-та. -2012. -№ 1 (62), вып. 2. -С. 46-50.
- О методике дефаззификации при обработке нечёткой экспертной информации/В. П. Димитров [и др.]//Вестник Дон. гос. техн. ун-та. -2010. -Т. 10, № 6 (49). -С. 868-880.
- Борисова, Л. В. Особенности построения подсистемы «Конструкция» экспертной системы «Электронный эксперт»/Л. В. Борисова//Вестник Дон. гос. техн. ун-та. -2009. -Т. 9, № 2 (41). -С. 262-270.
- Димитров, В. П. Экспертная система для технологической регулировки зернокомбайнов/В. П. Димитров, Л. В. Борисова//Сельский механизатор. -2011. -№ 12. -С. 8-9.
