Обоснование параметров инструмента и технологии упрочняющего деформационного формоизменения поверхностей трения

Автор: Ковшов Анатолий Гаврилович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
Приведены требования к технологии обработки поверхностей трения в номинально неподвижных и малоподвижных соединениях титановых лопаток компрессоров низкого давления газотурбинных двигателей (ГТД), повышающей их износостойкость. Показан пример применения комбинированной технологии упрочняющего деформационного формоизменения (УДФ) поверхностей трения при обкатке деформирующим инструментом в виде накатного ролика с клиновидными инденторами по замкнутому контуру на периферии с последующим нанесением твердых смазочных покрытий. Расчетно - экспериментальными методами обоснованы и оценены размерные параметры образуемого при обкатке регулярного рельефа упрочняемой поверхности и рабочие параметры деформирующего инструмента: гексагональная форма ячеек; размер элементарной площадки ячейки; глубина и угол наклона боковых граней профильных канавок; диаметр и длина накатного ролика; усилие накатки.
Фреттинг, лопатка, компрессор, турбина, двигатель, деформация, упрочнение, ролик, накатка, покрытие, смазка
Короткий адрес: https://sciup.org/148312477
IDR: 148312477 | УДК: 539.538
The substantiation of the tool parameters and the technology of the simple de-formed formation of friction surfaces
The requirements for the technology of treating friction surfaces in nominally stationary and inactive assemblies of titanium blades of low-pressure compressors of gas turbine engines (GTE), increasing their wear resistance are given. The effectiveness of the change in the combined technology of the hardening deformational deformation (UDF) of friction surfaces is shown, when the deforming tool is rolled in the form of a rolling roller with wedge indenters along a closed contour at the periphery, followed by the application of solid lubricating coatings. The hexagonal shape of the cells is calculated and experimentally proved and evaluated by different parameters of the deforming tool; The size of the elementary cell site; Depth and angle of inclination of side faces of profile grooves; Diameter and length of the rolling roller; Knurling force.
Текст научной статьи Обоснование параметров инструмента и технологии упрочняющего деформационного формоизменения поверхностей трения
Повышение износостойкости поверхностей трения и долговечности деталей малоподвижных и номинально (условно) неподвижных соединений, работающих в условиях вибраций (фреттинга) и повторно-переменных нагрузок, является одной из наиболее важных задач. Наиболее опасны проявления фреттинга на контактных поверхностях замков и бандажных полок титановых лопаток компрессоров низкого давления газотурбинных двигателей (ГТД), повышенные износы которых приводят к потере [1,2] эффектов бандажирования: предварительного натяга по окружности бандажа, механического демпфирования в системе, жесткости, вибрационной прочности лопаток и замковой части колеса и др. В мировой и отечественной практике накоплен значительный арсенал средств и методов борьбы с фреттинг-износом [3], однако единых представлений о мерах по его предупреждению не достигнуто.
Цель настоящей работы показать технологические возможности упрочнения поверхностей трения методом деформационного формоизменения при обкате роликом с клиновидными инденторами на периферии, обосновать и оценить рабочие параметры деформирующегося инструмента и параметры регулярного рельефа (гравюр) образуемого на обрабатываемой поверхности.
ТРЕБОВАНИЯ К ПОВЕРХНОСТЯМ ТРЕНИЯ
Проведенные исследования процесса вибротрения, механизма фреттинг-износа конструкционных жаропрочных сплавов ЖС6У, ЖС6К, бронзы БраЖМЦ10-3-1,5, титановых сплавов ВТ9 и ВТ3-1 [4, 5] , а также анализ динамической модели контактирования лопаток компрессора ГТД в замках и по бандажам полкам показали, что существенное повышение фреттингостойкости может быть реализовано при решении следующих конструкторно-технологических задач: создания напряженного состояния поверхностного слоя с оптимальным уровнем сжимающих напряжений; фрагментированной структуры, блокирующей дальнейшее накопление дефектов и замедляющей цикл перестройки тонкой кристаллической структуры и износа при трении; разработки способов и средств активирования процессов окисления и пассивирования поверхностей трения с целью воздействия на процессы образования и разрушения пленок окислов, снижения тепло-напряженности и интенсивности схватывания поверхностей; регуляризации микро- и макро - рельефа с целью увеличения опорной и фактической площади контактирования, повышения несущей и демпфирующей способности, что приводит к снижению амплитуды нормальных и тангенциальных колебаний, инерционных сил и фактического контактного давления; экранирования поверхностей от коррозионно-активных компонент атмосферы, повышения пористости, смазывающей способности и антифрикционных свойств контакта; удаления продуктов фреттинг-износа из зоны контакта и исключения абразивного износа поверхностей трения.
СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПОВЕРХНОСТЕЙ
Указанные выше требования объединены в технологическим способе [6] нанесения твердых смазочных и других покрытий на формоизмененные поверхности трения. Способ предусматривает совмещение упрочняющего деформационного формоизменения (УДФ) контактирующих поверхностей специальным инструментом [7] с другими методами модификации поверхностей: нанесением на них твердых смазочных покрытий, пленок мягких металлов (медь, никель, латунь и др.), карбонофторидных пленок, борированием, химико-термической обработкой и др. Формоизменение поверхностей контакта (образование гравюр) осуществляется методом копирования формы деформирующего инструмента при его движения обката (рис. 1). Деформирующий инструмент I выполнен в виде цилиндрического ролика, на периферии которого расположены клиновидные инденторы 2, вершины которых образуют замкнутую сетку гексагональной или иной формы. При обкате под нагрузкой инденторы инструмента внедряются в упрочняемую поверхность детали 3, образуя регулярный рельеф (гравюру) в виде чередующихся элементарных выступов с площадками 4 разделенными гексагональной сеткой каналов 5. Упрочнение поверхности осуществляется в процессе одновременного встречного тангенциального деформирования (всестороннего сжатия) выступов по гексагональному контуру боковыми поверхностями клиновидных инденторов. При этом в деформированных объемах элементарных выступов образуются остаточные напряжения сжатия, которые закрепляются наклепанным слоем металла 6 по боковым стенкам образованных каналов, при сохранении запаса пластичности в центральной части площадок контакта выступов с сопряженной поверхностью. Степень тангенциальной деформации выступов, уровень остаточных напряжений сжатия и наклепа боковых граней определяются величиной внешнего давления Р, глубиной внедрения инденторов h и углом заострения клина α.
Угол заострения клина и глубина внедрения индентора выбираются из условия отсутствия разрушения или скола рабочей поверхности элементарной площадки в процессе деформации при обкате. Экспериментально установлено, что оптимальными на пластичных сплавах и сталях являются: глубина внедрения клиновидного индентора h≤0,3 мм; угол заострения α=50-60°.
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СПОСОБА
Фрагментация структуры, создание необходимого уровня остаточных напряжений сжатия в поверхностном слое и наклепа на боковых гранях выступов рельефа обеспечиваются в процессе обработки инструментом, при обкате которого происходит одновременное всестороннее сжатие элементарных ячеек боковыми поверхностями клиньев инденторов при их внедрении в материал. Всестороннее сжатие достигается (рис. 2) при условии, когда длина дуги АВ контакта ролика с поверхностью превысит величину двух шагов рельефа, а коэффициент перекрытия будет k≥2:
К > АВ /t=(2nRarccos(1-h/R))/(180°(S+2htg(a/2)))^2, (1) где К – коэффициент перекрытия, АВ – длина дуги контакта накатного ролика с обрабатываемой поверхностью, t=S+2htg(α/2) – шаг регулярного рельефа, R – радиус накатного ролика, S – размер площадки элементарного выступа (рис. 1).
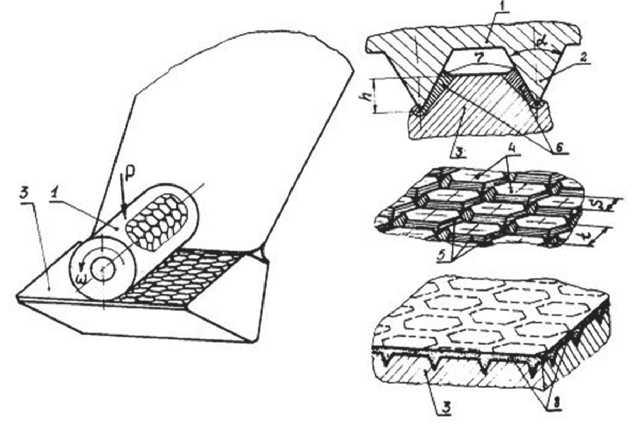
Рис. 1. Образование регулярного рельефа (гравюры) гексагональной структуры и нанесение твердого смазочного покрытия
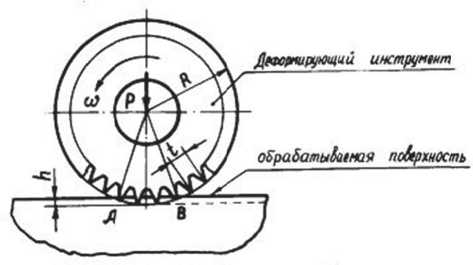
Рис. 2. Схема обкатки к обоснованию геометрических параметров деформирующего инструмента и рельефа
Из анализа выражения (1) следует, что оптимальными параметрами накатного ролика, при которых коэффициент перекрытия К≥2 являются: глубина внедрения инденторов h=0, I…0,3 мм; размер площадки гексагональной ячейки S= I, 5...2 мм; угол заострения клиньев а=60°; диаметр накатного ролика D=2R≥20 мм. Окончательно диаметр ролика (2) устанавливается из расчета размещения целого n числа ячеек по длине рабочей окружности:
D=nt/n=n(S+2htg(a/2))/n, (2)
Величина внешней нагрузки на деформирующий инструмент при его движении обката определяется с учетом допустимых напряжений смятия обрабатываемого материала по формуле (3):
P^F , (3) где [с.Д-допустимое напряжение смятия в кН/ мм2, F=2,3hL – площадь контактирования инденторов инструмента с обрабатываемой плоской поверхностью (рис. 1,2) при двукратном коэффициенте перекрытия [8] и a=600, L - длина накатного ролика в мм, принимается конструктивно. Расчетные величины внешних нагрузок необходимые для деформационного формоизменения рабочих поверхностей, например титанового сплава ВТ9 с [асм]= 0,435кН/мм2, в зависимости от геометрических параметров накатного инструмента приведены в таблице.
Важнейшими характеристиками поверхности с регулярным рельефом являются размеры и форма элементарной площадки, которые определяются из условия повышения сопротивления износу, контактной жесткости и снижения контурного давления, предотвращения схватывания.
Интенсивность схватывания и износа при фреттинге определяются скоростью протекания окислительных процессов и пассивации поверхностей элементарных площадок на выступах рельефа в контактном зазоре. Как показала практика лабораторных испытаний интенсивность схватывания и масштабы разрушения возрастают от периферии к центру площадки элементарного выступа, где концентрация, скорость диффузии окислителя и рост защитных пленок окислов, предотвращающих ювенильный контакт, понижены. Размер отдельной площадки на элементарном выступе определяется предварительно из расчета параметров окислительных процессов на контакте по известной [9] зависимости:
X Kp = ^D o Z o /((K i + К г )(1 — п^)) , (4) где Хкр – расстояние от кромки к центру элементарной площадки контакта, на котором концентрация окислителя упадет до концентрации диссоциации окисла; Dо – коэффициент диффузии кислорода; К1 и К2 – константы скорости реакции окисления первого и второго тела; п – относительная площадь касания; Zо – высота контактного зазора. При подстановке численных значений параметров титанового сплава ВТ9, контактирующего при фреттинге в одноимённой паре, Zo=40...100 . 10-6 м, п=0,01--Д1, Dо=10-12 м2/c, К1=К2=8,7 . 10-11 м/с в уравнение (4) получим Хкр=0,48...0,8 мм. То есть, оптимальной, с точки зрения протекания окислительных процессов и предотвращения схватывания на контакте, является протяженность элементарной площадки (S≈2х) в пределах 1...2 мм.
ЭКСПЕРИМЕНТАЛЬНОЕ ОБОСНОВАНИЕ ПАРАМЕТРОВ СПОСОБА
Обоснованность расчетных размеров, выбо-
Таблица. Величины нагрузок на деформирующий инструмент, кН
|
Длина ролика, мм |
Глубина внедрения инденторов h, мм |
||
|
0,1 |
0,2 |
0,3 |
|
|
1,5 |
0,15 |
0,3 |
0,45 |
|
2 |
0,2 |
0,4 |
0,6 |
|
3 |
0,3 |
0,6 |
0,9 |
|
4 |
0,4 |
0,8 |
1,2 |
|
12 |
1,2 |
2,4 |
3,6 |
|
16 |
1,6 |
3,2 |
4,8 |
|
18 |
1,8 |
3,6 |
5,4 |
ра рациональной формы контактных площадок подтверждена экспериментально на образцах с круглой, гексагональной, прямоугольной и ромбической формой элементарных ячеек площадью от 1 до 10 мм2 в режиме фреттинга с частотой f=310 Гц, амплитудой осцилляции А=0,015 мм, нагрузкой статической q ст =7 МПа, динамической qдин=3 МПа.
Количество и интенсивность очагов микросхватывания наблюдалось в оптическом микроскопе после наработки на износ в течение 18 ч.
Наименьшее количество узлов схватывания наблюдается на образцах с гексагональной формой ячеек при уменьшении протяженности элементарной площадки до 1 мм. Гексагональная форма оказывается также наиболее эффективной по плотности упаковки ячеек на рабочей поверхности и прочности угловых участков элементарных площадок. Однако с уменьшением протяженности элементарной площадки до 1 мм линейный износ возрастает ( рис. 3), что, очевидно, вызвано ослаблением поперечного сечения выступов. Износ возрастает также при увеличении протяженности площадок свыше 2 мм, что связано, очевидно, с затруднением окислительных процессов, предотвращающих схватывание на контакте. Наибольшее сопротивление износу показывают группы образцов с размером элементарной площадки 1,5...2 мм. На основание результатов расчетов и экспериментальных данных для титановых сплавов BT9, ВТ3-1 и других пластичных конструкционных материалов приняты, как оптимальные, следующие параметры поверхностей с регулярным рельефом: форма элементарной ячейки – гексагональная, размер ячейки регулярного рельефа S = 1,5...2 мм, угол профиля канавок α=60° , глубина канавок h =0,1…0,3мм.
Важным элементом УДФ, влияющим на образование и разрушение вторичных структур, теплонапряженность, антифрикционность и активность коррозионных и адгезионных процессов является последующее нанесение на регуляризованные поверхности трения ( рис. 1) твердых смазочных 8 или металлических, с низким модулем упругости, покрытий [6], а также диффузионное насыщение активированных деформацией поверхностей углеродом, азотом, фтором и др. в процессе химико-термической обработки (ХТО). Эффективность способа УДФ и его модификаций исследована и подтверждена экспериментально в лабораторных и производственных условиях на замковых соединениях и бандажных полках титановых лопаток турбокомпрессоров, в шарнирах шасси самолетов, на чугунных направляющих скольжения металлодвижущих станков и др. [8, 10]
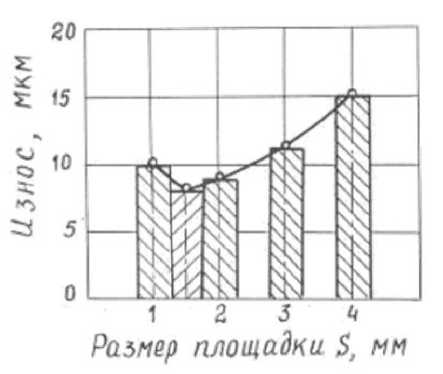
Рис. 3. Зависимость износа от размера элементарной площадки гексагонального рельефа
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯДЕФОРМИРУЮЩЕГО ИНСТРУМЕНТА
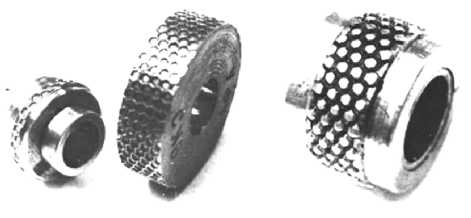
Отработано два варианта технологии изготовления деформирующего инструмента из стали ШХ15 в виде многорядного (рис. 4,а) накатного ролика. Технология изготовления ролика, например, с размером гексагональной площадки S = 2 мм по первому варианту включает следующую последовательность основных операций: подготовительная; токарная; сверлильная- сверление на периферии ролика в шахматном порядке отверстий диаметром 1 мм сверлом центровочным на глубину 2,13 мм, выдерживая перемычки 0,2 ± 0,05 мм между наибольшими Ø1,8 мм отверстиями развернутой под углом 600 фаски; вальцовка – дорнование конических отверстий заостренным под углом 600 шестигранным дорном, выдерживая перемычки по периметру шестигранной ячейки не более 0,05 мм, глубина образующихся при этом впадин составляет 0,5-0,7 мм; термическая – термообработка включает нагрев ролика в электропечи в отработанном древесном угле до температуры 11230 К, закалку в масле в течение 20...25 мин. , отпуск в течение одного часа при температуре 433...4430 К до HRC 58...60; шлифовальная – ролик шлифуется до образования перемычек между гранями соседних ячеек не более 0,1 мм.
Описанная технология малопроизводительна и требует высокой квалификации рабочего. Для устранения этих недостатков предложен второй вариант технологии изготовления рабочих роликов. Во втором варианте технологии применен метод холодной накатки с использованием универсального токарного оборудования. Сущность метода состоит в том, что ролик, изготовленный по первому варианту технологии ( мастер – ролик, рис. 4,а), используется как инструмент для накатки на заготовке такого же
a
б
Рис. 4. Деформирующий инструмент (накатной ролик):
а – мастер-ролик или рабочий ролик, б – контр-ролик диаметра обратного ролика ( контр – ролика, рис. 4,б), который после термообработки – закалки в соляной ванне, отпуска до HRC 58-60 и последующего шлифования служит для холодной накатки рабочих роликов ( рис.4,а). Инденторы рабочего ролика образованного методом холодной накатки могут быть дополнительно прокалиброваны дорнованием. После закалки в соляной ванне, отпуска до HRC 58...60 и шлифования рабочие ролики используются для упрочняющего деформационного формоизменения поверхностей трения деталей, то есть в качестве мастер – роликов
При практической реализации метода холодной накатки роликов инструмент ( мастер – ролик или контр – ролик) устанавливается в динамометрической оправке, которая закрепляется в резцодержателе токарного станка. Усилие накатки обеспечивается поперечной подачей суппорта станка и контролируется динамометром, либо по лимбу. Накатка начинается после касания поверхностей инструмента и заготовки, без перекосов в горизонтальной плоскости, с натягом по лимбу - 2 мм. Затем, при поперечной подаче суппорта, натяг плавно увеличивается без остановки станка до полного формирования рабочих ячеек по боковым граням и дну рельефа.
Контроль глубины внедрения индентеров, перемычек и качества окончательной обработки поверхностей инструмента (ролика) производится без снятия заготовки визуально при помощи лупы Бринелля и индикаторной головки.
Смазочно – охлаждающая жидкость-масло индустриальное И–20 или И–20А.
ЗАКЛЮЧЕНИЕ
На основание сформулированных основных требований к свойствам и технологии обработки поверхностей трения, повышающей их фреттингостойкость, предложен способ УДФ совмещенный с нанесением покрытий на формоизмененные поверхности и инструмент для их упрочняющего деформационного формоизменения. Обоснованы и оценены рабочие параметры деформирующего инструмента и образуемого на поверхностях трения регулярного рельефа. Предложены технологические процессы изготовления деформирующего инструмента и отделочно – упрочняющей обработки рабочих поверхностей деталей машин. Способ и инструмент расширят номенклатурный ряд средств повышения фреттингостойкости (износостойкости) поверхностей трения методами поверхностной пластической деформации (ППД).
Список литературы Обоснование параметров инструмента и технологии упрочняющего деформационного формоизменения поверхностей трения
- Опыт эксплуатации ГТД большого ресурса с бандажированными рабочими лопатками турбины / А.А. Мухин, А.А. Ковалев, А.Н. Ведин, А.А. Симаков //Проблемы прочности. 1978. № 5. С. 18-21.
- Износостойкость бандажных полок лопаток компрессора и турбины / И.Г. Сипухин, Д.С Еланевский, Р.С. Бекбулатов, Н.Г. Гаврилов. Киев: Наукова думка, 1979. С. 122-126.
- Голего Н.Л., Алябьев А.Я., Шевеля В.В. Фреттинг-коррозия металлов. Киев: Техника, 1974. 272 с.
- Ковшов А.Г. Рентгенографическая и электронографическая оценка структурных и активационных параметров модели изнашивания поверхностей трения // Известия Самарского научного центра Российской академии наук. 2016. Т.18. № 4(2). С.352-356.
- Ковшов А.Г. Расчетно-экспериментальная идентификация активационных параметров модели изнашивания поверхностей трения // Известия Самарского научного центра Российской академии наук. 2016. Т.18. № 4(2). С. 341-346.
- Способ нанесения твердых смазочных покрытий на поверхности трения./ А.С. 775502(СССР), (КПТИ: Авт. изобрет. Ю.М. Агошков, В.И. Алексеев, Д.Г. Громаковский, А.Г. Ковшов и др. Опубл. в Б.И. №40, 1980.
- Деформирующий инструмент для упрочнения поверхностного слоя деталей./ А.С. 645824(СССР), КПТИ: Авт. изобрет. С.М. Андион, Д.Г. Громаковский, А.Г. Ковшов и др. Опубл. в Б.И. № 5, 1979.
- Костин В.А. Технологическое обеспечение эксплуатационных свойств прямолинейных направляющих скольжения из чугуна: дис. … канд. техн. наук. Брянск, 1980. 215 с.
- Александров М.П., Дедков А.К. Условие физического моделирования процесса окислительного изнашивания металлических твердых тел в режиме стационарного трения // В кн.: Моделирование трения и износа в машинах: тезисы докл. М.: 1976. С. 37-40.
- Громаковский Д.Г. Повышение износостойкости узлов трения упрочняющим деформационным формоизменением контактирующих поверхностей // Вестник машиностроения. 1983. № 5.
