Обработка деталей с различным наружным профилем угшотненным шлифовальным материалом

Автор: Скрябин Владимир Александрович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технические науки
Статья в выпуске: 3, 2016 года.
Бесплатный доступ
Введение. В статье приведены особенности обработки различных поверхностей деталей незакрепленным шлифовальным материалом. Высокая эффективность финишной обработки деталей типа тел вращения со сложным профилем может быть достигнута с помощью незакрепленного шлифовального материала, уплотненного в камере статическим давлением сжатого воздуха через эластичную оболочку. Исследования качества обработки деталей типа дисков и кулачков осуществлялись на экспериментальной установке. Материалы и методы. Обрабатываемые детали базировались и закреплялись на специальной оправке с эксцентриситетом в шпинделе установки, спроектированной на базе вертикального или радиально-сверлильного станка. При этом с целью повышения качественных показателей обрабатываемой поверхности детали камера совершала возвратно-поступательные движения с определенной скоростью и амплитудой. Одной из основных динамических характеристик процесса обработки деталей в уплотненной обрабатывающей среде является давление среды на поверхности детали посредством эластичной оболочки. Оно определяет характер протекания абразивного воздействия, поэтому исследование динамических характеристик метода обработки начинают с определения давления абразивной среды на деталь. Необходимо отметить, что для решения поставленной задачи в первом приближении были применены уравнения теории упругости. Это связано в первую очередь со спецификой свойств зернистых сред, которые при всестороннем сжатии ведут себя как упругодеформируемые твердые тела. Результаты исследования. При расчетах величин давлений уплотненной абразивной среды автор исходил из условий, что данная среда находится в состоянии предельного равновесия. В статье приведены математические модели определения давления уплотненной абразивной среды на поверхность обрабатываемой детали и скорости резания; представлены схемные решения методов обработки и результаты практической реализации финишной обработки с целью достижения заданной величины шероховатости обрабатываемых поверхностей; приведены точностные параметры поверхностей деталей, обработанных незакрепленным шлифовальным материалом. Обсуждение и заключения. Выполненные исследования показали, что при обработке деталей с планетарным вращением стабильное протекание процесса полирования обеспечивается при условии, что участок поверхности детали с отклонением от круглости имеет возможность контактировать с уплотненной абразивной средой минимум в течение времени, необходимого для полного поворота вокруг центральной оси ротора. За это время уплотненная абразивная среда успевает среагировать на изменение формы профиля детали.
Детали с различным профилем, незакрегшенный шлифовальный материал, методы обработки, шероховатость поверхностей деталей, давление уплотненной абразивной среды, скорость резания, уплотненная абразивная среда, полирование
Короткий адрес: https://sciup.org/14720215
IDR: 14720215 | УДК: 621.81:681.7.042 | DOI: 10.15507/0236-2910.026.201603.292-311
Treatment of details with different outward profile by close-settled polishing material
Introduction. The article deals with the treatment of different surfaces of details by unsupported polishing material. High efficiency of finish treatment of rotating body type details with difficult profile can be attained by treatment of details unsupported polishing material close-settled in a chamber static pressure of the compressed air through an elastic shell. The study of treatment quality of disks and fists was conducted in the experimental installation. Materials and Methods. The workpieces were installed in a special frame with eccentricity in the spindle setup on the basis of the vertical or radial drilling machine. The camera reciprocating movement at a certain speed and amplitude. One of the main characteristics of the dynamic of processing pieces in the sealed environment is the fluid pressure on the workpiece surface by the elastic membrane. To solve the problem of elasticity equations were used in the first approximation. Results. The author came from terms at the calculations that an abrasive environment is able limit equilibrium. The mathematical models are driven on determination of pressure of close-settled abrasive environment on a surface processed of details and cutting speeds. The schematics of methods of treatment and results of practical realization of finish treatment are presented with the purpose of achievements of the set size of roughness of the processed surfaces. Discussion and Conclusions. The research have shown that the processing of parts rotating with planetary polishing process stable flow is provided under the condition that a portion of the workpiece surface deviation from circularity is able to communicate with the densified abrasive medium at least during the time necessary for a complete rotation about a central axis of the rotor. During this time the compacted abrasive media has time to react to the changing shape of the part profile.
Текст научной статьи Обработка деталей с различным наружным профилем угшотненным шлифовальным материалом
TREATMENT OF DETAILS WITH DIFFERENT
OUTWARD PROFILE BY CLOSE-SETTLED
POLISHING MATERIAL
Penza State University (Penza, Russia)
Introduction. The article deals with the treatment of different surfaces of details by unsupported polishing material. High efficiency of finish treatment of rotating body type details with difficult profile can be attained by treatment of details unsupported polishing material close-settled in a chamber static pressure of the compressed air through an elastic shell. The study of treatment quality of disks and fists was conducted in the experimental installation.
Materials and Methods. The workpieces were installed in a special frame with eccentricity in the spindle setup on the basis of the vertical or radial drilling machine. The camera reciprocating movement at a certain speed and amplitude. One of the main characteristics of the dynamic of processing pieces in the sealed environment is the fluid pressure on the workpiece surface by the elastic membrane. To solve the problem of elasticity equations were used in the first approximation.
Results. The author came from terms at the calculations that an abrasive environment is able limit equilibrium. The mathematical models are driven on determination of pressure of close-settled abrasive environment on a surface processed of details and cutting speeds. The schematics of methods of treatment and results of practical realization of finish treatment are presented with the purpose of achievements of the set size of roughness of the processed surfaces.
Discussion and Conclusions. The research have shown that the processing of parts rotating with planetary polishing process stable flow is provided under the condition that a portion of the workpiece surface deviation from circularity is able to communicate with the densified abrasive medium at least during the time necessary for a complete rotation about a central axis of the rotor. During this time the compacted abrasive media has time to react to the changing shape of the part profile.
Высокая эффективность финишной обработки деталей типа тел вращения с различным профилем может быть достигнута незакрепленным абразивным материалом, уплотненным в камере статическим давлением сжатого воздуха через эластичную оболочку [1–5].
Установлено, что большое влияние на производительность и качество финишной операции оказывает кинематика относительного движения эксцентричной оправки с деталью относительно неподвижной абразивной обрабатывающей среды, а также площадь их контактирования.
Материалы и методы
Исследования производительности и качества обработки деталей типа дисков и кулачков осуществлялись на экспериментальной установке, схема которой и общий вид показаны на рис. 1–2 соответственно [3; 6].
Установка закреплена на столе вертикально-сверлильного или радиальносверлильного станка и соединена с его шпинделем. Работа такого устройства осуществляется следующим образом. Обрабатываемую деталь 2 закрепляют на оправке 3, которая устанавливается на вал ротора 10. Перемещение оси оправки относительно оси ротора обеспечивается шарнирным поводком 9 с шариками 8. Ротор помещают в камеру 7 с эластичными стенками 6, заполненную абразивной средой 5, и сообщают ему вращение со скоростью го = V / (E + R). Максимальная величина угловой скорости – 10 рад/с. В кольцевую полость камеры 4 подают воздух под давлением, в результате чего среда 5 уплотняется и точно копирует форму профиля погруженной в нее детали. Камере 7 посредством зубчатой передачи 1 сообщается вращательное движение от приводного вала 11. При этом она совершает возвратно-поступательное движение вдоль оси вращения, перемещаясь относительно неподвижных кулачков 13, входящих в зацепление с кулачковой прорезью 14 камеры. Для уменьшения нагрузки на кулачки служит демпфирующая пружина 12.
Время выравнивания давления (заполнения возникшего зазора между поверхностью детали и абразивной средой) зависит от инерционности среды. Для эффективной обработки всего контура, имеющего отклонение от круглости, требуется обеспечить равномерную интенсивность воздействия на все его точки. Для этого необходимо определить эксцентриситет Е оси оправки относительно оси ротора. Эксцентриситет определяется следующим образом:
E = 0,5 D – r , (1)
где D – диаметр описанной окружности детали, м·10-3; r – радиус смещения, м·10-3 (рис. 1).
Необходимо отметить, что угловую скорость выбирают в зависимости от твердости материала детали. Однако при высокой угловой скорости вращения детали этого недостаточно, чтобы гарантировать равномерность обработки всего контура. В этом случае на качество обработки начинает оказывать влияние даже незначительное отклонение контура от круглости, а инерционность абразивной среды не позволяет уменьшить время выравнивания давления до определенной величины.
Для обеспечения непрерывности контакта поверхности детали с абразивной средой предлагается крепить деталь на роторе посредством эксцентричной оправки, самоустанавливаю-щейся под воздействием сил резания. Конструкция такой оправки приведена на рис. 2.
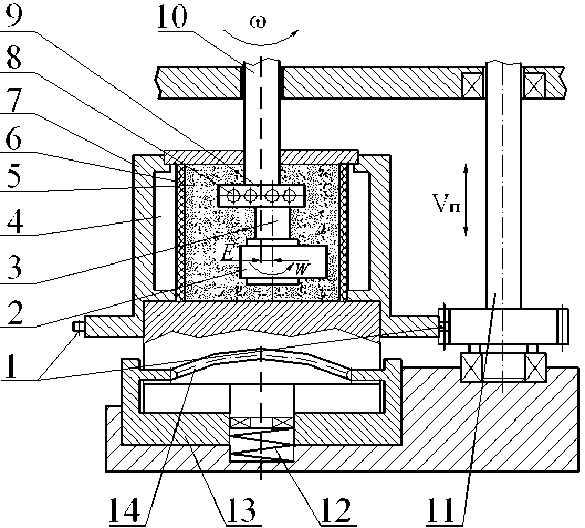
Р и с. 1. Схема установки, реализующей способ обработки
F i g. 1. Chart of setting, realizing the method of treatment
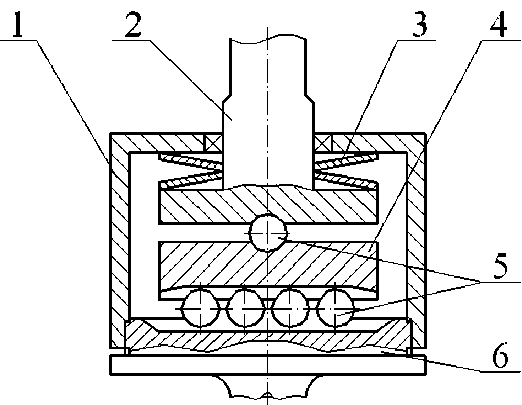
Р и с. 2. Конструкция самоустанавливающейся оправки F i g. 2. Construction of the self-aligning mounting
В корпусе 1 данной конструкции монтируется хвостовик 2 с тарельчатыми пружинами 3 . В пазах поводка 4 оправки установлены два ряда шариков 5 перпендикулярно друг другу, которые входят в пазы оправки, на которой крепится деталь. Такая конструкция обеспечивает перемещение оси оправки относительно оси ротора и контакт поверхности детали с абразивной средой 6 .
Необходимо отметить, что процесс обработки протекает стабильно при условии непрерывного контактирования абразивной среды и участка контура с отклонением от круглости в течение времени, которое необходимо для оборота вокруг собственной оси ротора с деталями (или большего времени). Эксперименты с использованием деталей с различным профилем (типа кулачков) свидетельствуют, что ударный характер взаимодействия поверхности кулачка и уплотненной абразивной среды не проявляется при ограничении угловой скорости ротора в пределах 10 рад/с, скорости возвратно-поступательного движения относительно оси вращения детали V п = (0,1–0,5)·10-3 м/с и применении самоустанавливающейся эксцентриковой оправки [7–8].
Изменение величины подводимого давления сжатого воздуха осуществлялось редукционным пневмоклапаном 122-12-У4 ГОСТ 18468-79; регистрация давления – манометром МВТП-Сд-100-ОМ-2 ГОСТ 12733-79 с ценой деления 0,005 МПа.
Описанная выше экспериментальная установка позволяет обрабатывать широкую номенклатуру деталей начиная от дисков и кулачков до плоских деталей при соответствующей модернизации установки. Образцы деталей для исследования производительности и шероховатости обработки приведены на рис. 3–4. Образцы изготавливались из стали 12ХНМА и 18Х2Н4МА с твердостью 57–63 HRC и исходной шероховатостью поверхности Ra = 0,6–0,8 мкм.
В качестве абразивных сред использовались порошки электрокорунда марки 14А различной зернистости с объемной влажностью 20 %. Жидкой составляющей среды служил 2%-ный водный раствор тринатрийфосфата.
Производительность обработки оценивалась по величине массового съема металла с единицы площади обрабатываемой поверхности и измерялась путем сравнения массы детали до и после обработки.
Взвешивание образцов производилось на микроаналитических весах АДВ-200М с точностью до 0,0001 г.
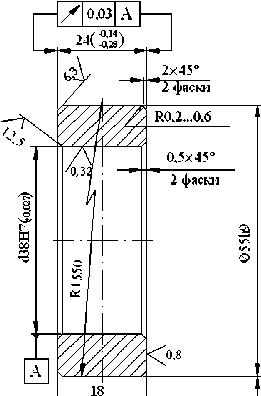
Р и с. 3. Ролик механизма газораспределения дизеля
F i g. 3. Roller of mechanism of valve control of diesel
Измерение высоты неровностей поверхности производилось по параметру Ra на профилометре модели 283 завода «Калибр».
Исследование производительности и шероховатости обработки осуществлялось с использованием методики многофакторного планирования эксперимента. На рис. 5 приведена схема определения эксцентриситета E .
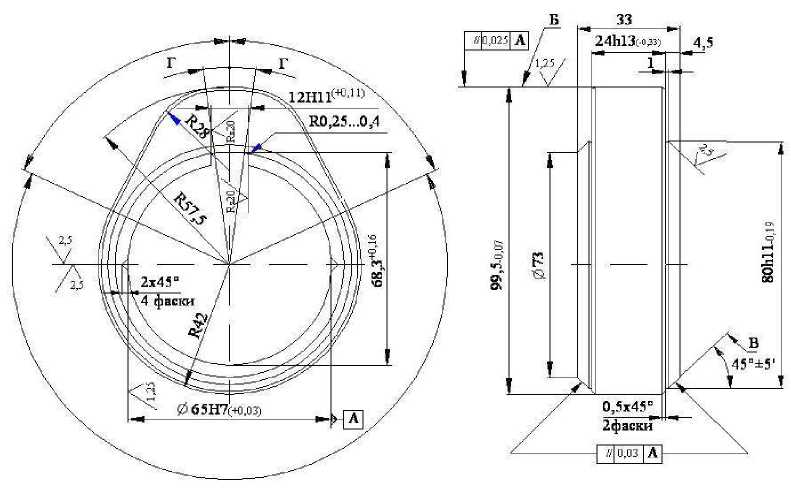
Р и с. 4. Опытный образец детали (кулачок распредвала дизеля 1-517ПДГ.92.15), использованный при проведении исследований
F i g. 4. Pre-production model of detail (fists of распредвала of дизеля 1-517ПДГ.92.15), taken during realization of researches
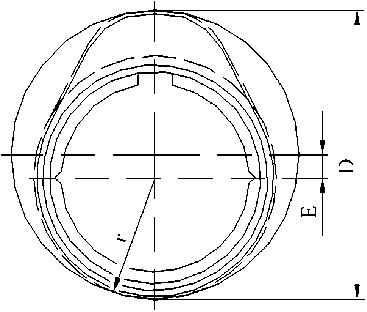
Р и с. 5. Схема определения эксцентриситета оси оправки относительно оси ротора
F i g. 5. Chart for determination of excentricity of axis of mounting in relation to the axis of rotor
Предлагаемое устройство для полирования деталей камерным способом состоит из камеры, блока подготовки воздуха, шпинделя и эксцентричной оправки (рис. 6). Для обеспечения работы устройства требуется источник сжатого воздуха с давлением не ниже 0,2 МПа.
Камера, через пневмораспределитель соединенная с блоком подготовки воздуха, устанавливается на столе вертикально-сверлильного станка и крепится болтами. Блок подготовки воздуха включает в себя вентиль муфтовый РУ16ДУ ГОСТ 9086-74, клапан 122-12 ГОСТ 18468-79, манометр МТ-1Ф60-10-74 ГОСТ 862877, фильтр влагоотделитель 22-10-80
ГОСТ 17437-81, обратный клапан 10-2-УХЛ4 ГОСТ 21324-83. Данный блок монтируется на корпусе станка в месте, удобном для обслуживания, и соединяется с источником сжатого воздуха.

Р и с. 6. Общий вид варианта промышленной установки для полирования деталей предлагаемым камерным способом в уплотненной обрабатывающей среде
F i g. 6. General view of variant of the industrial setting for polishing of details the offered vitrol-chamber in a close-settled processing environment
-
1. Класс точности станка – Н
-
2. Объем рабочей камеры, л: 2,5; 4,5; 7,0
-
3. Объем контейнера для сбора наполнителя, л: 2,5; 4,5; 7,0
-
4. Наибольшая масса обрабатываемых деталей, кг – 5,0
-
5. Суммарная масса обрабатываемых деталей, не более, кг – 5,0
-
6. Длина обрабатываемой детали, мм – наибольшая, 400
-
7. Диаметр цилиндрических деталей, не более, мм – 300
-
8. Частота вращения ротора, мин-1: 68, 100, 140, 195, 275,400, 530, 750, 1 100
-
9. Давление воздуха в сети, Мпа – 0,4–0,6
-
10. Количество одновременно обрабатываемых деталей, шт. – 1–80
-
11. Потребляемая мощность, кВт – 1,5–3
-
12. Род тока – трехфазный, переменный
-
13. Напряжение, В – 380
-
14. Масса установки, кг – 25
-
15. Машинное время обработки, мин – 1–5
-
16. Габаритные размеры, мм – 415×300×670
При эксплуатации установок подобного типа перед началом работы необходимо проверить надежность крепления камеры на столе станка, после чего приготовить рабочую смесь и засыпать ее внутрь камеры, очистить оправку от загрязнений, установить и закрепить на ней деталь. В дальнейшем нужно опустить шпиндель станка вниз до упора и зажать верхнюю крышку специальными поворотными рычагами. После этого следует установить с помощью клапана 122-12 ГОСТ 18468-79 и манометра МТ-1 (Ф-60-10-4) ГОСТ 8628-77 требуемую величину давления воздуха, подводимого к эластичной стенке камеры и частоту вращения шпинделя. Установка давления воздуха и частоты вращения шпинделя производится перед началом каждой
MORDOVIA UNIVERSITY BULLETIN wl рабочей смены. После этого необходимо включить привод станка и произвести обработку деталей.
По окончании цикла обработки нужно отключить подачу воздуха, выключить вращение шпинделя станка, открыть крышку и освободить деталь. Следует отметить, что отсчет времени обработки выполняется специальным реле времени.
Замена рабочей среды производится после сильного ее истирания или загрязнения. Для этого необходимо выдвинуть отсекатель, освободить окно в нижней части рабочей емкости и протолкнуть рабочую среду в выдвижной ящик, находящийся под камерой. После этого отсекатель задвигается и производится новая загрузка рабочей среды в камеру установки.
Результаты исследования
Проведенные экспериментальные исследования показывают, что на качество формируемой поверхности детали при камерной обработке оказывают влияние в основном следующие параметры: давление воздуха, прикладываемое к эластичной оболочке, зернистость абразивного материала, твердость детали, соотношение диаметральных размеров детали и эластичной оболочки при обработке.
Уплотненный абразивный слой обладает определенной инерционностью. При взаимодействии с поверхностью детали типа кулачка в первую очередь обрабатываются участки поверхности максимального диаметра, а участки поверхности минимального диаметра – настолько, насколько позволяет инерционность уплотненной обрабатывающей среды. Исходя из того что основное абразивное воздействие на деталь оказывается уплотненной обрабатывающей средой, для обеспечения всесторонней обработки поверхности необходимо при ее вращении осуществлять разрушение уплотненного абразивного слоя относительно контура детали.
Одной из основных динамических характеристик процесса обработки деталей в уплотненной обрабатывающей среде является давление среды на поверхности детали посредством эластичной оболочки. Оно определяет характер протекания абразивного воздействия, поэтому исследование динамических характеристик метода обработки необходимо начинать с определения давления абразивной среды на деталь.
Необходимо отметить, что для решения поставленной задачи в первом приближении могут быть применены уравнения теории упругости [9]. Это связано в первую очередь со спецификой свойств зернистых сред, которые при всестороннем сжатии ведут себя как упругодеформируемые твердые тела.
При расчетах величин давлений уплотненной абразивной среды следует исходить из условия, что абразивная среда находится в состоянии предельного равновесия [10].
Для прогнозирования качества камерной обработки в среде незакрепленного абразива важное значение имеет распределение давления по поверхности контакта детали с обрабатывающей средой. Считая деталь недеформиру-емым телом, на поверхности ее контакта с абразивной средой справедливо следующее соотношение [11]:
q=k ∙ p , (1)
где p и q – нормальное и касательное давление, действующее на обрабатывающую среду соответственно; k – коэффициент трения скольжения между поверхностью детали и обрабатывающей средой, принимаемый во всех точках контакта постоянным.
На элементы поверхности детали действуют нормальная Р0 и сдвигающая Q0 силы, которые связаны между собой отношением Q0 = k ∙ P0 .
Определим распределение давления по поверхности контакта для уравнений равновесия:
дXX 8Xy‘
+ -
5x aу I дXp a Y| y- + дx ду где Xxp – нормальная компонента напряжения, действующего на площадку, которая перпендикулярна к оси ОХ; Xyp – касательная компонента напряжения, действующего на площадку, которая перпендикулярна к оси ОY; Yyp – нормальная компонента напряжения, действующего на площадку, которая перпендикулярна к оси OY (рис. 7).
Р и с. 7. Распределение давления по поверхности контакта
F i g. 7. Distribution of pressure on the surface of contact
В уравнениях равновесия отсутствуют компоненты объемных сил, которые должны учитываться при обработке уплотненной средой. Однако от данных сил зависит только абсолютная величина давления абразива на поверхность детали, но не характер распределения. Именно поэтому в данном случае используются уравнения равновесия вида, в которых компоненты объемных сил равны нулю.
Зависимость для определения функции Ф( Z ), характеризующей плоское напряженное состояние обрабатывающей среды, имеет следующий вид:
филя (в зависимости от переменной t )
можно получить путем замены дуги окружности дугой параболы, которая
имеет ту же кривизну в вершине:
ф( Z )=
2 ^ ( 1 + ik ) exp ( n i a ) cos ( na ) n ( ae + 1 )( Z - a ) 2 + a ( b - Z ) 2 - a
X
2 f (t ) = — 2R
.
X b ( t - a ) 2 + a ( b - t ) 2 — a f ( t ) dt +
J t + Z
a
Разложив в биноминальный ряд 1 1 _ выражение (Z - a)2+“ (b - Z )2 a, при больших по модулю Z получим:
P 0 ( 1 + ik ) exp ( n i a )
2 n ( Z - a ) 2 + a ( b - Z ) 2 - a ’
( Z - a ) 2 + “ ( b - Z ) 2 - a =
Z 2
-
где f(t) – функция, определяющая профиль детали, а именно: у = f(t) – уравнение этого профиля; Z – комплексное переменное число; t – абсцисса точки оси ОХ на поверхности контакта детали с абразивным слоем; ab – дуга контакта поверхности детали с обрабатывающей средой; Р – нормальная сила, приложенная к детали на единице ее длины;
a = (Urn )arctg [ k ( ae - 1 )/( ae + 1 ) ] ;
= - i <
-
(i, Y J i a + а + b - а
1 2 J 1 2
2 ) ( a - Ь ) 2
J 2
+ о ( V Z ) ,
1 +
где O(1/Z) – величина |O ( 1 Z ) < ( sjZ ) . Здесь e зависит лишь от |Z| и стремится к нулю при |Z| , стремящейся к бесконечности.
С учетом этого уравнения значение определенного интеграла в формуле (4) примет следующий вид:
ae = (X + 3 ц)/(X + ц) = 3 - v, где λ, µ – постоянные Ламе, которые связаны с модулем упругости Е (модулем Юнга) и коэффициентом Пуассона N следующими соотношениями:
E = ц ( 3 X + 2 ц )/( X + ц ) ;
v = ^ [ 2 ( X + ц ) ] .
Если деталь представляет собой цилиндр радиуса R, уравнение ее про-
b
I
a
= n i <
( t - a )2 ( b - 1 )2 f ( t ) 4t t - Z
Z ( Z - a ) 2 - “ ( b - Z ) 2 - a +
+ а
X
fl а ( a - b ) 2 11
x Z -I - - а 2 l(Ml . (6)
1 2 J 2 Jj
Используя уравнение (5), перепишем функцию (2):
Ф( Z) =< ■ ik )expna 'х
2 п (ae + 1)( Z- a )2 + ± ( b - Z )2 - ± R
х1 P 0 R ( ж + 1 ) - 4 пц cos( na ) 1 Z 2 -
f 1
+ b - a
Z_ f 1_a2 ) ( a " Ь a
1 4 ) 1
+
+ а
+
2 ^ ( 1 + ik ) exp ( n i a ) cos ( па ) Zi
R (ж +1)
+
. (7)
Распределение давления по поверхности контакта детали с обрабатывающей средой можно определить с помощью формулы Сохоцкого-Племеля:
P (t ) =
Ф+( t )-Ф-( t)
( 1 + ik )
где Ф+ (t) и Ф- (t) – пределы функции Ф( Z) при Z , стремящейся к t слева и справа соответственно. Они связаны между собой следующей зависимостью:
ф—(t) = fо (t)-ф+(t), где
4 i ^ ( 1 + ik ) exp ( n i a ) cos ( na ) t R ( ж +
f о ( t )
На основе уравнений (5–6) зависимость, действительная часть которой определяет формулу для распределения давления по поверхности контакта детали с обрабатывающей средой, примет следующий вид:
P (t ) =
cos ( na ) P 0 R ( ж + 1 ) - 4 лц cos ( па )
n R ( ж + 1 ) ( t — a ) 2 + a ( b — t ) 2 - a
t 2
-
-
a I — + a
-
x
a
I 1 + b I - a
( a - b ) 2
t
-
.
( t - a ) 2 + a ( b - 1 ) 2
Для контакта детали с обрабатывающей средой ab = 2 n R , где R - радиус обрабатываемой детали. В случае равенства координат начальной a и конечной b точки дуги контакта справедливо равенство:
P (t)
cos ( na ) P 0 R ( ж + 1 ) - 4 nu cos ( na )
n R ( ж + 1)X ( t - a ) 2 + a ( b - 1 ) 2 - a
t
( t - a ) 2 + a ( b - 1 ) 2
Таким образом, используя формулу (10), можно прогнозировать распределение давления по поверхности контакта детали с обрабатывающей средой.
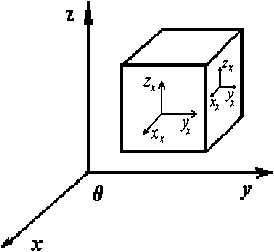
При исследовании напряжения в деталях типа колец, дисков, криволинейных стержней узкого прямоугольного поперечного сечения удобно использовать полярные координаты, которые определяются углом θ, радиус-вектором r и некоторой осью ОХ, фиксированной в рассматриваемой плоскости (рис. 8) [12–14].
Рассмотрим равновесие малого элемента 1 2 3 4 , вырезанного из пластинки радиальным сечением 04 , 02 , нормальными к пластинке, и двумя цилиндрическими поверхностями 3 , 1 , также нормальными к плоскости пластинки.
При этом считаем, что каждый символ представляет напряжение в точке r , θ, которая находится в центре элемента точки Р. С учетом изменения напряжения его значения в центре сторон 1 , 2 , 3 , 4 не будут в точности равны σr, σθ, τrθ, и их можно обозначить (σr)1 и т. д., как показано на рис. 8. Радиусы сторон 3 , 1 обозначим r 3 и r 1 соответственно.
Усилие, действующее в радиальном направлении по стороне 1 , равно (σr)1 ∙ r 1 ∙ d θ, что можно записать также в виде (σr ∙ r )1 ∙ d θ; усилие,
действующее в радиальном направлении по стороне 3 , - (o r - r ) 3 - d 6. Компонента нормального усилия, действующего по стороне 2 вдоль радиуса, проходящего через точку P , равна (σθ)2∙( r 1 - r 2)∙sin( d θ/2), или
(σθ)2∙ dr ∙( d θ/2); соответствующая компонента усилия, действующего по стороне 4 , равна (σθ)4∙ dr ∙ ( d θ/2). Касательные усилия на сторонах 2 и 4 определяются следующим образом: [(τ rθ ) 2 -(τ rθ ) 4 ]∙ dr [14].
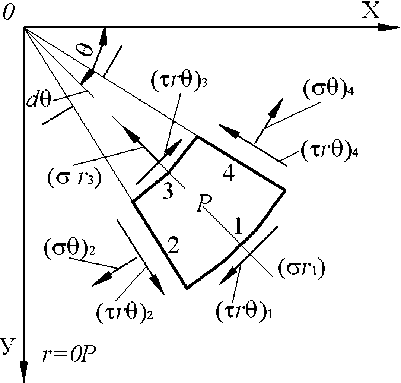
Р и с. 8. Система полярных координат при равновесии малого элемента обрабатывающей уплотненной среды ( а г - нормальная компонента напряжения в радиальном направлении; а 0 - в окружном направлении; т г 0 - касательная компонента)
F i g. 8. System of arctic coordinates at the equilibrium of small element of processing close-settled environment ( о - normal stress component in the radial direction; a 0 - in the circumferential direction; т г 0 - tangential component)
Предположим, кроме того, что объемная сила имеет в радиальном направлении компоненту R . Проектируя все силы на радиальное направление, получим уравнение равновесия в следующем виде:
(or- r )]- d 6 - (or- r ) 3 - d 6-(o6) 2 - dr •( d 6/2)-
(σθ)4∙ dr ∙( d θ/2)+[(τrθ)2-
(τrθ)4]∙ dr + R∙r∙d θ∙ dr = 0.
После деления на dr ∙ d θ это уравнение имеет вид:
[(o/ rV0/ rW7 dr -1/2[(o6)2-
(σθ)4]+[(τrθ)2-(τrθ)4]/dθ + R∙r = 0. (11)
Если размеры элемента уменьшаются и в пределе становятся равными нулю, первый член уравнения в пределе обращается в d (o/ r )/ dr , второй становится равным o6, третий - d тг6/ d θ. Проецируя все силы на окружное направление, получим второе уравнение. Окончательно эти два уравнения равновесия имеют вид:
d o r / dr +(1/ r )•( d Tr6/ d 6)+(or-o6)/ r + R = 0;
(1/ r )•( d o6/ d 6)+ d Tr6/ dr +2тг6/ r + S = 0, (12)
где S – компонента объемной силы в кольцевом направлении (в сторону увеличения θ).
С определенными допущениями можно считать, что аналогичное упру- гое состояние присутствует при всестороннем сжатии обрабатывающей среды при камерном методе обработки. Если объемные силы (силы инерции) равны нулю, что характерно для камерного полирования поверхностей деталей, то согласно уравнениям (10), получим зависимости для определения компонент напряжений в частных производных [14]:
a r = (1/ r )•( d ф/d r ) + (1/ r 2)< d 2 ф/ d 62),
σθ = d 2ϕ/ dr 2,
Tr6 = (1/ r2)"( d ф/ d 6)-(1/ r )•( d 2 ф/( drId 6) =
= - ( dIdr )^[(1/ r )•( d ф/ d 6)], (13)
где ϕ – функция напряжений, зависящая от r и θ.
Функция напряжений должна удовлетворять следующему дифференциальному уравнению:
[ d 21 dr 2+(1/ r )•( d/dr )+(1/ r 2H d 21
d θ2)]∙[ d 2ϕ/ dr 2+(1/ r )∙( d ϕ/ dr )+(1/ r 2)∙
∙( d 2ϕ/ d θ2)] = 0.
Из различных решений данного уравнения в частных производных можно получить решения двумерных задач в полярных координатах при различных граничных условиях.
Руководствуясь экспериментальными данными о равномерном характере распределения давления обрабатывающей среды на поверхность детали, предположим, что в данном способе обработки имеет место полярно-симметричное распределение напряжений. При этом функция напряжений ϕ зависит только от r , и уравнение (13) примет следующий вид:
[ d 21 dr 2+(1/ r )•( dIdr )]•[ d 2 ф/ dr 2+
+(1/ r )∙( d ϕ/ dr )]= d 4ϕ/ dr 4+(2/ r )∙( d 3ϕ/ dr 3)-
-
-(1/ r 2)∙( d 2ϕ/ dr 2)+(1/ r 3)∙( d ϕ/ dr ) = 0. (14)
Это дифференциальное уравнение решается методом Эйлера. Умножим его на r 4:
r 4∙( d 4ϕ/ dr 4)+2 r 3∙( d 3ϕ/ dr 3)-
-
- r 2∙( d 2ϕ/ dr 2)+ r ∙( d ϕ/ dr ) = 0.
Составим характеристическое уравнение:
λ∙(λ-1)∙(λ-2)∙(λ-3)+
+2λ∙(λ-1)∙(λ-2)-λ∙(λ-1)+λ = 0.
Раскрыв скобки и приведя подобные члены, получим:
λ4-4λ3+4λ2 = 0; λ2∙(λ2-4λ+4) = 0;
λ2∙(λ-2)2 = 0.
Находим корни уравнения (они будут кратными):
λ1 = λ2 = 0; λ3 = λ4 = 2.
Таким образом, получим общее решение уравнения (14), содержащее 4 постоянных интегрирования, которые должны быть определены:
ϕ = ( c 1+ c 2∙ lnr )∙ r 2+ c 3+ c 4∙ lnr . (15)
Из данного равенства можно получить решение ряда задач о полярно-симметричном распределении напряжений без учета объемных сил. Соответствующие компоненты напряжений, согласно уравнению (15) имеют вид:
or= (1/ r )•( d ф/ dr ) = - c 4 r 2+ c 2 -(1+2 Inr )+2 c 1 ;
o6= d 2 ф/ dr 2 = - c 4I r 2+ c 2Д3+2 Inr )+2 c 1 ;
τrθ = 0. (16)
Если в начале координат нет отверстия, постоянные c4 и c2 обращаются в нуль, поскольку в ином случае при r = 0 эти компоненты становятся неограниченно большими. Следовательно, для обрабатывающей среды, моделируемой твердым телом без отверстия в начале координат и при отсутствии объемных сил, может существовать только одно полярно-симметричное распределение напряжений, при котором σr = σθ = const и данная среда нахо- дится в условиях однородного сжатия во всех направлениях своей плоскости.
Определение давления абразивной среды на обрабатываемую деталь типа кулачка механизма газораспределения дизеля проведем по схеме, исходя из уравнений равновесия элементарного объема среды и условий отсутствия деформаций в направлении оси О Z (рис. 9).
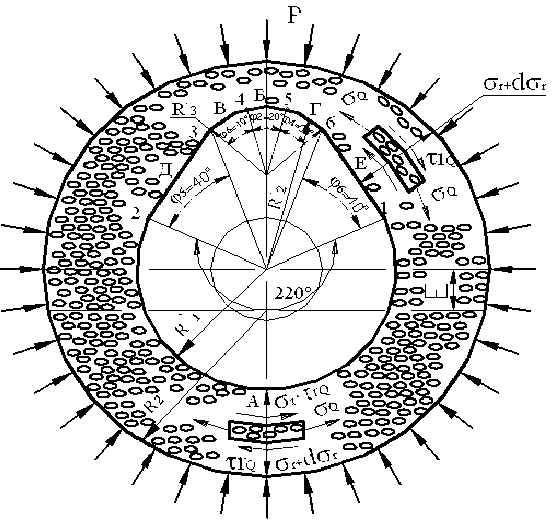
Р и с. 9. Схема для определения давления уплотненной абразивной среды на обрабатываемую деталь типа кулачка
F i g. 9. Chart for determination of pressure of close-settled abrasive environment on the workpart of type of fist
Разбив представленную на рисунке фигуру на ряд областей, определим компоненты напряжений в радиальном направлении при соответствующих граничных условиях:
Область А: и = 0; т = 0; r = Л ' ; 0 < ф , < 220 ° ; a r = Л 1'= a 61 = P , ' .
Область Б: и = 0; т = 0; r = Л ' ; 0 < ф 2 < 20 ° ; a r = Л 2 ' = a^ = P 2 ' .
Область В: и = 0; т г 93 = 0; r = Л 3 ' ;
0 < ф3< 30 ° ; a r = Л 3' = P 3' .
Область Г: и = 0; т г 94 = 0; r = Л 4 ' ;
0 < ф 4 < 30 ° ; a = Л 4= P 4 .
Область Д и Е: и = 0; т = 0;
r = Л5'; 0 < Ф5 < 40°; ar = P5', где u – радиальная компонента перемещения упругой обрабатывающей среды.
По вышеприведенным зависимостям определим давление обрабатывающей среды на все участки поверхностей кулачка.
В качестве обрабатывающей среды выступает шлифовальный порошок зернистостью 10 из электрокорунда белого марки 25А с параметрами зерна 2 a = 100 мкм = 0,1 мм, 2с = 56 мкм = 0,056 мм. Материалом детали служит сталь 18Х2Н4МА твердостью 600 НВ. Конечная шероховатость поверхности R а = 0,07 мкм.
Для области А радиус R 1 ′ = 45 мм, а радиус эластичной оболочки R 2 ′ = 225 мм. В этом случае сила, действующая на единичное абразивное зерно рабочей среды, определяется следующим образом [4]:
P 2 = [( π⋅ HB )/(2 √ c )] ⋅ (5 ⋅ Ra /1,3)3/2 ⋅
⋅(c+a-0,67∙√c⋅a) = [(3,1415⋅600)/ /(2⋅√0,028)]⋅(5⋅5⋅10-5/1,3)⋅(0,028+0,05-0,67⋅ ⋅√0,028⋅0,05) = 15,54⋅10-3 кг (15,54⋅10-2Н), где а и с – большая и малая полуоси элементов абразивных зерен, моделируемых эллипсоидом вращения, соответственно.
Определим давление обрабатывающей среды:
P ‘ 1 = P 2 . {1-[( R ‘ 1 ) 2 - R 2 2]/
[( R ′ 1)2+((1+ ν ) ⋅ (1- ν )) ⋅ R 22]}
= 15,54 - 10-3 - {1-[452-2252]/
[452+((1+0,2)⋅(1-0,2))⋅2252]} = 0,095 МПа, где ν – коэффициент Пуассона обрабатывающей среды.
Для области Б радиус R ′ 2 = 58 мм, а R 2 = 225 мм:
P ‘ 2 = 15,54 . 10- 3 . {1-[582-2252]/
/[582+((1+0,2) ⋅ (1-0,2)) ⋅ 2252]} = 0,093 МПа.
Для областей В и Г радиусы R ′ 3 = R ′ 4 = 28 мм, R 2 =225 мм:
P ‘ 3 = P \ = 15,54 - 10-3 - {1-[282-2252]/
/[282+((1+0,2) ⋅ (1-0,2)) ⋅ 2252]} = 0,093 МПа.
Необходимо отметить, что расчеты давлений для приведенных выше участков поверхности детали проводились при скорости вращения детали на нежесткой эксцентричной оправке (рис. 1).
При значениях угловой скорости ω = 7–10 рад/с процесс взаимодействия плоских участков с обрабатывающей средой не носит ударного характера, значение шероховатости на этих участках выравнивается до значений шероховатости на других участках, т. е. до Ra = 0,05 мкм.
В этом случае абразивные зерна, моделируемые эллипсоидом вращения, ориентируются к обрабатываемой поверхности своей большой осью, и процесс обработки носит стабильный характер при минимальном количестве поворотов абразивных частиц.
При этом давление на плоских участках детали определяется следующим образом [4]:
ω⋅(R′1+ε) = Nэфф / [30,2⋅Sk⋅(20⋅P′5)1,18-1,28lgHB ], где ω – угловая скорость вращения детали, рад/с; Sk – площадь контакта обрабатывающей среды с плоскими участками, м2; Nэфф – эффективная мощность резания, кВт; НВ – твердость обрабатывающего материала, МПа; P′5 – давление уплотненной обрабатывающей среды, МПа; ε – эксцентриситет оси шпинделя, м.
После соответствующих преобразований при значениях параметров: скорости ( ω = 10 рад/с, R ′ 1 = 45 ⋅ 10-3 м; N эфф = 0,4 кВт; НВ = 6000 МПа; Sk = 1200 ⋅ 10-6 м; ε = 21 ⋅ 10-3 м), определим давление обрабатывающей среды:
P ‘ 5 = 0,2 - {[30,2 -ю- ( R , 1+ e ) - SK]Z
Z N эффГ 73 = 0,2 - {[30,2 - 10 - 66 - 10 - 3 -
1200 ⋅ 10-6]/0,4}0.273 = 0,092 МПа.
Таким образом, давление обрабатывающей среды при заданном оптимальном диапазоне угловых скоростей вращения детали равномерно распределяется по всему контуру кулачка, что свидетельствует о стабильном качестве обработки всей его поверхности.
Известно, что кроме физико-механических свойств и шероховатости поверхности качество обработанных деталей характеризуется точностью их изготовления по отношению к заданным размерам. Для полирования наружных поверхностей деталей типа колец, дисков, втулок, цилиндров со сложной формой поверхности наиболее эффективной является обработка в статически уплотненной абразивной среде с планетарным вращением деталей [5; 8].
В рассматриваемом способе обработки уплотненный абразивный слой достаточно податлив и поэтому точно копирует наружный профиль погруженной в него детали. При этом создаются условия для равномерного съема металла со всех участков профиля обрабатываемой поверхности. Для заданного материала детали с учетом ее термообработки выбирается скорость резания (полирования) V рез, в зависимости от которой определяется угловая скорость вращения детали вокруг центральной оси ротора [3]:
ω2 = Vрез / (А+R), где R – радиус детали; А – расстояние между осями вращения ротора и оправки.
Для качественной обработки деталей угловая скорость корректируется в сторону уменьшения, если ее расчетное значение превышает величину 10 рад/с.
Согласно проведенным ранее теоретическим исследованиям, величина круговой подачи вращения детали вокруг собственной оси определяется следующим образом:
S1 = Vрез·R / [2π(А + R)], а угловая скорость выражается равенством:
ω 1 = S 1 / R .
По определенным таким образом угловым скоростям вращения детали ( ω 1) и ротора ( ω 2) настраивают планетарный механизм устройства для камерного полирования.
Под действием давления сжатого воздуха через эластичную оболочку обрабатывающая среда трансформируется в уплотненную массу. За время обработки ( t = 3–4 мин) партии деталей ( n = 10 шт.) в установке параметр шероховатости снижается с Ra = 2,5–1,25 до Ra = 0,1–0,05 мкм. Поверхностные слои приобретают умеренное деформационное упрочнение и сжимающие остаточные напряжения, достигающие у поверхности детали 400–500 МПа.
Как отмечалось выше, качество детали также характеризуется точностью ее изготовления по отношению к заданным размерам. Экспериментальное исследование точности обработки наружного профиля в поперечном сечении деталей (роликов механизма газораспределения дизеля Д-50) производилось сравнением профилей необработанных и обработанных деталей. Перед абразивной обработкой детали устанавливали на оправку и на универсальном измерительном микроскопе УИМ-21 определяли в прямоугольных координатах положения точек профиля относительно необработанной базовой поверхности. Обработка роликов производилась по 2-м схемам: с планетарным вращением и с простым вращением деталей в случае, когда А = 0, при давлении Р = 0,075 МПа.
Эффективная мощность резания при обработке деталей в соответствии с ранее проведенными исследованиями определяется следующим образом:
Nэфф=30,2 ⋅ Sk ⋅ Vрез(20Р)1,18-1,28lgHB , (17)
где S к – площадь контактирования абразивной среды с обрабатываемой поверхностью; V рез – скорость резания; Р – давление уплотненного абразивного слоя; НВ – твердость поверхностного слоя обрабатываемой детали.
Данное выражение справедливо при следующих интервалах измерения параметров:
0,26 ≤ V рез ≤ 1,96 м/с; 0,05 ≤ Р ≤
≤ 0,20 МПа; 100 ≤ НВ ≤ 6 000 МПа.
При давлении Р = 0,075 МПа экспериментально была определена эффективная мощность резания с помощью специального измерительного комплекса:
N эфф = 900 Вт = 0,900 кВт.
Из зависимости (17) определим скорость резания V : рез
Vрез=Nэфф/30,2 ⋅ Sk ⋅ (20Р)1,18-1,28lgHB , (18)
Подставляя в формулу (18) значения N эфф = 0,900 кВт; Р = 0,075 МПа; НВ = 600 кг/мм2 (6000 МПа) для стали 45 с твердостью 55–60 HRC э или 570– 618 НВ, S = 28·10-4 м2, получим V = к рез
0,53 м/с, что согласуется с экспериментальными значениями скоростей резания, находящихся в диапазоне 0,5–0,75 м/с.
Найдем угловую скорость вращения детали вокруг центральной оси ротора:
ω 2 = 0,53/(0,021 + 0,023) = 5 рад/с.
Величина круговой подачи определяется как:
S 1 = 0,53·0,023/6,28(0,021 + 0,023) = = 0,044 м/с.
Величина угловой скорости ω 1 – следующим образом:
ω 1 = S1 /Р = 0,044/0,023 = 2 рад/с.
Точность обработки деталей характеризуется не только равномерностью съема металла с различных участков профиля, но и характером данного съема в продольном сечении. Исследование изменения макрогеометрии поверхности деталей производилось на роликах механизма газораспределения дизеля после операции окончательного полирования.
Перед обработкой на приборе «ТАЛЕРОНД-51» были измерены волнистость и огранка поверхности. После обработки роликов при указанных выше режимах вновь производились измерения перечисленных параметров. Анализ записанных круглограмм показал, что в результате обработки высота волнистости и огранка снижаются приблизительно с W = 0,34–0,96; мкм до W = 0,17–0,48 мкм и с ∆ r = 0,6 мкм до ∆ r = 0,35 мкм (рис. 10).
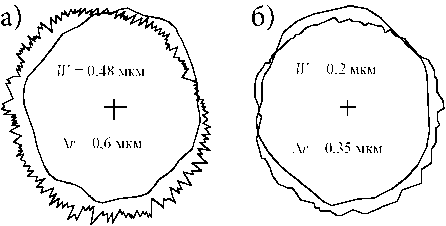
Р и с. 10. Волнистость и огранка при обработке деталей уплотненной обрабатывающей средой: а – до обработки; б – после обработки
F i g. 10. Waviness and cutting at treatment of details a close-settled processing environment: а – to treatment; b – after treatment
Проведенные исследования показали, что при обработке деталей с планетарным вращением стабильное протекание процесса полирования

обеспечивается при условии, что участок поверхности детали с отклонением от круглости имеет возможность контактировать с уплотненной абразивной средой минимум в течение времени, необходимого для полного поворота вокруг центральной оси ротора. За это время уплотненная абразивная среда успевает среагировать на изменение формы профиля детали, что обеспечивает стабильное протекание процесса полирования. Сообщение детали планетарного вращения осуществляется при условии, что величину межцентрового расстояния А между осями вращения детали и ротора выбирают конструктивно, примерно в пределах размерного диапазона R = 0,8–1,0, что обеспечивает возможность взаимодействия всех участков детали с уплотненной абразивной средой.
-
1. А. с. 1579740 СССР, МКИ В24В 31/08. Способ абразивной обработки деталей / А. Н. Мартынов, В. А. Скрябин, В. М. Федосеев. Опубл. 23.07.90, Бюл. № 27.
-
2. А. с. 1678581 СССР, МКИ В24В 31/116. Способ абразивной обработки изделий / А. Н. Мартынов, В. А. Скрябин, В. А. Лемин, В. М. Федосеев, Г. В. Бабаджан. Опубл. 23.09.91, Бюл. № 35.
-
3. Патент 1803308 (РФ), МКИ: В24В 31/104. Способ обработки деталей / В. А. Скрябин. Опубл. 23.03.93, Бюл. №11.
-
4. Скрябин В. А. Основы процесса субмикрорезания при обработке деталей незакрепленным абразивом : монография. Пенза : Изд-во ПВАИУ, 1992. 120 с.
-
7. Скрябин В. А., Рыбаков Ю. В. Новый метод финишной обработки деталей свободными мелкодисперсными средами. Машиностроитель. 2000. № 2. С. 16–17.
-
6. Скрябин В. А., Схиртладзе А. Г., Рыбаков Ю. В. Камерный способ обработки сложнопрофильных деталей уплотненным мелкодисперсным абразивом. Технология металлов. 2003. № 1. С. 19–24. URL: elibrary.ru/item.asp?id=20935710.
-
5. Мартынов А. Н. Основы метода обработки деталей свободным абразивом, уплотненным инерционными силами : монография. Саратов : Изд-во Сарат. гос. техн. ун-та, 1981. 212 с.
-
8. Корнараки В. В., Доманский Р. А. Зависимость коэффициента трения и угла естественного откоса некоторых шлифовальных материалов от влажности. Абразивы: экспресс-информация. М. : НИИАШ, 1981. № 9. С. 16–19.
-
9. Мусхелишвили Н. И. Некоторые основные задачи математической теории упругости. М. : Изд-во АН СССР, 1954. 648 с.
-
10. Голушкевич С. С. Плоская задача теории предельного равновесия сыпучей среды. Л. ; М. : Гостехиздат, 1948. 148 с.
-
11. Тимошенко С. П., Гудьер Д. Ж. Теория упругости. М. : Наука. Гл. ред. физ.-мат. лит, 1985. 576 с.
-
12. Скрябин В. А. Исследование влияния технологических факторов и условий финишной абразивной обработки на шероховатость обрабатываемых поверхностей деталей с различным профилем. Машиностроитель. 2011. № 3.С. 18–22. URL: http://elibrary.ru/item . asp?id=22965810.
-
13. Скрябин В. А., Свечникова Г. И. Экспериментальные исследования производительности финишной абразивной обработки деталей с различным профилем. Машиностроитель. 2011. № 4. С. 18–22. URL: http://elibrary.ru/item.asp?id=22985053 .
-
14. Скрябин В. А., Схиртладзе А. Г. Технологическое обеспечение качества обработки сложнопрофильных деталей уплотненными мелкодисперсными средами : монография. Старый Оскол : Тонкие наукоемкие технологии, 2015. 240 с. URL: http://elibrary.ru/item . asp?id=25306901.
-
15. Скрябин В. А. Особенности обработки сложнопрофильных деталейуплотненными мелкодисперсными абразивными средами. Вестник Мордовского университета. 2015. Т. 25, № 4. С. 72–89. URL: http://elibrary.ru/item.asp?id=23338433 .
Поступила 11.01.2016; принята к публикации 30.05.2016; опубликована онлайн 30.09.2016
Об авторе:
-
1. Martynov AN, Skryabin VА, Fedoseyev VМ. A. s. 1579740 SSSR, MKI В24В 31/08. Sposob abrazivnoy obrabotki detaley [Certificate of authorship USSR 1579740 the USSR, MKI В24В 31/08. Method of abrasive treatment of details]. Publ. 23.07.90, bull. № 27. (In Russ.)
-
2. Martynov VА. Skryabin ВМ, Lemin VA, Fedoseyev VМ, Babadzhan GV. A. s. 1678581 СССР, МКИ В24В 31/116. Sposob abrazivnoy obrabotki izdeliy [Certificate of authorship USSR 1678581, MKI В24В 31/116. Method abrasive processing]. Publ.23.09.91, bull. № 35. (In Russ.)
-
3. Skryabin VА. Patent 1803308 (RF), MKI: В24В 31/104. Sposob obrabotki detaley [Patent 1803308 Russian Federation, MKI: В24В 31/104. Method of treatment of details]. Publ. 23.03.93, bull. № 11. (In Russ.)
-
4. Skryabin VА. Osnovy protsessa submikrorezaniya pri obrabotke detaley nezakreplennym abrazivom [Bases of process of submicrometer at treatment of details an unsupported abrasive]. Penza: PVAIU Publ.; 1992. (In Russ.)
-
5. Skryabin VА. Novyy metod finishnoy obrabotki detaley svobodnymi melkodispersnymi sredami [New method of finish treatment of details of free the fine environments]. Mashinostroitel = Mechanician. 2000; 2:16-17. (In Russ.)
-
6. Skryabin VА, Shirtladze AG, Rybakov YuV. Kamernyy sposob obrabotki slozhnoprofilnykh detaley uplotnennym melkodispersnym abrazivom [Chamber method of handling complex profile parts compacted particulate abrasive] Tekhnologiya metallov = Metal Technology. 2003; 1:19-24. (In Russ.)
-
7. Martinov AN Osnovy metoda obrabotki detaley svobodnym abrazivom, uplotnennym inertsionnymi silami [Bases of method of treatment of details free abrasive close-settled inertia forces]. Saratov: Saratov Technical State University; 1981. (In Russ.)
-
8. Kornaraki VV, Domanskiy RA. Zavisimost koeffitsienta treniya i ugla yestestvennogo otkosa neko-torykh shlifovalnykh materialov ot vlazhnosti [Dependence of coefficient of friction and corner of natural slope of some polishing materials on humidity]. Abrazivy: ekspress-informatsiya = Abrasives: Express Information. 1981; 9:16-19. (In Russ.)
-
9. Mushelishvili NI. Nekotoryye osnovnyye zadachi matematicheskoy teorii uprugosti [Some basic tasks of mathematical theory of resiliency]. Moscow: AS USSR Publ., 1954. (In Russ.)
-
10. Golushkevich SS. Ploskaya zadacha teorii predelnogo ravnovesiya sypuchey sredy [Flat task of theory of maximum equilibrium of friable environment]. Leningrad-Мoscow: Gostekhizdat; 1948. (In Russ.)
-
11. Timoshenko SP, Gudyer DG. Teoriya uprugosti [Theory of resiliency]. Moscow: Nauka Publ.; 1985. (In Russ.)
-
12. Skryabin VА. Issledovaniye vliyaniya tekhnologicheskikh faktorov i usloviy finishnoy abrazivnoy obrabotki na sherokhovatost obrabatyvaemykh poverkhnostey detaley s razlichnym profilem [Research of influence of technological factors and terms of finish abrasive treatment on the roughness of processed surfaces of details with the different profile]. Mashinostroitel = Mechanician. 2011; 3:18-22. (In Russ.)
-
13. Skryabin VА, Svechnikova GI. Eksperimentalnyye issledovaniya proizvoditelnosti finishnoy abrazivnoy obrabotki detaley s razlichnym profilem [Experimental researches of the productivity of finish abrasive treatment of details with the different profile]. Mashinostroitel = Mechanician. 2011; 4:18-22. (In Russ.)
-
14. Skryabin VА, Shirtladze AG. Tekhnologicheskoye obespecheniye kachestva obrabotki slozhno-profilnykh detaley uplotnennymi melkodispersnymi sredami [The Technological providing of quality of treatment of figurine details close-settled fine environment]. Stariy Oskol: Thin knowledge-based technologies; 2015. (In Russ.)
-
15. Skryabin VА. Osobennosti obrabotki slozhnoprofilnykh detaley uplotnennymi melkodispersnymi abrazivnymi sredami [Features of processing complex-sealed parts with fine abrasive media]. Vestnik Mor-dovskogo universiteta = Mordovia University Bulletin. 2015; 4(25):72-89. (In Russ.)
Submitted 11.01.2016; accepted 30.05.2016; published online 30.09.2016
About the author:
Список литературы Обработка деталей с различным наружным профилем угшотненным шлифовальным материалом
- А. с. 1579740 СССР, МКИ В24В 31/08. Способ абразивной обработки деталей/А. Н. Мартынов, В. А. Скрябин, В. М. Федосеев. Опубл. 23.07.90, Бюл. № 27.
- А. с. 1678581 СССР, МКИ В24В 31/116. Способ абразивной обработки изделий/А. Н. Мартынов, В. А. Скрябин, В. А. Лемин, В. М. Федосеев, Г. В. Бабаджан. Опубл. 23.09.91, Бюл. № 35.
- Патент 1803308 (РФ), МКИ: В24В 31/104. Способ обработки деталей/В. А. Скрябин. Опубл. 23.03.93, Бюл. №11.
- Скрябин В. А. Основы процесса субмикрорезания при обработке деталей незакрепленным абразивом: монография. Пенза: Изд-во ПВАИУ, 1992. 120 с.
- Скрябин В. А., Рыбаков Ю. В. Новый метод финишной обработки деталей свободными мелкодисперсными средами. Машиностроитель. 2000. № 2. С. 16-17.
- Скрябин В. А., Схиртладзе А. Г., Рыбаков Ю. В. Камерный способ обработки сложно-профильных деталей уплотненным мелкодисперсным абразивом. Технология металлов. 2003. № 1. С. 19-24. URL: elibrary.ru/item.asp?id=20935710.
- Мартынов А. Н. Основы метода обработки деталей свободным абразивом, уплотненным инерционными силами: монография. Саратов: Изд-во Сарат. гос. техн. ун-та, 1981. 212 с.
- Корнараки В. В., Доманский Р. А. Зависимость коэффициента трения и угла естественного откоса некоторых шлифовальных материалов от влажности. Абразивы: экспресс-информация. М.: НИИАШ, 1981. № 9. С. 16-19.
- Мусхелишвили Н. И. Некоторые основные задачи математической теории упругости. М.: Изд-во АН СССР, 1954. 648 с.
- Голушкевич С. С. Плоская задача теории предельного равновесия сыпучей среды. Л.; М.: Гостехиздат, 1948. 148 с.
- Тимошенко С. П., Гудьер Д. Ж. Теория упругости. М.: Наука. Гл. ред. физ.-мат. лит, 1985. 576 с.
- Скрябин В. А. Исследование влияния технологических факторов и условий финишной абразивной обработки на шероховатость обрабатываемых поверхностей деталей с различным профилем. Машиностроитель. 2011. № 3.С. 18-22. URL: http://elibrary.ru/item. asp?id=22965810.
- Скрябин В. А., Свечникова Г. И. Экспериментальные исследования производительности финишной абразивной обработки деталей с различным профилем. Машиностроитель. 2011. № 4. С. 18-22. URL: http://elibrary.ru/item.asp?id=22985053.
- Скрябин В. А., Схиртладзе А. Г. Технологическое обеспечение качества обработки сложнопрофильных деталей уплотненными мелкодисперсными средами: монография. Старый Оскол: Тонкие наукоемкие технологии, 2015. 240 с. URL: http://elibrary.ru/item. asp?id=25306901.
- Скрябин В. А. Особенности обработки сложнопрофильных деталей уплотненными мелкодисперсными абразивными средами. Вестник Мордовского университета. 2015. Т. 25, № 4. С. 72-89. URL: http://elibrary.ru/item.asp?id=23338433.
